

Міністерство освіти і науки України
Полтавський національний технічний університет
Імені Юрія Кондратюка

Методичні вказівки
до лабораторних робіт з курсу
„Взаємозамінність, стандартизація та технічні
вимірювання”
для студентів механічних спеціальностей
Полтава, 1998
- 2 -
Методичнi вказiвки до лабораторних робiт з курсу
"Взаїмозамiннiсть, стандартизацiя та технiчнi вимiрювання"
/Укладач А.В. Васильїв. - Полтава: Полтавськiй державний
технiчний унiверситет iменi Юрiя Кондратюка, 1998. - 46 с. Укр.
мовою.
Затверджено на засiданнi кафедри технологiї машинобудування
Протокол N вiд . . 1998р.
Затверджено на засiданнi Вченої ради унiверситету
Протокол N вiд . . 1998р.
Змiст
Стор.
1. Штангенiнструмент................................. 3
2. Мiкрометричний iнструмент......................... 9
3. Шорсткiсть поверхнi............................... 13
4. Вимiрювання розмiрiв оптиметром................... 20
5. Вимiрювання iнструментальним мiкроскопом.......... 23
6. Вимiрювання цилiндричних отворiв.................. 30
7. Вимiрювання партiї деталей........................ 35
8. Вимірювання радіального та торцевого биття........ 41
- 3 -
Лабораторна робота N1
ШТАНГЕНIНСТРУМЕНТИ
Мета роботи - вивчити пристрій штангенциркуля,
штангенглибиноміра та штангенрейсмуса; одержати практичні навики
вимірювання зовнiшнiх та внутрiшнiх поверхонь за допомогою
штангенiнструментiв.
Прилади та приладдя: штангенциркуль; штангенглибиномiр;
штангенрейсмас; кутомiр; деталi для вимiрювання.
Послiдовнiсть виконання роботи
1. Ознайомитися з будовою штангенциркуля, штангенглибиномiра,
штангенрейсмаса, кутомiра. Виконати їх ескiзи. (рис. 1.1 - 1.3).
2. Вивчити пристрiй нонiуса та послiдовнiсть зняття показань.
3. Опанувати технiку вимiрювання розмiрiв цими iнструментами.
4. Вимiряти цилiндричну деталь штангенциркулем (рис.1.5).
Виконати ескiзи деталi у двох повздовжнiх перетинах 1-1 та 2-2 та
проставити отриманi розмiри.
6. Для кожного дiаметрального перетину 1, 2, 3 визначити
вiдхилення вiд правильної геометричної форми.
7. За розмiрами повздовжнiх перетинiв зробити висновок про

Рис.1.1. Штангенциркулi: а) ШЦ-I - двобiчний iз
глибиномiром; б) ШЦ - II - двобiчний.
- 4 -
форму деталi та визначити вiдхилення вiд правильної геометричної
форми: конуснiсть, бочкоподiбнiсть або сiдлоподiбнiсть .
8. Отриманi данi занести у таблицю 1.1. Накреслити ескiз
деталi, що вимiрюїться.
