

Министерство образования и науки Украины
Приазовский государственный технический университет
Кафедра технологии машиностроения
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторной работы по дисциплине
«Программирование и технологические процессы для станков с ЧПУ»
для студентов дневной и заочной формы обучения, специальности 7.090202
на тему: «Расчет и определение режимов резания на программных операциях».
Утверждено
На заседании кафедры
технологии машиностроения
Протокол № 10 от 4.10.04
Мариуполь 2005 г.
УДК 621. (077)
Методические указания, для студентов дневной и заочной формы обучения специальности 7.09.02.02. «Технология машиностроения» к выполнению лабораторной работы «Расчет и определение режимов резания на программных операциях» по курсу: «Программирование и технологические процессы для станков с ЧПУ». Состав. : Жабинский И. А– Мариуполь, ПГТУ, 2005 г. – 9 с.
Составители: И. А. Жабинский, асс.
Отв. за выпуск А. А. Андилахай, доц.
Цель работы - освоить методику определения режимов резания для операций, выполняемых на станках с ЧПУ, расчетно-аналитическим и табличным методами.
1.Содержание работы
а) определить элементы режима резания для заданных преподавателем операций технологического маршрута заданной детали;
б) осуществить проверку режимов резания по имеющимся ограничениям, при необходимости выполнить корректировку режимов резания.
2. Краткие теоретические сведения
2.1.Выбор параметров режима резания при токарной обработке на станке с чпу
Общая последовательность выбора параметров режима резания при токарной обработке: 1) глубина резания; 2) подача; 3) скорость резания.
Глубина резания. В каждом случае выбирают максимально возможную глубину резания, которая ограничена припуском на обработку и возможностями станка. Если для обработки какой-либо поверхности предусмотрено два или три про- хода (например, чер-новой, получистовой и чистовой), то общий припуск делят соответственно на две или три части, каждую из которых стремятся снять за один рабочий ход. От глубины резания зависят ширина срезаемого слоя и длина рабочей части режущей кромки.
Чистовой припуск зависит от ряда факторов, основными из которых являются требуемые точность и шероховатость детали, необходимость в последующей обработке, характер предыдущей обработки и т.д.
Глубину резания при черновом проходе в первом приближении задают в зависимо-сти от жесткости инструмента, прочности и размеров пластины твердого сплава. Макси-мально допустимую глубину резания при черновых проходах и среднюю рекомендуемую обычно указывают в картах соответствующего инструмента или в нормативах. При оптимизации параметров режима резания первоначально назначенную глубину резания обычно корректируют в соответствии с назначаемой подачей и скоростью резания.
Подача. Подачу назначают максимально допустимой по условиям технических ограничений.
Такими ограничениями для подачи при черновой обработке являются: жесткость обрабатываемой детали, жесткость резца, прочность державки резца, прочность механиз-ма подач станка, максимальный крутящий момент на шпинделе, мощности главного привода и привода подач, предельные минутные (оборотные) подачи на станке. Подачи при черновом точении обычно приводятся в соответствующих таблицах и корректируют-ся различными коэффициентами в зависимости от условий обработки. На станках с ЧПУ подачу при первом черновом проходе заготовок, имеющих биение по торцу. наружному диаметру или отверстию, на участке входа резца обычно снижают на 20...30%, чтобы предотвратить сколы режущих кромок.
Подачу sj при однопроходном чистовом точении назначают с учетом требований к шероховатости и точности соответствующих поверхностей в зависимости от требуемой точности детали и погрешности заготовки по формуле:
 (2.1)
(2.1)
где ДЕТ - допустимая погрешность детали, мм;
ЗАГ - допустимая погрешность заготовки, мм;
J - жесткость системы СПИД, Н/м;
Cp - коэффициент, зависящий от рода обрабатываемого материала.
Подачу sRz (мм/об), обеспечивающую требуемую шероховатость, находят по формуле:
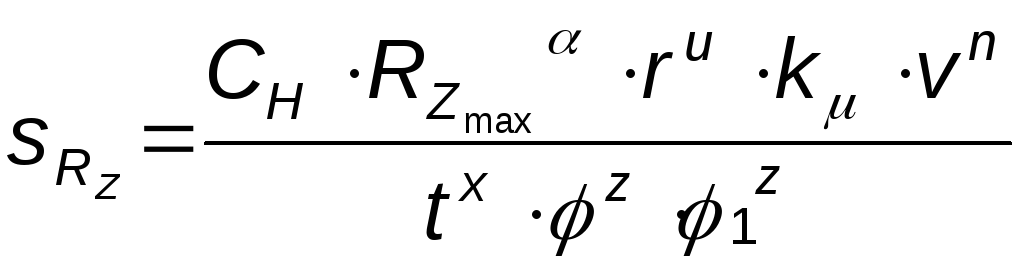
где CH - постоянный коэффициент;
Rzmax- - максимальная высота микронеровностей поверхности, мкм;
r - радиус при вершине резца, мм;
k - поправочный коэффициент;
,1 - главный и вспомогательный углы резца в плане, ;
v - скорость резания, м/мин;
, u, x, z - показатели степени.
Рассчитанные по приведенным формулам подачи не должны быть меньше sмин min (минимальной минутной подачи на станке) и sрез min (минимальной подачи, обеспечиваю-щей нормальное резание).
Скорость резания. При выбранных глубине резания и подаче задают такую скорость резания, которая обеспечивала бы оптимальную стойкость инструмента.
Стойкостью инструмента называется период времени его работы между двумя переточками.
Ориентировочный допустимый износ резцов по задней грани hз: при черновом точении 1.8 мм для многогранных неперетачиваемых пластин и 1...1.4 мм для резцов с напаянными пластинами твердого сплава; при чистовом точении 0.4...0.6 мм для твердосплавных резцов.