



Тернопільський національний технічний
університет імені Івана Пулюя
Кафедра
Конструювання верстатів,
інструментів та машин
Методичні вказівки
для виконання лабораторної роботи №6
"Фрези, їх геометрія і конструктивні особливості"
з курсу “Фізичні основи механічної
обробки матеріалів”
для студентів спеціальностей
7.092501, 7.092502
денної та заочної форми навчання
Тернопіль - 2010 р.
МІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
Тернопільський національний технічний
університет імені Івана Пулюя
Конструювання верстатів,
інструментів та машин
М Е Т О Д И Ч Н І В К А З І В К И
І ЗАВДАННЯ
для виконання лабораторної роботи №6
"Фрези, їх геометрія і конструктивні особливості"
з курсу “Фізичні основи механічної
обробки матеріалів”
для студентів спеціальностей
7.092501, 7.092502
денної та заочної форми навчання

ТЕРНОПІЛЬ - 2010
Методичні вказівки розроблені відповідно до навчальних планів
спеціальностей 7.092501, 7.092502 та програмою дисципліни.
Методичні вказівки розробили: ст.викл. Кузьмін М.І.
інженер Чорний Р.П.
Рецензент: к.т.н. доц. А. В. Матвійчук
Відповідальний за випуск: ст. викл. Кузьмін М. І.
Методичні вказівки розглянуті та затверджені на засіданні кафедри конструювання верстатів, інструментів та машин
Протокол № 18 від " 11 " червня 2010 р.
Методичні вказівки розглянуті та рекомендовані до друку на засіданні методичної комісії механіко-технологічного факультету Тернопільського національного технічного університету імені Івана Пулюя
Протокол № 7 від " 20 " червня 2010 р.
Видання 2010 року лабораторна робота №6
ТЕМА: Конструктивні особливості та геометричні параметри різальної частини основних типів фрез.
МЕТА РОБОТИ: Вивчити будову і геометричні параметри різальної частини основних типів фрез, ознайомитися з приладами, що служать для вимірювання цих параметрів і правилами виконання робочих креслень різців.
ЗМІСТ РОБОТИ
Ознайомлення з основними типами фрез їх класифікацією вимірювання геометричних параметрів і складання робочих креслень.
1. Теоретичні відомості.
Елементи рухів при фрезеруванні.
Фрезерування – це високопродуктивний спосіб обробки металів різанням, який виконується за допомогою фрез.
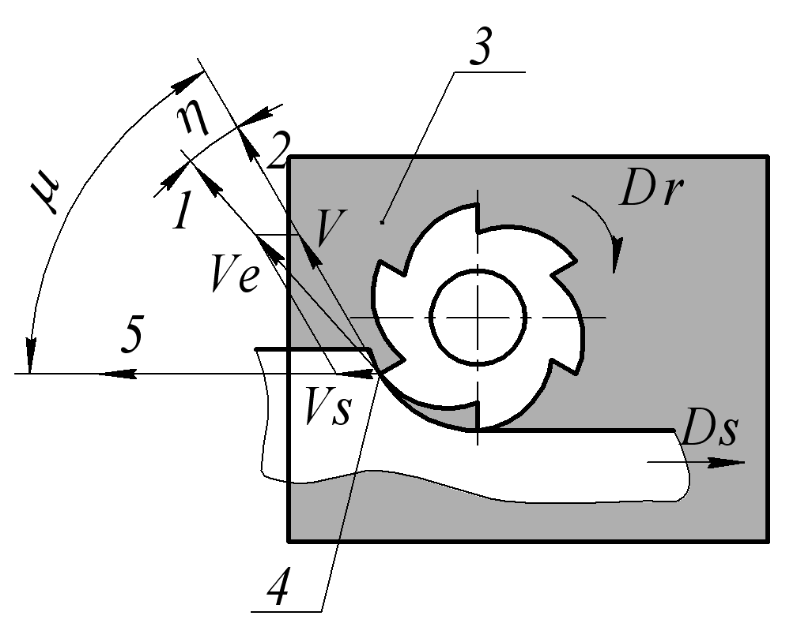
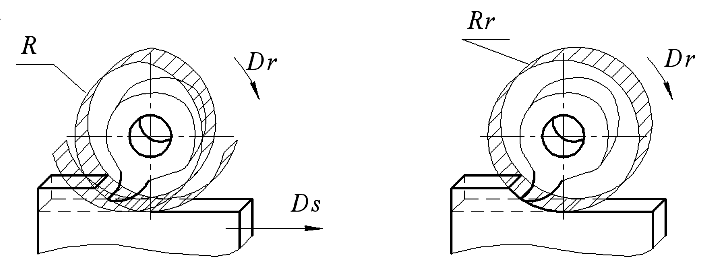
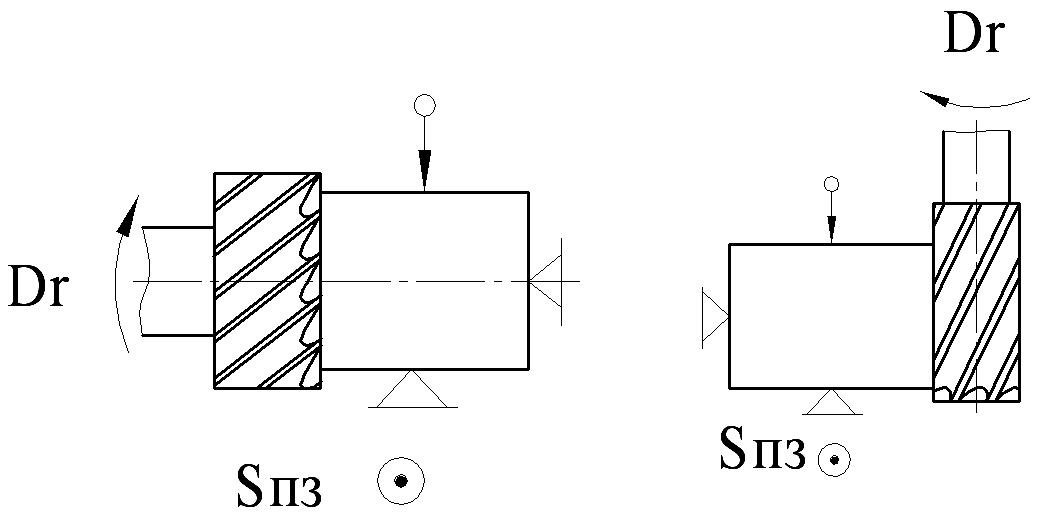
Процес різання при фрезеруванні забезпечується: обертовим головним рухом різання (Dr), який надається фрезі, та прямолінійним рухом (Ds), який надається деталі або фрезі. На рис. 1 показані елементи рухів при фрезеруванні циліндричною фрезою (а – проти подачі, б – за подачею), а на рис.2 при фрезеруванні кінцевою фрезою.

а) б)
Рисунок 1. Елементи рухів в процесі різання циліндричною фрезою
а) проти подачі б) за подачею
Головний рух різання (головний рух) Dr – прямолінійний або обертовий рух заготовки чи фрези, який здійснюється з найбільшою швидкістю різання.
Швидкість головного руху різання V – швидкість розглядуваної точки різальної кромки або заготовки в головному русі різання.