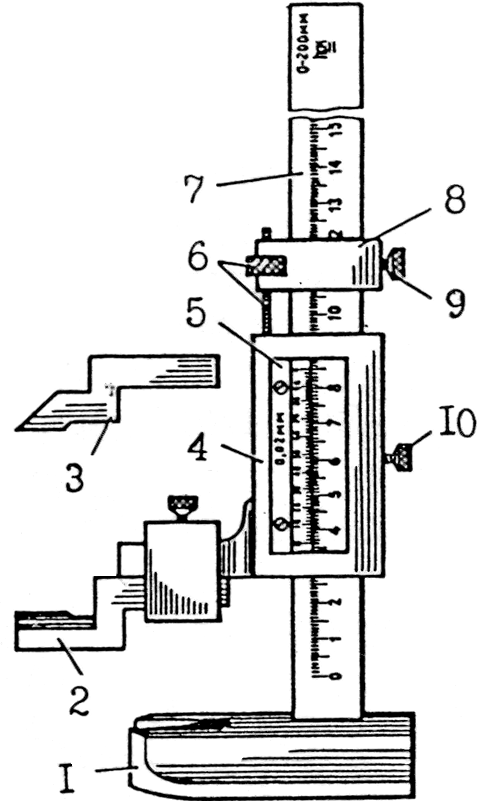
Штангенциркуль (рис.1.1.) - це штанга 4 з мiлiметровою
шкалою губки 7 для зовнiшнiх та губки 1 для внутрiшнiх
вимiрювань.У штангенциркулiв типу ШЦ - II iснують здвоїнi губки 1
цилiндричної форми довжиною 10 мм для дiапазону вимiрювань до
400 мм i довжиною 20 мм - понад 400 мм. У останньої конструкцiї
мiлiметрова шкала втоплена та покрита хромом. По штанзi
перемiщуїться рамка 2 з нонiусом 6, яка затискуїться гвинтом 3
через пружину 11. У тому випадку , якщо накладний нонiус буде
зсунутий , слiд ослабити гвинт 10, сумiстити нульовi штрихи шкали
штанги та нонiуса та знову закрiпити. Для точних перемiщень рамки
у деяких конструкцiй штангенциркулiв iснуї мiкроподача 9.
Штангенциркуль типу ШЦ - I оснащений глибиномiром 5, ШЦ - II -
розмiточними губками 8.
Таблиця 1.1. Результати вимiрювання деталi
┌────────────────┬─────────────┬──────────────────────────────┐
│Перетини,перпен-│ Напрямок │ Вид вiдхилення форми │
│дикулярнi до осi├──────┬──────┤ поверхнi │
│ │ 1 │ 2 │ │
├────────────────┼──────┼──────┼──────────────────────────────┤
│ 1 │ │ │ Конусоподiбнiсть │
├────────────────┼──────┼──────┼──────────────────────────────┤
│ 2 │ │ │ Бочкоподiбнiсть │
├────────────────┼──────┼──────┼──────────────────────────────┤
│ 3 │ │ │ Сiдлоподiбнiсть │
└────────────────┴──────┴──────┴──────────────────────────────┘
Вимiрювальний iнструмент ...................................
Цiна подiлення шкали .......
Дiапазон показань .......
Межа вимiрювань .......
Погрiшнiсть вимiрювань .......
Кутомiр УН (рис. 1. 4) у повнiстю зiбраному виглядi мiж
площинами основної та знiмної лiнiйки вимiряї кути 0 .. 50
градусiв. Якщо на секторi 5 встановлена знiмна лiнiйка 7 , то
вимiрювання виконуються у межах 140 .. 200 градусiв. Мiж
площинами сектора 5 та основної лiнiйки 3 кути вимiрюються у
межах 230 .. 320 градусiв. Повний дiапазон вимiрювань
кутомiра УН складаї 0 .. 320 градусiв.
 -
5 -
-
5 -

Рис. 1.2. Штангенглибиномiр: Рис. 1.3. Штангенрейсмас:
1 - основа; 1 - основа; 2 - вимiрювальна
2 - затискач рамки; 3 - рамка; нiжка; 3 - розмiточна нiжка;
4 - затискач рамки мiкрометричної 4 - рамка; 5 - нонiус; 6 - гвинт
подачi; 5 - рамка мiкрометричної та гайка мiкрометричної подачi;
подачi; 6 - штанга з мiлiметровою 7-штанга; 8-рамка мiкрометричної
шкалою; 7-гайка та гвинт мiкро- подачi; 10 - затискач рамки .
метричної подачi; 8 - нонiус.
