

Министерство образования и науки Украины
Приазовский государственный технический университет
Кафедра технологии машиностроения
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторной работы по дисциплине
«Программирование и технологические процессы для станков с ЧПУ»
для студентов дневной формы обучения, специальности 7.090202
на тему: «Разработка параметрических подпрограмм обработки типовых элементов деталей на станках с УЧПУ».
Утверждено
На заседании кафедры
технологии машиностроения
Протокол № 10 от 4.10.04
Мариуполь 2005 г.
Методические указания, для студентов дневной формы обучения специальности 7.09.02.02. «Технология машиностроения», дают последовательность и объем выполнения лабораторной работы «Разработка параметрических подпрограмм обработки типовых элементов деталей на станках с УЧПУ», при изучении дисциплины «Программирование и технологические процессы для станков с ЧПУ».
Составители: А. И. Лещенко, ст. преподаватель
Отв. за выпуск А. А. Андилахай, доц.
Программирование методом парметрических подпрограмм
Программирование на базе разработанных подпрограмм. сводятся к разделению операции на отдельные этапы, общность которых определяется геометрическими параметрами и используемым инструментом.
При составлении УП возможно покадровое программирование всей обработки от начала до конца, что обычно и делается для сравнительно простых деталей. Для более сложных деталей программирование удобно вести по модуль-ному принципу, формируя каждый из модулей как подпрограмму. Такой подпрограмме можно присвоить имя и ввести ее в УЧПУ с основной УП или обратиться к ней из основной УП по адресу ОЗУ (или ПЗУ) УЧПУ. Тогда основная УП будет состоять из отдельных подпрограмм и кадров, обеспечивающих взаимосвязь в общем порядке обработки детали. Такой метод, когда УП составляется из отдельных, сравнительно независимых массивов информации, более прост, чем покадровое программирование. При программировании допускается меньше ошибок, да и исправление их более простое, поскольку можно редактировать точки «входа» в подпрограммы, не касаясь их структуры в целом. Кроме того, достаточно просто, изменяя места подпрограмм в основной УП, менять общий порядок обработки всей детали.
Современные УЧПУ имеют широкую номенклатуру универсальных постоянных циклов – подпрограмм, алгоритм работы которых жестко записан в ПЗУ и недосту-пен изменению пользователем. Однако в универсальности постоянных циклов их недостаток.
Станки с ЧПУ работают в конкретном производстве, участке, цехе и часто обрабатывают однотипные детали или поверхности различных типоразмеров. Постоянные циклы существенно упрощают программирование, однако они предполагают численное задание входящих в них параметров.
Параметрическая подпрограмма обработки типовых поверхностей оперирует формальными параметрами - не численными величинами, а переменными, причем их значение может определять не только геометрию поверхностей, но и технологические функции.
УП с параметрическим программированием содержит вычислительные и технологические кадры. Кадры, в которых производятся вычисления, рекоменду-ется записывать отдельно от кадров, непосредственно формирующих обработку поверхности детали. Перед вызовом подпрограммы, необходимо присвоить фактические (численные) значения формальным параметрам подпрограммы. Достоинство параметров в УП, заключается в том, что над ними можно выполнять арифметические и логические действия, строить УП с переходами по условию. С помощью параметров в УП можно изменять параметры станка, например границы зоны программных ограничений, численные значения, определяющие размерную настройку инструмента, направление выхода на позицию функции G60 и пр.
Параметрам можно присваивать значение системных переменных определ-яющих технологические функции. Следует отметить, что все функции объявлен-ные в основной программе (функции режимов резания, подготовительные G и вспомогательные М) действуют и в подпрограмме. Если эти функции изменить в подпрограмме, то их действие переходит и в основную программу.
Для использования параметрической подпрограммы, необходимо знать точку исходного положения (точку «входа» в подпрограмму) и характеристику входящих в нее параметров.
Параметрическое программирование позволяет пользователю, составить собственную библиотеку подпрограмм и формировать из них УП.
ЦЕЛЬЮ РАБОТЫ является разработка параметрических подпрограмм токар-ной и фрезерной обработки типовых поверхностей деталей.
Представление данных в параметрическом программировании, арифмети-ческие и тригонометрические операции над параметрами, функции сравнения и ветвления программы подробно описаны в методическом пособии /1/.
Пример выполнения работы
Отчет
к лабораторной работе по дисциплине «Программирование и технологические процессы для станков с ЧПУ»
«Разработка параметрических подпрограмм обработки типовых элементов деталей на станках с УЧПУ»
13.05.04
Выполнили студенты группы ТМ- 02 Головчанская С. В. Аршинцева Ю. П.
Задание
Разработать параметрическую подпрограмму токарной обработки группы канавок на внутренней цилиндрической поверхности. ØD1=48. Канавки одной глубины ØD2=48.и расположены в осевом направлении через равные расстояния р=15. Ширина канавки b=4.5 равна ширине .резца. Первая от торца канавка расположена на расстоянии L=20.
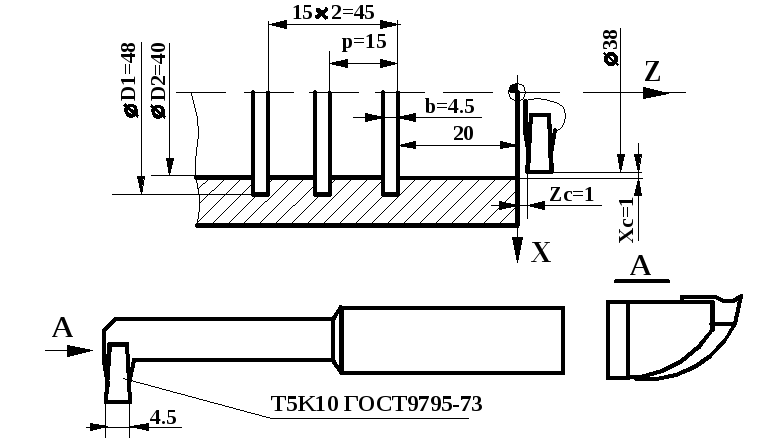
Определяем координаты исходной точки цикла: Z=ZC=1; X=D2 - 2×XC=40 -2=38
{Основная программа}
N10 G00 X38 Z1
N15 #X1=38 #X2=48 #Z1=15 #Z2=20 {Задание фактических (численных)
#P0=0 #P0=3 значений формальным параметрам}
#S1=630 #F1=50 {Режимы резания}
L(200) {Переход к подпрограмме с кадра №200}
{Подпрограмма}
N200 G00 Z-#Z2
N205 S#S1 F#F1
N210 G90 G1 X#X2
N215 G0 X#X1
N220 G00 G91 Z-#Z1
N230 #P0= #P0+1 #PO<#P1 #(210)
N235 M17
{С текста программы выражения взятые в {} в ОЗУ УЧПУ не считываются}