Рух подачі Ds – прямолінійний поступальний рух різальної кромки фрези або заготовки, швидкість якого менша від швидкості головного руху
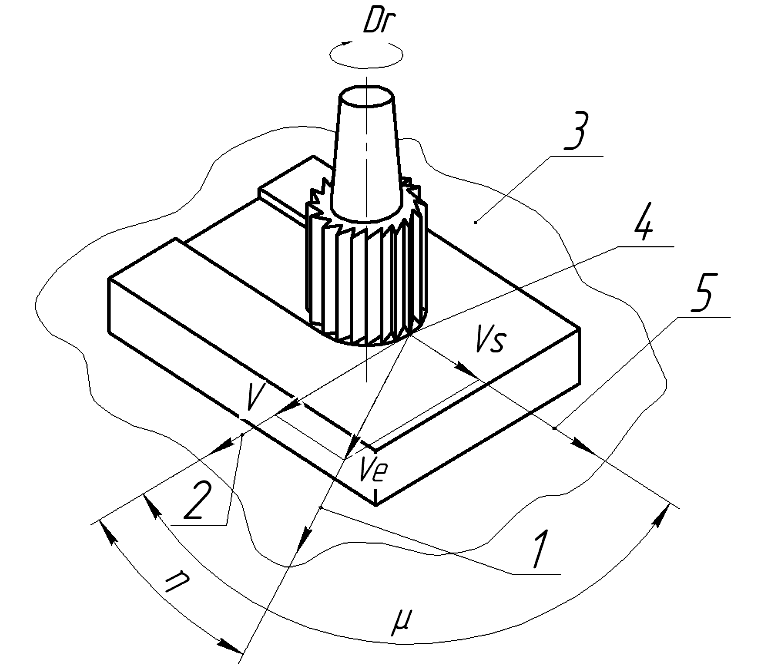
Рисунок 2. Елементи рухів в процесі різання при фрезеруванні кінцевою фрезою
різання, призначений для того, щоб поширити відділення шару металу на всю оброблювану поверхню. В залежності від напрямку руху подачі розрізняють рух поздовжній і поперечний.
Подача S – відношення відстані, пройденої розглядуваною точкою різальної кромки або заготовки вздовж траєкторії цієї точки в русі подачі, до відповідного числа циклів або визначених часток циклу іншого руху в процесі різання.
Цикл руху – повний оберт, або подвійний хід різального інструмента чи заготовки.
Частка циклу – частина оберту, яка відповідає кутовому кроку зубів різального інструмента.
Хід – рух в один бік при зворотньо-поступальному русі.
При фрезеруванні користуються трьома подачами:
подача на зуб Sz – подача, яка відповідає кутовому кроку зубів фрези;
подача на оберт So – подача, яка відповідає повному оберту фрези:
![]()
де z – кількість зубів фрези.
швидкість подачі Vs (по старим ГОСТам хвилинна подача Sхв) – швидкість розглядуваної точки різальної кромки фрези в русі подачі. Ця подача встановлюється на фрезерних верстатах:
![]()
де no – кількість обертів фрези на хвилину.
Результуючий рух різання (результуючий рух) De – сумарний рух фрези відносно заготовки, що включає головний рух різання, рух подачі і дотичний рух.
Швидкість результуючого руху різання Ve – швидкість розглядуваної точки різальної кромки фрези в результуючому русі різання.
Кут швидкості різання η – кут в робочій площині Ps між напрямами швидкостей результуючого руху різання та головного руху різання.
Кут подачі μ – кут в робочій площині між напрямами швидкостей руху і головного руху різання.
Розрізняють дві поверхні різання, які утворює головна різальна кромка: в головному русі різання – Rr і в результуючому русі різання – R (рис.3)
а) б)
Рисунок 3. Поверхні утворені різальною кромкою
На оброблюваній деталі внаслідок її взаємодії з фрезою утворюються такі поверхні (рис.4):
- оброблювана, яка підлягає обробці;
- оброблена, яку отримують після зрізання шару металу;
- поверхня різання, яка утворюється головною різальною кромкою, під час зрізання стружки.

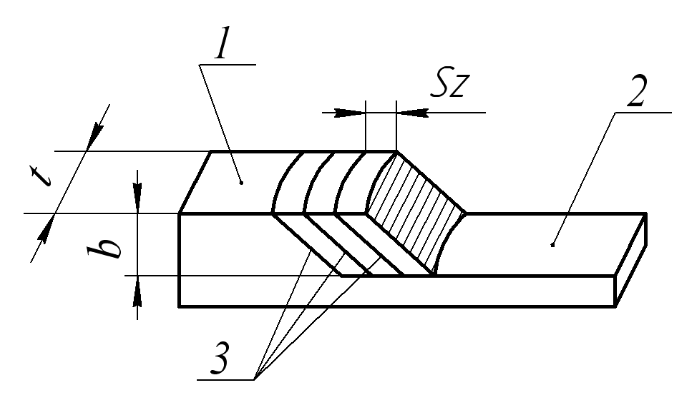
а) б)
а) обробка циліндричною фрезою, б) обробка кінцевою фрезою
Рисунок 4. Поверхні, що утворюються в наслідок взаємодії деталі та фрези.
1.2. Cпособи фрезерування
Фрезерування характеризується рядом особливостей. Кожен зуб фрези знаходиться із заготовкою невелику частину свого оберта, а остатню частину свого шляху проходить без обробки. ”Холостий хід” зуба фрези сприяє кращому її охолодженню і підвищенню різальних властивостей, що призводить до збільшення стійкості фрези (до 300хв), що значно більше стійкості, наприклад токарних різців (60хв).
Послідовне врізання зубів фрези в заготовку супроводжується ударами, вібраціями. Окрім того, із-за зміни товщини зрізного шару (стружка при фрезеруванні має форму коми) і числа зубів, які одночасно знаходяться у роботі, коливається величина сили різання. Все це призводить до нерівномірності процесу коливання, що від’ємно впливає на точність і шорсткість оброблених поверхонь, при недостатній жорсткості і вібростійкості верстатів
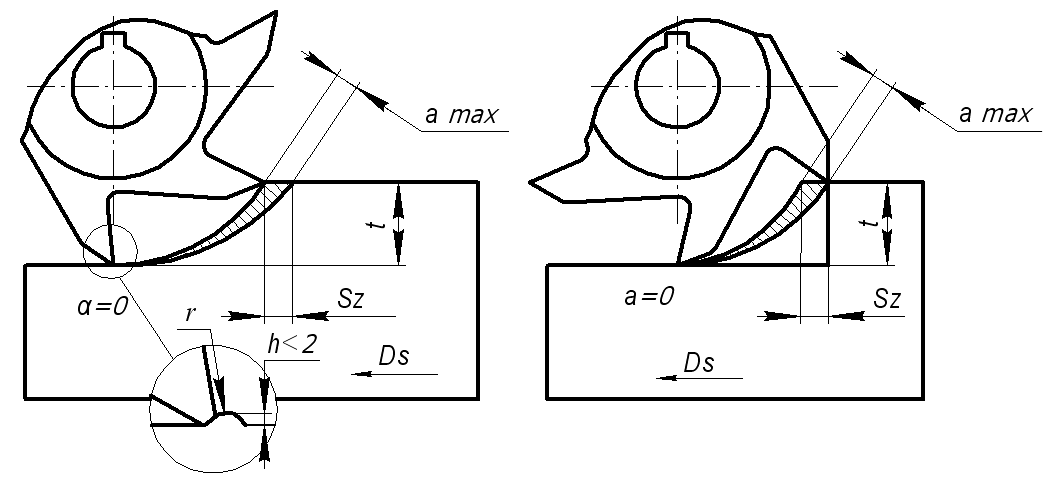
Великий вплив на процес різання має напрям подачі заготовки до напряму обертання фрези. Розрізняють фрезерування “проти подачі”- зустрічне, якщо напрям подачі і обертання фрези протилежні (рис. 5а) і “за подачею” – попутнє, коли напрями співпадають (рис. 5б.)
При зустрічному фрезеруванні зуб фрези, який має дуже малий, але визначеної величини радіус заокруглення на головному різальному лезі (Рис. 5а), починає працювати з нульової глибини різання. Тому, зразу в метал не врізається, а проковзує на наклепаній поверхні, отриманої в результаті обробки попереднім зубом, аж поки висота валика перед працюючим зубом не стане за величиною приблизно рівною радіусу заокруглення. Таке ковзання зуба призводить до його зношування по задній поверхні, зменшення стійкості фрези погіршення шорсткості обробленої поверхні. Сили різання, що зростають при подальшому обертанні фрези намагаються відірвати заготовку від столу і сприяють виникненню вібрацій.