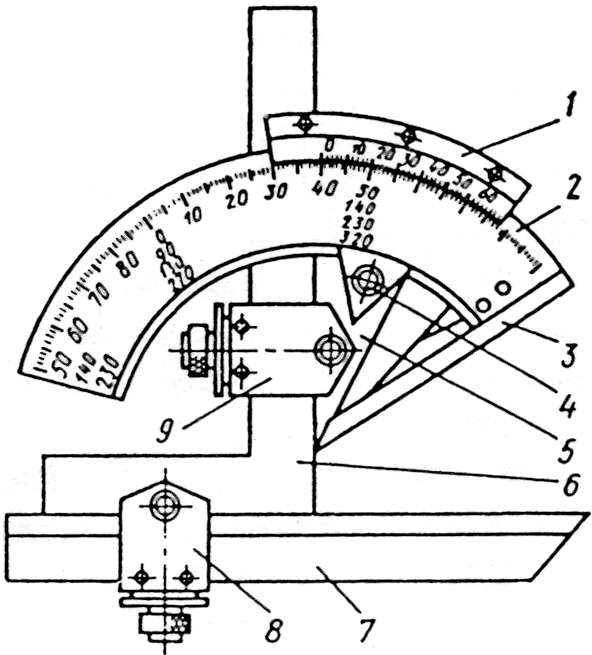
Рис. 1.4. Кутомiр : 1 - нонiус ; 2 - основа;
3 - основна лiнiйка; 4 - стопiр; 5 - рухомий сектор;
6 - кутник; 7 - знiмна лiнiйка; 8, 9 - державки ;
- 6 -
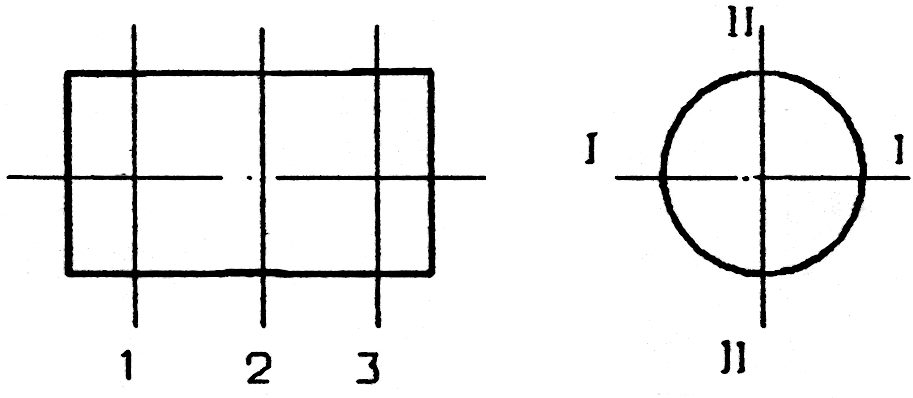
Рис. 1.5. Схема вимiрювання цилiндричної деталi.

Рис. 1.6. Вiдхилення форми цилiндричних поверхонь:
а - конусоподiбнiсть , б - бочкоподiбнiсть,
в - сiдлоподiбнiсть.
Теоретичнi вiдомостi
Будова нонiуса.
Нонiус - це рiвномiрна додаткова шкала з межею вимiрювань,
яка дорiвнюї цiнi подiлення основної шкали. Нонiуси мають рiзнi
цiни подiлення шкали (вiдлiк по нонiусу) та модуль, який показуї,
через яке число подiлень основної шкали будуть розмiщуватися
штрихи нонiуса. Якщо нульовий штрих нонiуса збiгаїться з штрихом
основної шкали, наприклад, при щiльно зсунутих губках
штангенциркуля , то 1-й штрих нонiуса змiщений вiд штриха
основної шкали на значення С вiдлiку по нонiусу, 2-й штрих - на
2С, 3-й штрих - на 3С i т.iн. При перемiщеннi нульового штриха
нонiуса мiж подiленнями основної шкали штрихи нонiуса будуть
почергово збiгатися з штрихами основноi шкали. Таким чином,
покажчиком для нонiуса служить штрих основної шкали, що
збiгаїться з штрихом нонiуса. Кiлькiсть десятих часток мiлiметру
при вiдлiку по нонiусу дорiвнюї номеру цього штриха нонiуса,
помноженому на вiдлiк по нонiусу. Межi вимiрювань та вiдлiки по
нонiусах штангенiнструментiв наведенi у таблицi 1.2. Основна
похибка, що допускаїться, дорiвнюї вiдлiку по нонiусу.
- 7 -
Методи вимiрювань
За характером оцiнки значень величини, що вимiрюїться,
розрiзнюють абсолютнi або вiдноснi, прямi або непрямi методи
вимiрювань. Iснують також два види контролю: диференцiйний та
комплексний. За способом одержання результатiв вимiрювань та
контролю методи дiляться на контактовi та безконтактовi.
Таблиця 1.2. Параметри штангенiструментiв
┌──────────────────┬───────────────────────┬───────────────────┐
│ │ Межi вимiрювань │ Вiдлiк по нонiусу │
│Тип iнструмента ├───────────────────────┴───────────────────┤
│ │ мм │
├──────────────────┼───────────────────────┬───────────────────┤
│ ШЦ - I , ШЦ - II │ 0... 125 │ 0,1 │
│ ШЦ -II , ШЦ -III │0...160,0...200,0...250│ 0,05 та 0,1 │
│ ШЦ - III │0...400,250...630,320..│ 0,1 │
├──────────────────┼───────────────────────┼───────────────────┤
│Штангенглибиномiри│0...160,0...200,0...250│ 0,05 │
│ │0...315,0...400 │ │
│ ├───────────────────────┼───────────────────┤
│ │0...400,0...500 │ 0,1 │
├──────────────────┼───────────────────────┼───────────────────┤
│ Штангенрейсмаси │0...250,40...400,60... │ 0,05 │
│ │630 │ │
│ ├───────────────────────┼───────────────────┤
│ │ 60...630, 100...1000, │ 0,1 │
│ │600...1600,1500...2500 │ │
└──────────────────┴───────────────────────┴───────────────────┘
При абсолютному методi вимiрювань оцiнюються значення всiїї
величини, що вимiрюїться, або розмiру безпосередньо за
показаннями приладу (наприклад, вимiрювання розмiрiв
штангенциркулем, мiкрометром i т.п. ).
При вiдносному методi вимiрювань оцiнюються значення
вiдхилення величини, що вимiрюїться, вiд розмiру установочної
мiри або зразку (наприклад, вимiрювання за допомогою мiнiметру
або оптиметра , установлених на нуль по кiнцевим мiрам, та
виробiв, що показують при вимiрюваннi величину вiдхилення розмiру
вiд розмiру кiнцевої мiри ).
Прямий метод вимiрювань характеризуїться безпосередньою
оцiнкою за показаннями приладу розмiру, що перевiряїться, виробу
або вiдхилення розмiру деталi вiд установочної мiри, непрямий -
оцiнкою розмiру за результатами вимiрювань iнших розмiрiв,
пов'язаних iз пошуковим (наприклад, визначення конусностi за
розмiром дiаметру у двох перетинах та вiдстанi мiж цими
перетинами).
При комплексному контролi одночасно оцiнюїться придатнiсть
- 8 -
виробу за сумарною похибкою декiлькох параметрiв.
Вимiрювальний засiб при цьому ї звичайно прототипом форми виробу,
що вимiрюїться, та обмежуї граничнi розмiри його контуру
(наприклад, контроль виробiв за допомогою калiбрiв або на
проекторах). Диференцiйний контроль характеризуїться незалежним
вимiрюванням кожного параметра виробу (наприклад, контроль
середнього дiаметру,кроку та половини кута профiлю рiзьблення ).
Контактовими називаються такi методи вимiрювань, при яких у
процесi вимiрювань вимiрювальнi поверхнi приладу безпосередньо
торкаються з поверхнею об'їкта, що контролюїться, безконтактовими
- такi методи, коли у процесi вимiрювань немаї спiвдотику мiж
поверхнею об'їкта, що вимiрюїться , та вимiрювальними поверхнями
приладу (наприклад, вимiрювання за допомогою пневматичних,
проекцiйних та iнших приладiв ).
Основнi метрологiчнi характеристики вимiрювальних засобiв
Цiна подiлення шкали приладу - значення величини, яка
вимiрюїться, одному подiленню шкали.
Iнтервал (довжина) подiлення шкали - вiдстань мiж осями
сусiднiх позначок шкали.
Дiапазон показань (вимiрювань по шкалi ) - межа шкали,
обмежена її початковим та кiнцевими значеннями.