Зустрічне фрезерування застосовують для обробки заготовок з твердою кіркою на поверхні (відбілені чавуни), в цьому випадку зуб фрези підходить до поверхневого шару знизу і відломлює крихку шкірку.
При попутному фрезеруванні (рис. 5б) зуб фрези починає різання з максимальної глибини, проковзування відсутнє, сили різання, що виникають на початку врізання зуба, мають максимальну величину, притискають заготовку до столу верстата і зміщують її на величину зазору між витками гвинта і гайки в гвинтовій парі механізму подач. При цьому на початку врізання зуба зазор вибирається по правим сторонам витка гвинта (рис. 5в), а при виході зуба фрези сила різання зменшується і зазор вибирається по лівим сторонам витків гвинта (рис. 5г).
а) б)
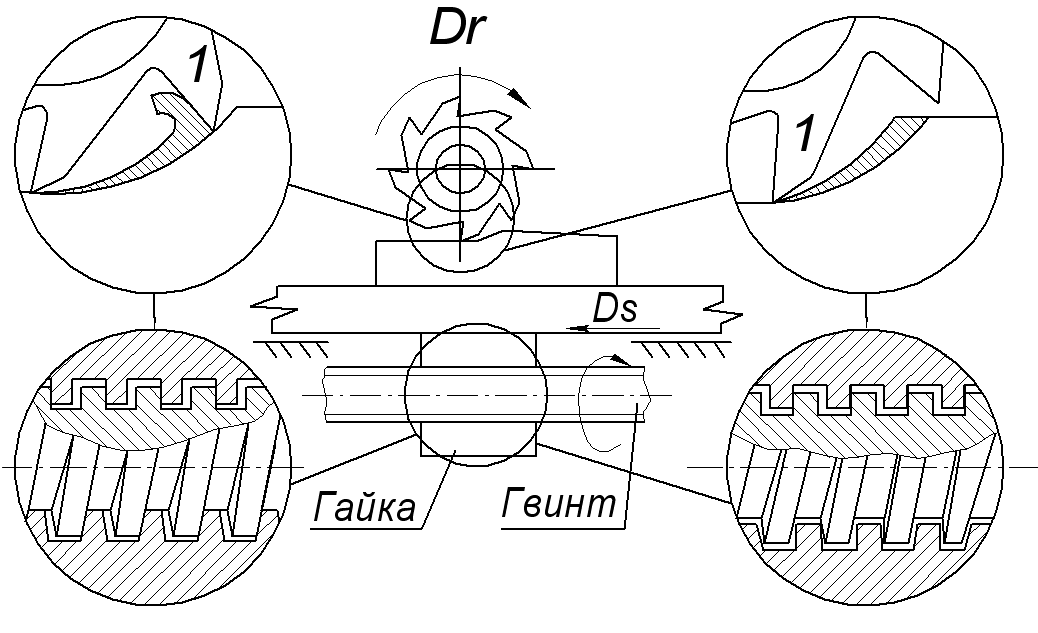
в) г)
Рисунок 5. Види фрезерування
Таке осцилююче переміщення заготовок створює вібрацію і погіршує якість обробленої поверхні.
Для виключення негативного впливу зазору у гвинтовій парі столу фрезерного верстату застосовують спеціальні пристосування: два ходових гвинта, гідравлічну подачу верстату, спеціальні конструкції маточних гайок, практично беззазорні кулькові гвинтові пари.
1.3 Класифікація і призначення фрез.
Основні типи фрез та поверхні які вони обробляють показані в таблиці 1.
Згідно класифікації фрези поділяють:
- за конструкцією: суцільні, складові, набірні, зі вставними ножами;
- за направленням зубів: з прямими гвинтовими або косими зубами;
- за способом кріплення: насадні, хвостові;
- за родом матеріалу зубів: швидкорізальні і твердосплавні.
- за призначенням:
а) циліндричні фрези з мілкими для чистової і з крупними зубами для чорнової обробки горизонтальних поверхонь з великими припусками. Ці фрези мають прямі, косі та гвинтові зуби з правим або лівим нахилом.
При фрезеруванні широких поверхонь застосовують набори із двох фрез (здвоєні фрези), одна з них з правим друга з лівим гвинтовими лезами. Для обробки високоміцних матеріалів використовують фрези з гвинтовими пластинами із твердого сплаву.
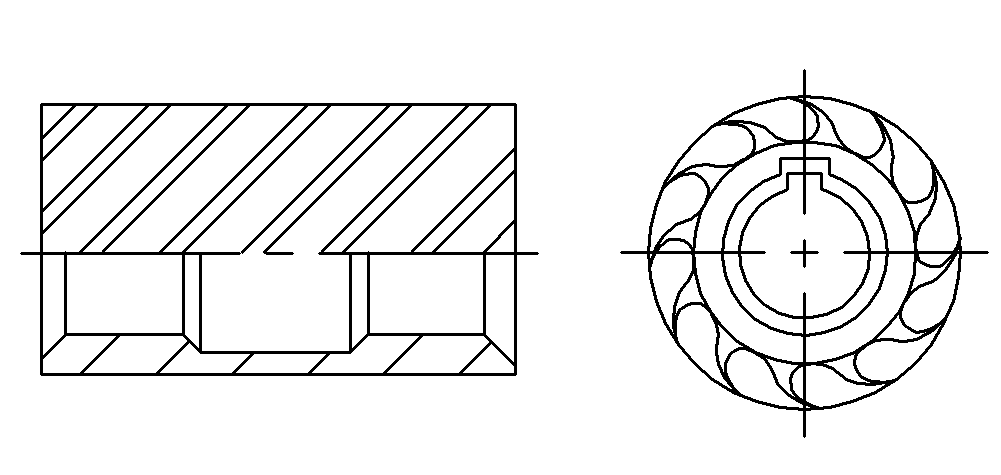
Рисунок 6. Циліндрична фреза.
б) торцеві фрези насадні і фрезерні головки з мілкими і крупними зубами застосовують для чистової та чорнової обробки горизонтальних, вертикальних та нахилених площин. Їх випускають суцільними, з напаяними гвинтовими пластинками твердого сплаву, з механічним кріпленням ножів.