Межа вимiрювань - найбiльше та найменше значення величини,якi
можуть бути вимiрянi приладом.
Похибка вимiрювання - рiзниця мiж результатом вимiрювання та
дiйсним значенням величини, що вимiрюїться. Збiжнiсть вимiрювань
( варiацiя )- близькiсть результатiв вимiрювань, що виконуються в
однакових умовах.
Вимiрювальним зусиллям називаїться сила впливу вимiрювальних
поверхонь приладу на поверхню об'їкта, що вимiрюїться.
Овальнiсть - вид некруглостi , при якiй профiль представляї
собою овальноподiбну фiгуру, найменший d 4min 0 та найбiльший
d 4max 0 дiаметри якої розташованi у взаїмно перпендикулярних
напрямах. Конуснiсть - твiрнi прямолiнiйнi , але не паралельнi 4.
Бочкоподiбнiсть - непрямолiнiйнiсть твiрних , при яких дiаметри
збiльшуються вiд країв до середини. Сiдлоподiбнiсть -
непрямолiнiйнiсть твiрних , при яких дiаметри збiльшуються вiд
країв до середини.
![]()
- 9 –
Питання для самоконтролю.
1. Що таке абсолютний, вiдносний, прямий та непрямий характери
оцiнки значень величини, що вимiрюїться?
2. Що таке цiна подiлення шкали приладу; iнтервал подiлення
шкали приладу?
3. Що таке дiапазон показань та межа вимiрювань шкали?
4. Якi фактори зумовлюють похибку результатiв вимiрювань?
5. Якi загальнi вузли мають штангенiнструменти та кутомiри?
6. Як вiдраховуються десятi частки мiлiметру по нонiусу?
7. Що називаїться вiдлiком по нонiусу?
8. Чому дорiвнюї похибка штангенiнструментiв?
9. Як визначити цiну подiлення шкали нонiуса?
10. Що таке модуль шкали нонiуса?
Лабораторна робота N 2
МIКРОМЕТРИЧНИЙ IНСТРУМЕНТ
Мета роботи - вивчити пристрiй мiкрометричних iнструментiв;
одержати практичнi навики вимiрювання мiкрометром.
Прилади та приладдя: мiкрометр; мiкрометричний глибиномiр;
мiкрометричний нутромiр; деталi для вимiрювань.
Послiдовнiсть виконання роботи
1. Ознайомитися з будовою мiкрометру, мiкрометричного
глибиномiра , мiкрометричного нутромiра (рис. 2.1 - 2.3 ).
2. Вивчити будову повздовжньої та кругової шкал
мiкрометричного iнструмента та послiдовнiсть зчитування показань
iз них.
3. Опанувати прилади вимiрювання розмiрiв цими iнструментами.
4. Набути практичнi навики установки мiкрометру на " нуль ".
5. За результатами вимiрювань знайти ступiнь точностi деталi
за кожним параметром, що контролюїться згiдно зi стандартом.
Теоретичнi вiдомостi
Мiкрометричнi iнструменти заснованi на застосуваннi
мiкрометричних гвинтових пар. Їх конструкцiї рiзноманiтнi. Нижче
розглянутi мiкрометри загального призначення.
Гладкi мiкрометри МК призначенi для вимiрювання зовнiшнiх
розмiрiв деталей. До основних деталей та вузлiв вiдносяться скоба,
п'ята, мiкрогвинт, стопiр гвинта, стебло, барабан та трiскалка
- 10 -
мiкрометричної головки, що перетворюї обертальний рух барабана в
поступальний рух мiкрогвинта. На стеблi вздовж повздовжнього
штриха нанесена основна шкала приладу з цiною подiлення а 4=
0,5мм та межею вимiрювань 25 мм. Для зручностi вiдлiку парнi
штрихи шкали вiдкладенi знизу повздовжнього штриха. На конiчному
зрiзi барабана нанесено 50 подiлень кругової шкали з цiною
подiлення, рiвною С 4= 0 0.01 мм. При одному оберт барабан та
мiкрогвинт перемiщують на одну подiлку основної шкали.