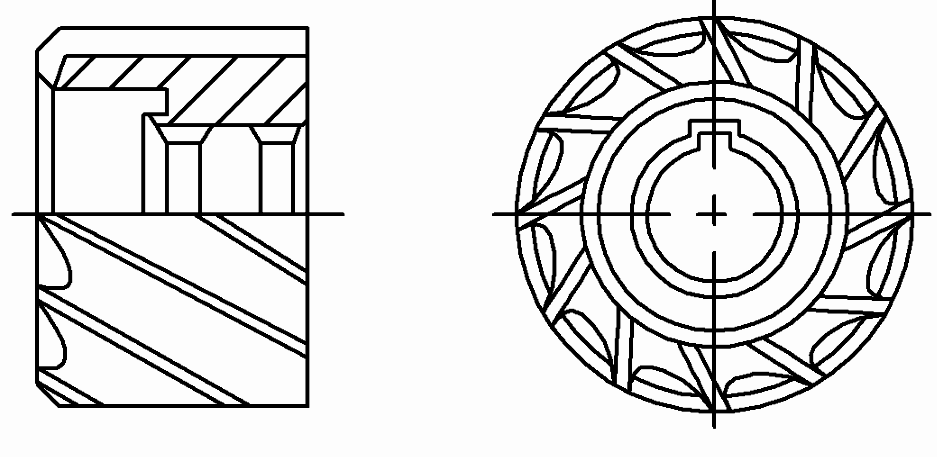
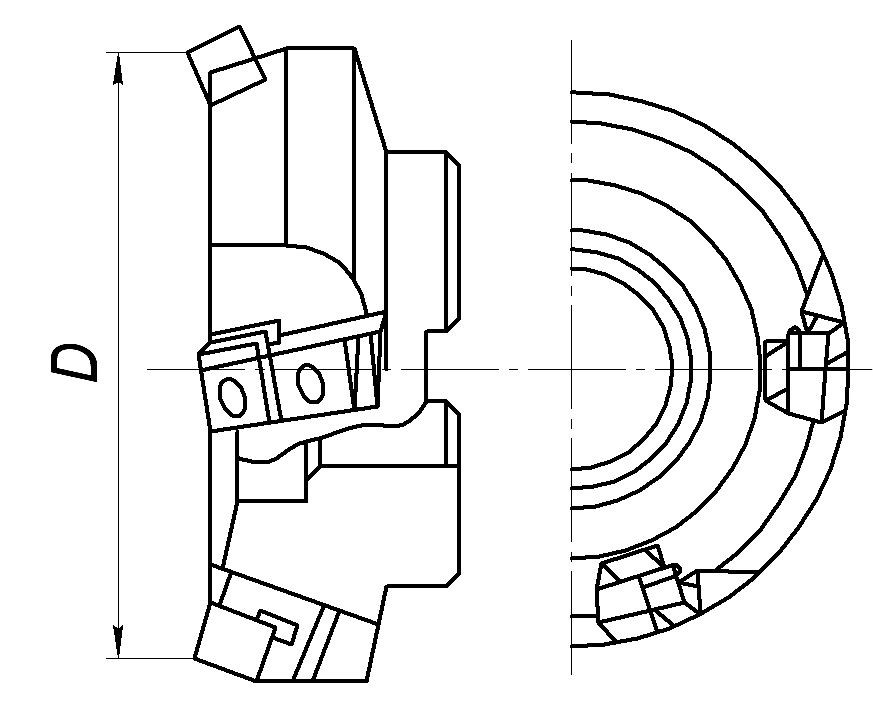
Рисунок 7. Торцеві фрези з вставними ножами.
в) кінцеві фрези: обдирочні з торцевими зубами і з боковою різальною гранню, які застосовують для обробки з великими припусками (обдирочна, чорнова); із швидкорізальної сталі із циліндричним і конічним хвостовиком, застосовують для обробки взаємно перпендикулярних поверхонь (уступів), канавок і т.д., з конічним хвостовиком оснащені гвинтовими пластинками з твердого сплаву і кромками, які застосовують для обробки чавунів, важкооброблюваних матеріалів і легких сплавів,
шпонкові із швидкорізальної сталі, з пластинками твердого сплаву і суцільні з твердого сплаву,
кутові, Т-подібні із швидкорізальної сталі та пластинками твердого сплаву.
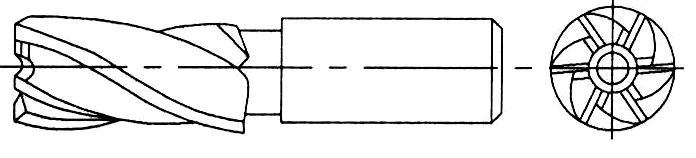
Рисунок 8. Кінцева фреза з циліндричним хвостовиком.
г) кутові фрези насадні і кінцеві використовується для фрезерування похилих площин, пазів, типу ластівки хвіст, канавок, особливо при виготовлені різних інструментів. Їх виготовляють одно і двокутовими.

Рисунок 9. Кутова фреза.
д) дискові фрези: пазові односторонні (різальні зуби розміщені тільки на циліндричній поверхні) призначені для обробки пазів підвищеної точності; двосторонні і тристоронні (різальні зуби розміщені по циліндричній поверхні і по одній або двох торцевих поверхнях) і тристоронні з різнонаправленими зубами для пазів і площин. Дискові фрези виготовляють суцільними із вставками-ножами із швидкорізальної сталі і ножами оснащеними пластинами із твердого сплаву;
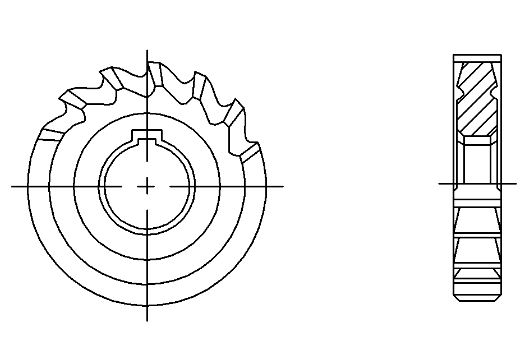
Рисунок 10. Фреза дискова двостороння.
е) фрези прорізні (шліцеві) і відрізні, використовують для прорізних і відрізних робіт. В залежності від зовнішнього діаметра і ширини зуба ці фрези виготовляють суцільними з напаяними пластинками твердого сплаву і збірними (із вставленими зубами або сегментами). З метою покращення умов різання, і розділу навантаження на зуб відрізних фрез з двох сторін виконують фаски під кутом 45º на довжині 0,3..0,5В (В-ширина фрези), які чергуються через зуб на кожній стороні. Відрізняють також суцільні фрези, які використовують для обробки легких сплавів;
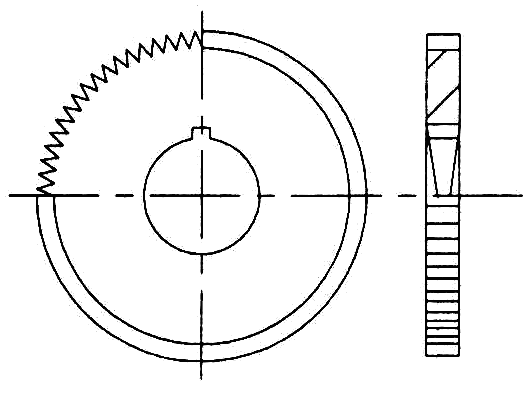
Рисунок 11. Фреза шліцева.
ж) фасонні фрези – призначені для обробки фасонних поверхонь. Дисковими фасонними фрезами обробляють випуклі та ввігнуті поверхні, циліндричними фасонними фрезами обробляють складні фасонні поверхні (залізничні колеса, тощо.).
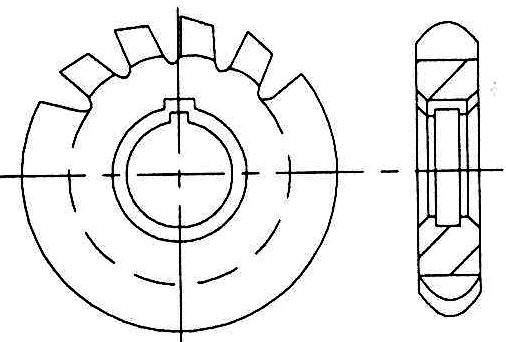
Рисунок 12. Фасонна фреза
з) Модульні фрези (дискові, черв’ячні, кінцеві) – призначені для нарізання зубів зубчастих коліс.
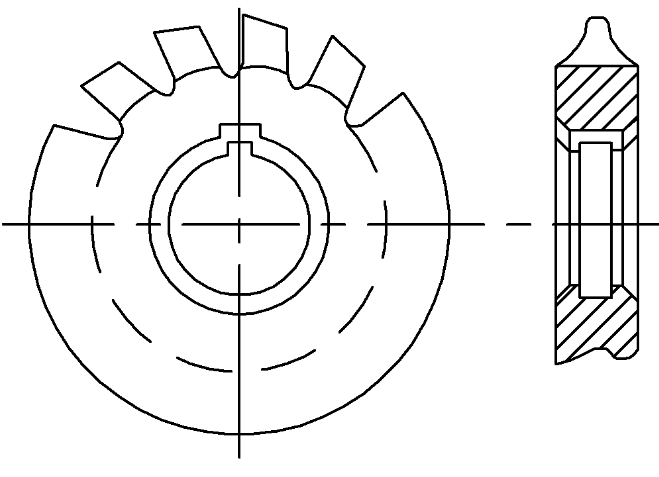
Рисунок 13. Дискова фреза.
- за формою задньої поверхні зуба: гострокінцеві (гострозаточені) і затиловані.
Існують три форми гострокінцевого зуба: трапецієцевидна (рис. 14 а) для фрез з мілким зубом; підсилена (рис. 14 б) для фрез з круглим зубом; підсилена (рис. 14 в) в якої ломана лінія затилка зуба заміщена колом радіус якого приблизно дорівнює 0,3-0,45 діаметра фрези. Фрези з гостро заточеними зубами заточуються в основному по заданій поверхні.
а) б) в)
Рисунок 14. Форми гострокінцевих зубів.
В затилованих зубах форма задньої поверхні виконана по Архімедові спіралі, перетинається по передній поверхні, що забезпечує зберігання профілю зуба. Затиловані зуби, як правило у фасонних фрезах.
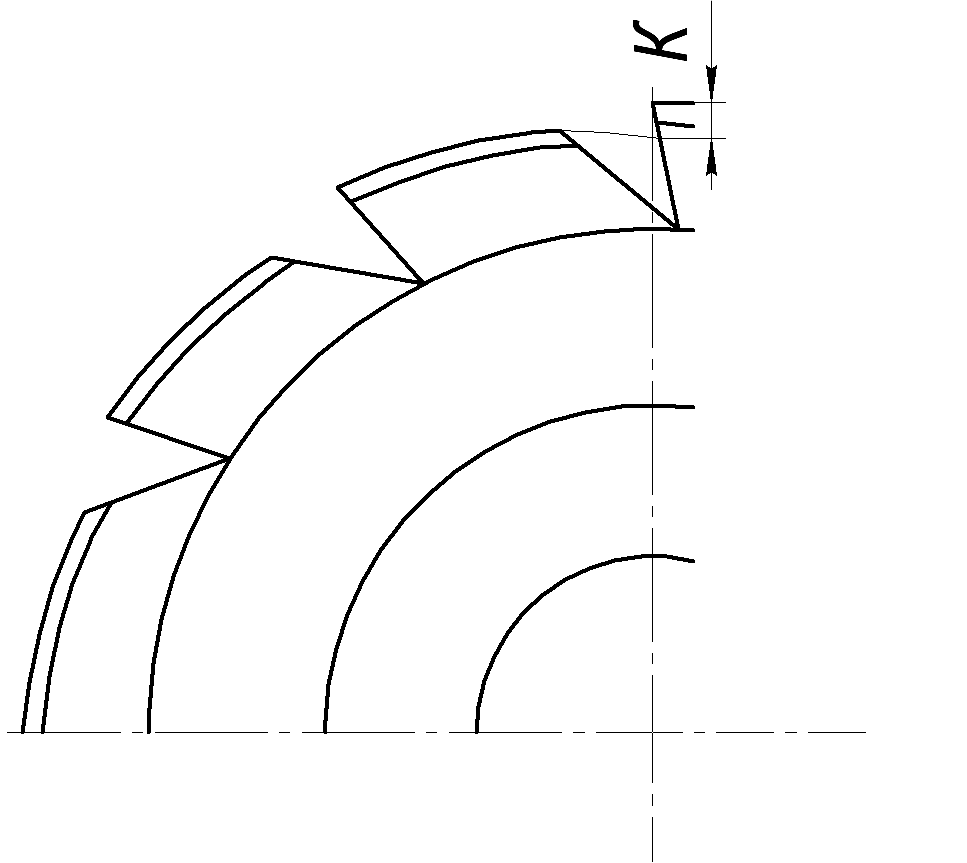
Рисунок 15. Форма затилованого зуба.
1.4 Схеми фрезерування
Р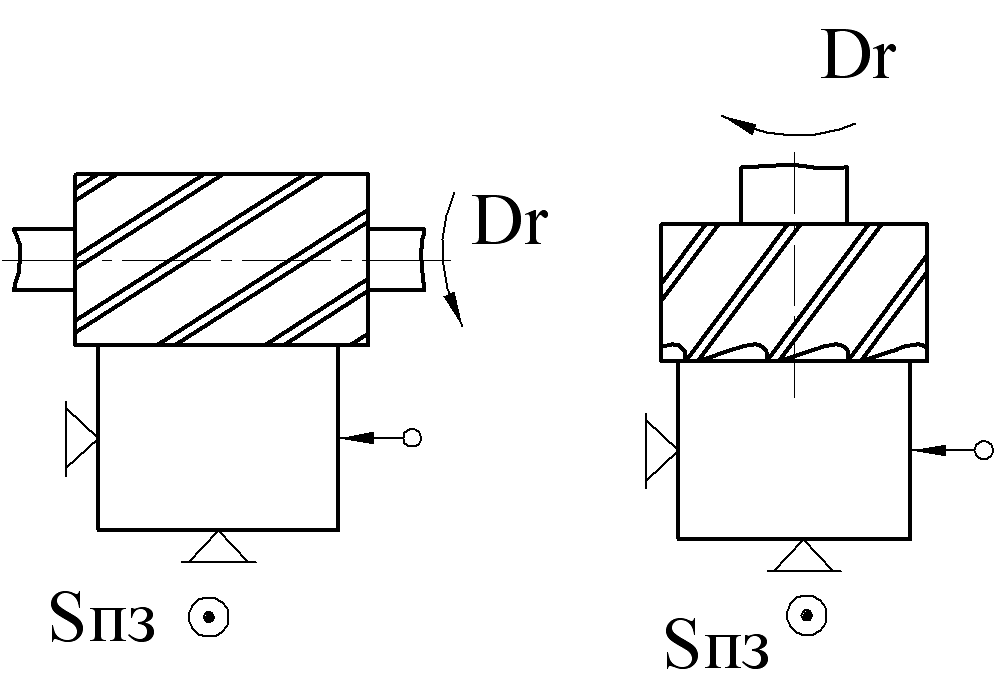 озглянемо
схеми обробки поверхонь на горизонтально
і вертикально-фрезерних верстатах.
озглянемо
схеми обробки поверхонь на горизонтально
і вертикально-фрезерних верстатах.
а) б)
Рисунок 16. Фрезерування горизонтальних площин
а) циліндричною фрезою б) торцевою фрезою
Горизонтальні площини обробляють циліндричними фрезами на горизонтально – фрезерному верстаті (рис. 16а) і торцевими насадними фрезами – на вертикально-фрезерному верстаті (рис. 16б).
Частіше горизонтальні площини обробляють торцевими насадними фрезами, тому що вони мають жорсткіше закріплення і забезпечують плавну безвібраційну обробку. Торцевою фрезою при послідовних робочих ходах обробляють горизонтальну площину значної ширини. Вузькі горизонтальні площини фрезерують кінцевими фрезами.
а) б)
Рисунок 17. Фрезерування вертикальних площин.