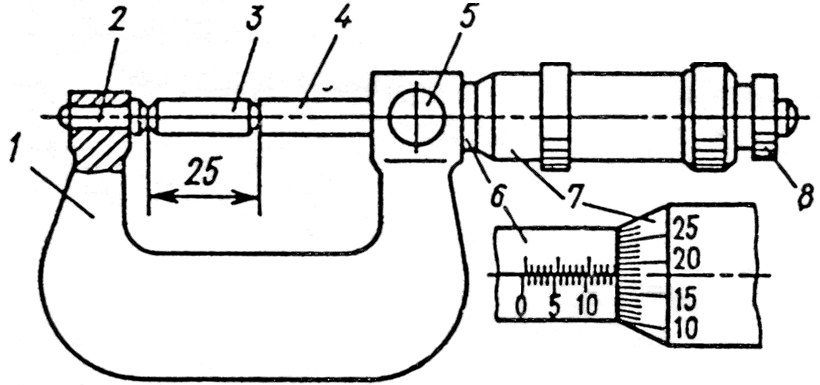
Рис. 2.1.Мiкрометр: 1 - скоба; 2 - п'ята з вимiрювальною
поверхнею; 3 - змiнна п'ята; 4 - мiкрогвинт; 5 - стопiр
мiкрометричного гвинта; 6 - стебло; 7 - барабан ;
8 - трiскалка .
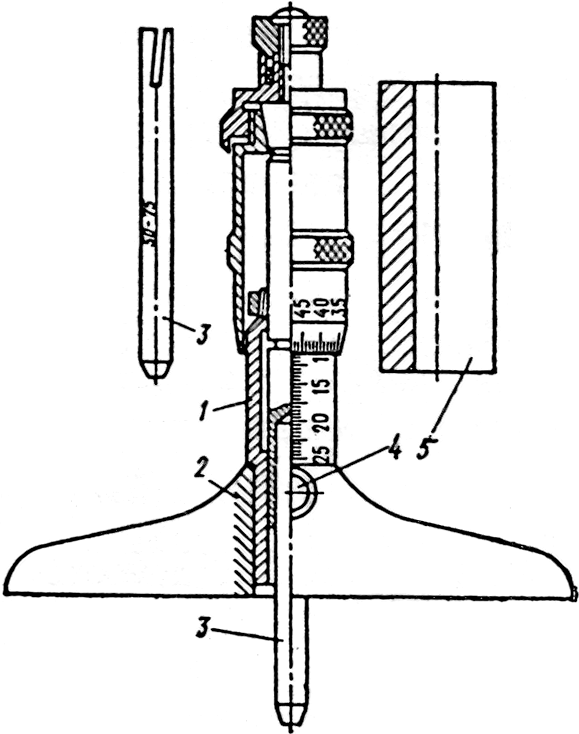
Рис. 2. 2. Мiкрометричний глибиномiр: 1 - стебло;
2 - основа; 3 - змiннi вимiрювальнi стержнi;
4 - стопiр; 5 - цилiндричнi установочнi мiри.