а) торцевою фрезою б) кінцевою фрезою
В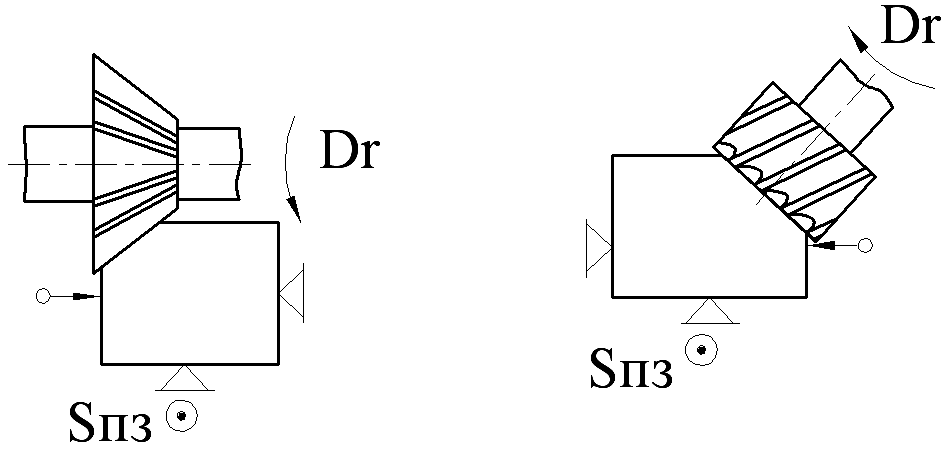 ертикальні
площини на горизонтально-фрезерному
верстаті (рис. 17а) фрезерують торцевими
насадними фрезами чи фрезерними
головками, а на вертикально-фрезерному
(рис. 17б) – кінцевими фрезами. Високі
вертикальні площини зручніше обробляти
на горизонтально-фрезерному верстаті
з використанням вертикальної подачі.
Для обробки невеликих по висоті
вертикальних площин на горизонтально-фрезерному
верстаті можна використовувати кінцеві
і дискові фрези.
ертикальні
площини на горизонтально-фрезерному
верстаті (рис. 17а) фрезерують торцевими
насадними фрезами чи фрезерними
головками, а на вертикально-фрезерному
(рис. 17б) – кінцевими фрезами. Високі
вертикальні площини зручніше обробляти
на горизонтально-фрезерному верстаті
з використанням вертикальної подачі.
Для обробки невеликих по висоті
вертикальних площин на горизонтально-фрезерному
верстаті можна використовувати кінцеві
і дискові фрези.
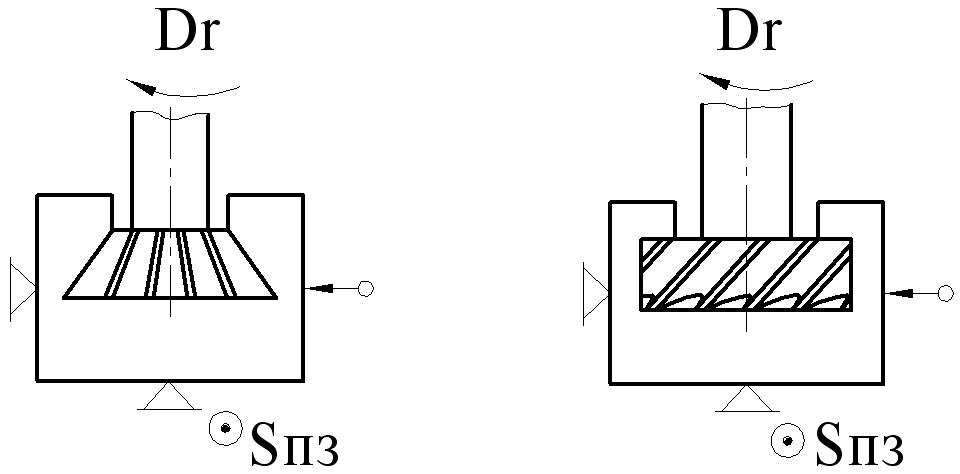
а) б)
Рисунок 18. Фрезерування похилих площин.
а) кутовою фрезою б) торцевою фрезою
Похилі площини невеликої ширини можна отримати на горизон- тально-фрезерному верстаті однокутовою фрезою (рис. 18а), Широкі похилі площини зручніше обробляти на вертикально-фрезерному верстаті з поворотом шпиндельної головки (рис. 18б) торцевою насадною чи кінцевою фрезами.
а) б)
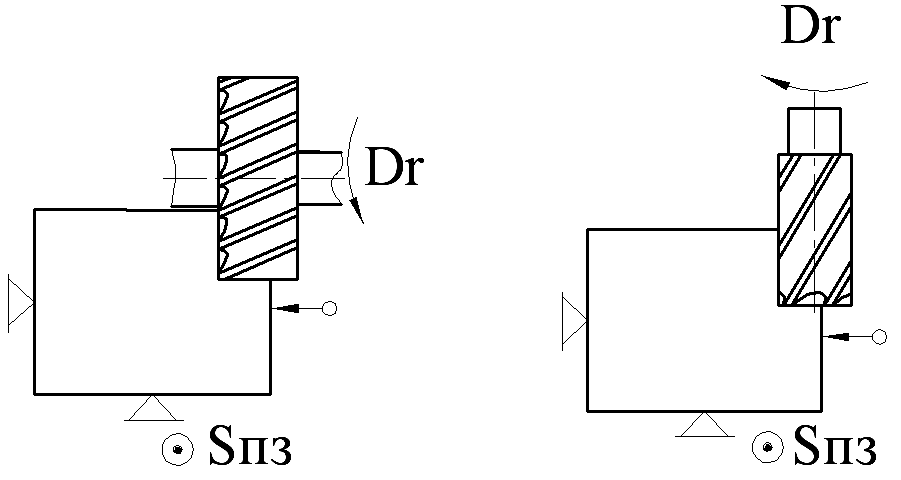
Рисунок 19. Фрезерування уступів
а) дисковою фрезою б) кінцевою фрезою
У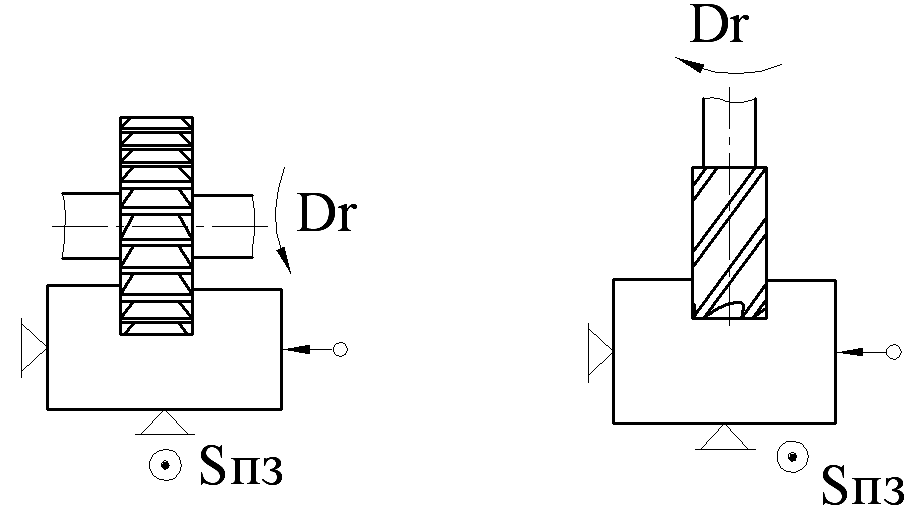 ступи
на горизонтально-фрезерному верстаті
обробляють відповідно дисковими
двосторонніми (рис. 19а), а на
вертикально-фрезерному – кінцевими
(рис. 19б) фрезами.
ступи
на горизонтально-фрезерному верстаті
обробляють відповідно дисковими
двосторонніми (рис. 19а), а на
вертикально-фрезерному – кінцевими
(рис. 19б) фрезами.
а) б)
Рисунок 20. Фрезерування пазів.
а) дисковою фрезою б) кінцевою фрезою
При вертикальному розташуванні уступів їх можна обробляти кінцевою фрезою на горизонтально-фрезерному верстаті.
Прямокутні пази на горизонтально-фрезерному верстаті обробляють дисковими тристоронніми (рис. 20а), а на вертикально-фрезерному – кінцевими (рис. 20б) фрезами. При вертикальному розташуванні пазів їх можна обробляти кінцевою фрезою на горизонтально-фрезерному верстаті.
а) б)
Рисунок 21. Фрезерування пазів
а) паз типу “хвіст ластівки” б) Т – подібний паз
П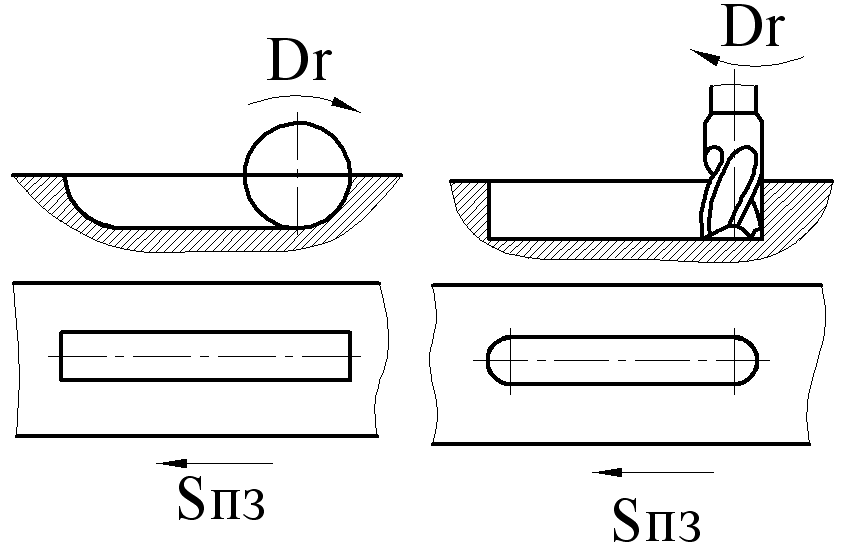 ази
типу "хвіст ластівки" і Т – подібний
обробляють на вертикально-фрезерних
верстатах. Спочатку фрезерують прямокутний
паз кінцевою фрезою, а потім кінцевий
однокутовою (рис. 21а) чи фрезою для
Т-подібних пазів (рис. 21б).
ази
типу "хвіст ластівки" і Т – подібний
обробляють на вертикально-фрезерних
верстатах. Спочатку фрезерують прямокутний
паз кінцевою фрезою, а потім кінцевий
однокутовою (рис. 21а) чи фрезою для
Т-подібних пазів (рис. 21б).
а) б)
Рисунок 22. Фрезерування шпонкових пазів.
а) дисковою фрезою б) кінцевою фрезою
На горизонтально-фрезерному верстаті шпонкові пази фрезерують дисковими фрезами (рис. 22а), а на вертикально–фрезерних – кінцевими чи шпонковими (рис. 22б).
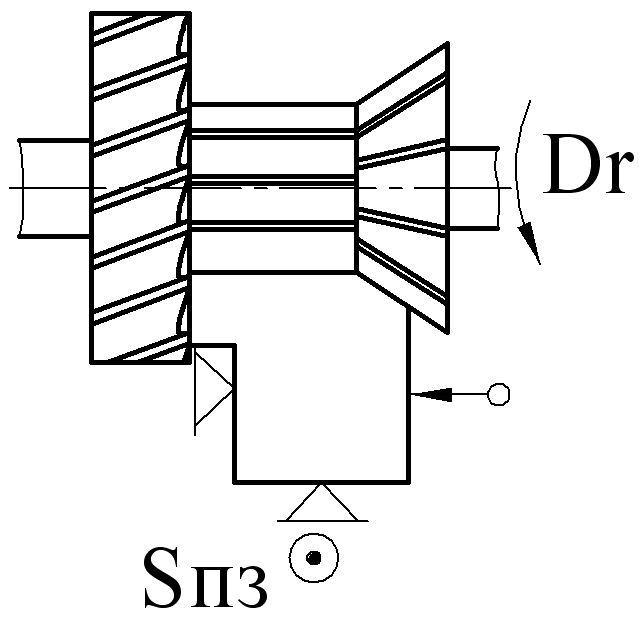
Рисунок 23. Одночасна обробка декількох поверхонь.
Одночасну обробку декількох поверхонь на горизонтально-фрезерних верстатах виконують набором фрез (рис. 23). Варто використовувати в наборі фрези з відношенням діаметрів не більш 1,5, щоб їх швидкості різання були приблизно однакові.
1.5. Будова фрез
Фреза – багатозубий інструмент, який являє собою тіло обертання на твірній, торцевій, або і на твірній і на торцевій поверхнях якого розміщені різальні зуби.
За конструкцією фрези виготовляють: суцільні виготовлені з одного куска металу зі вставленими зубами із швидкорізальної сталі, і напаяними твердосплавними пластинками, а також зі вставленими зубами із композитів (ельбор та інші).
Кожен зуб фрези можна розглядати, як найпростіший інструмент – різець (у циліндричної фрези – стругальний різець, торцевих ― прохідний токарний, дискові пазові ― канавковий різець, відрізні фрези пили ― відрізний різець).