- 11 -
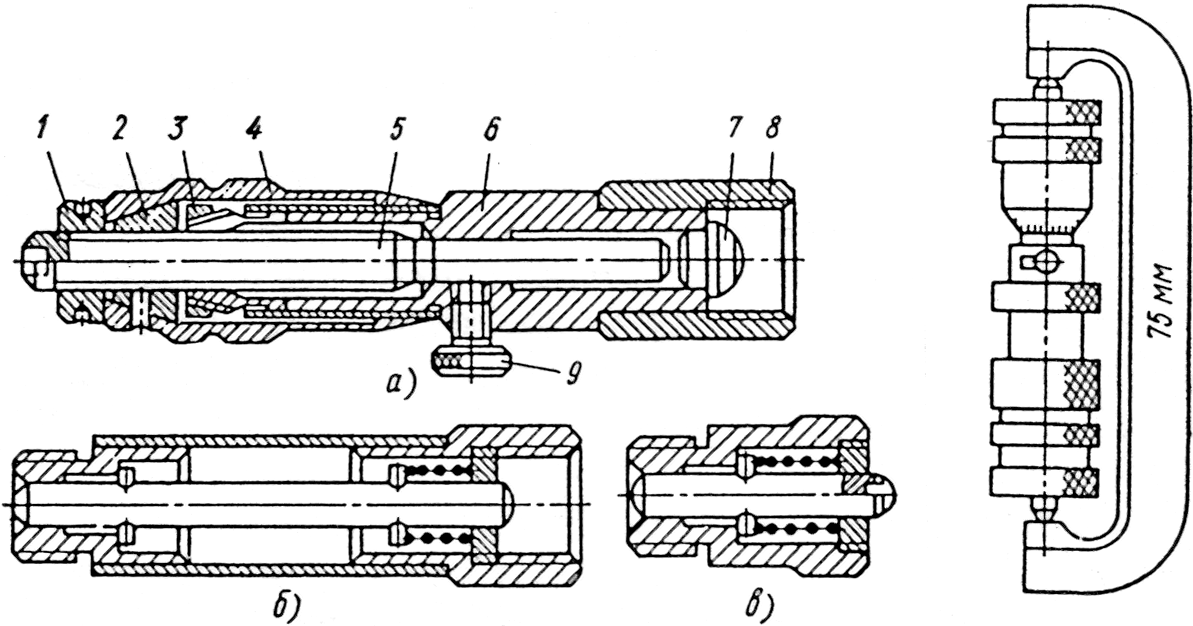
Рис. 2.3. Мiкрометричний нутромiр: 1 - мiкрометричний гвинт;
2 - стебло; 3 - барабан ; 4 - розрiзна мiкрогайка; 5 - гайка,
6 - установочний ковпачок ; 7 - трiскалка ; 8 - гвинт;
9 - палець; 10 - пружина; 11 - втулка ; 2 - гвинт.
При вимiрюваннi вирiб розмiщують без перекосу мiж п'ятою та
мiкрогвинтом. Обертаючи барабан за трiскалку до тих пiр, доки
вона не почне провертатися, щiльно притискають вимiрювальнi
поверхнi приладу до поверхнi виробу. Найближчий до торця барабана
штрих основної шкали показуї кiлькiсть цiлих та десятих часток
мiлiметрiв у розмiрi. До разрахунку по основнiй шкалi додають
вiдлiк по круговiй шкалi, рiвний добутку цiни подiлення на номер
подiлення, який знаходиться навпроти повздовжнього штриха. Вiдлiк
на рис. 2. 1: l 4= 0 14 + 0.01 * 18 4= 0 14.18 мм.
Межi вимiрювань мiкрометрiв залежать вiд розмiру скоби та
становлять 0 .. 25; 25 .. 50; ..; 275 .. 300; 300 .. 400; 400 ..
500 та 500 .. 600 мм. Мiкрометри для розмiрiв бiльш 300 мм
обладнанi змiнними або пересувними п'ятами, що забезпечують
дiапазон вимiрювань 100 мм. При правильнiй установцi нульовий
штрих кругової шкали барабана повинен збiгатися з повздовжнiм
штрихом на стеблi, а торець барабана з нульовим штрихом основної
шкали.
Похибка мiкрометрiв класу точностi 1 становить +-4 мкм для
дiапазону вимiрювань 0 .. 100 мм; +-5 мкм для дiапазону 100 ..
200 мм; +-6 мкм для дiапазону 200 .. 300 мм; +-8 мкм для
дiапазону 400 .. 500 мм та +-10 мкм для дiапазону 500 .. 600 мм.
Мiкрометри для розмiрiв 0 .. 25 мм випускаються також класу
- 12 -
точностi 0 та мають похибку +- 2 мкм.
Установка мiкрометричних головок на нуль здiйснюїться у
такiй послiдовностi: 1) установлюють мiкрометр у вихiдне
положення ; 2) закрiплюють мiкрогвинт стопором ; 3) вiдвертають
установочний ковпачок на пiвобороту; 4) барабан повертають до
спiвпадiння нульового штриха кругової шкали на барабанi з
повздовжнiм штрихом на стеблi; 5) закрiплюють барабан ковпачком;