Поверхні і різальні кромки різальної частини (зубів) фрез, по аналогії з різцями, мають наступні назви:
Передня поверхня зуба Аγ ― поверхня, по якій в процесі різання сходить стружка.
Задня поверхня зуба Аα ― поверхня, обернена в процесі різання до поверхні різання на деталі.
Ширина задньої поверхні зуба (фаска f) ― віддаль від різальної кромки до лінії перетину задньої поверхні зуба з його спинкою, яка вимірюється в напрямку перпендикулярному до різальної кромки.
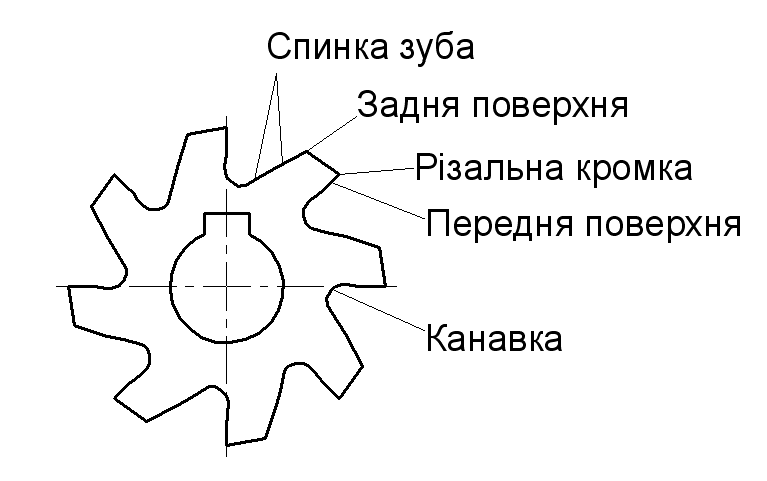
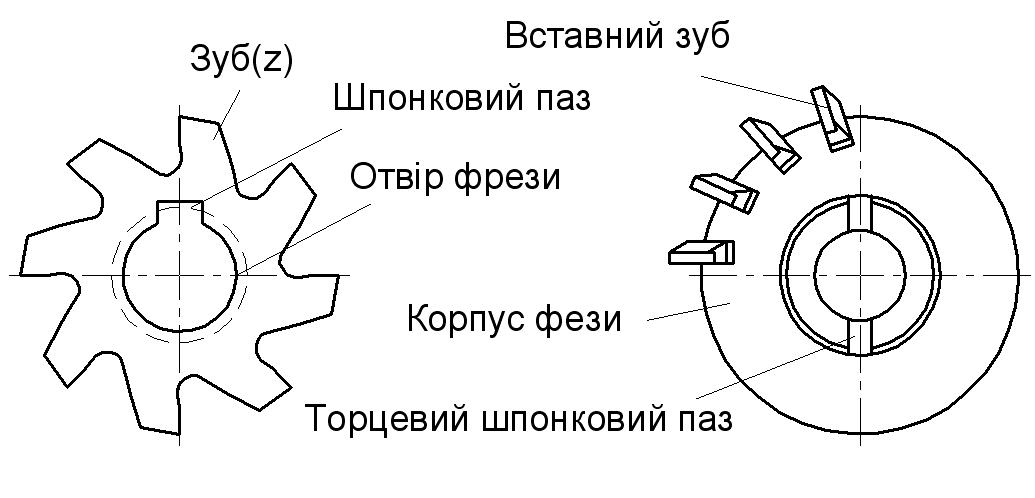
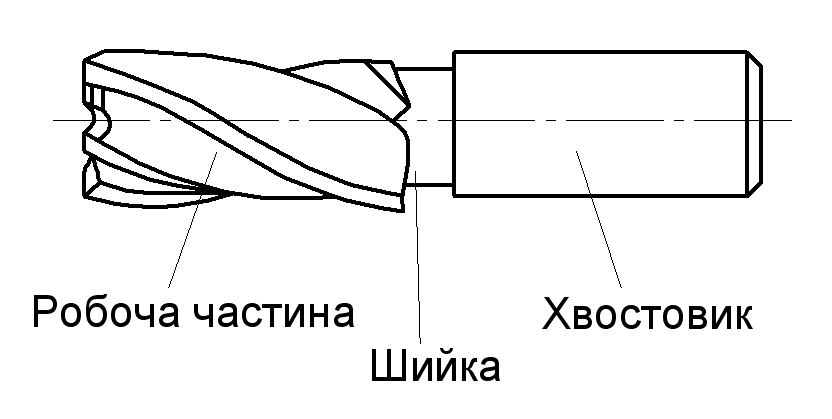
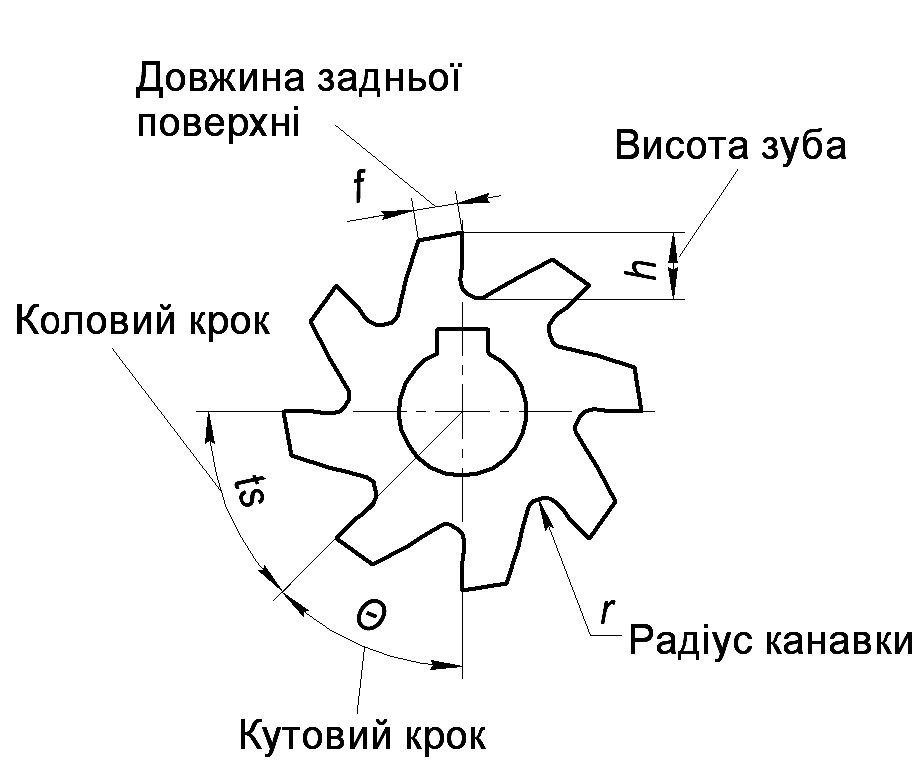
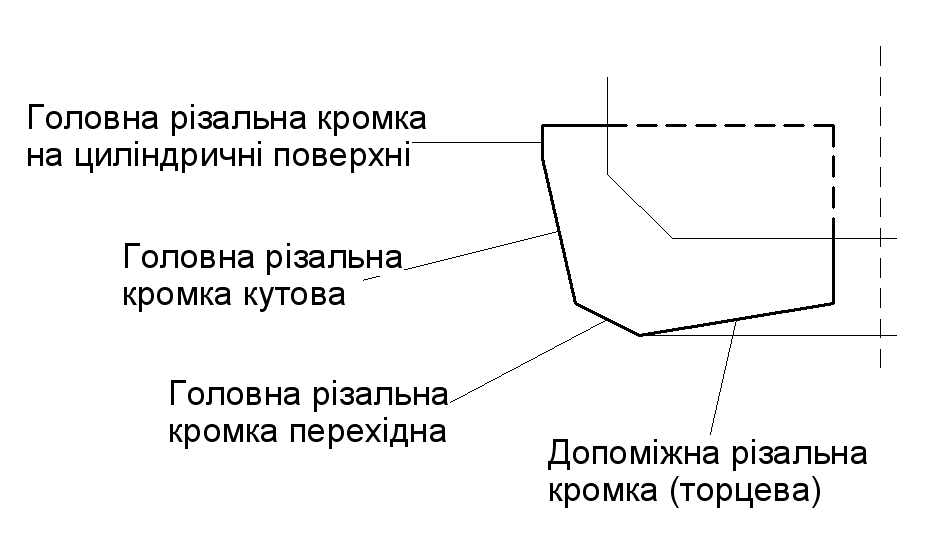
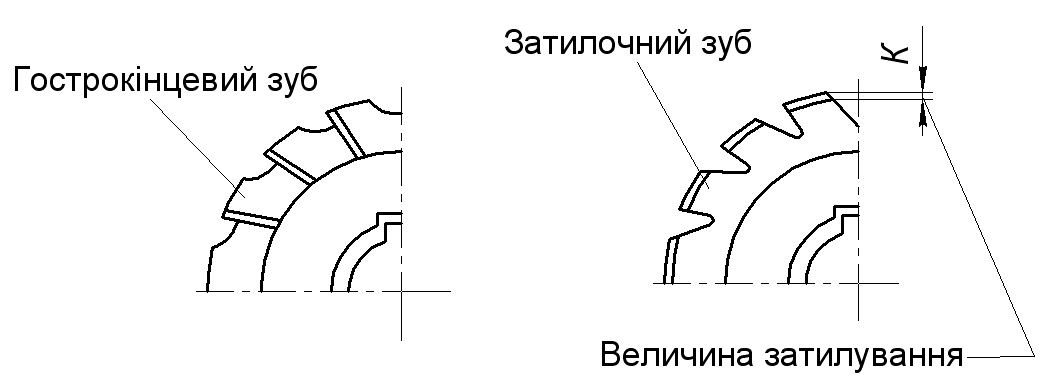

Рисунок 24. Будова фрез.
Спинка зуба ― поверхня суміжна з передньою поверхнею одного зуба і задньою поверхнею сусіднього. Вона може бути плоскою, ламаною і криволінійною.
Висота зуба h ― віддаль між точкою різальної кромки зуба і дном канавки, виміряна в радіальному січенні фрези перпендикулярно до його осі.
Гострокінцевий зуб ― зуб, що загострюють тільки по задній поверхні.
Затилований зуб ― зуб, що загострюють тільки по передні поверхні.
Величина затилування (k) ― величина пониження кривої затилування між головними різальними кромками двох сусідніх зубів.
Канавка ― виїмка для відводу стружки, обмежена передньою поверхнею одного зуба і спинкою сусіднього зуба. Канавки поділяються на прямі і гвинтові.
Канавка пряма ― канавка, паралельна осі фрези.
Канавка гвинтова права ― канавка, направлена по гвинтовій лінії з ліва в верх на право.
Канавка гвинтова ліва ― канавка, направлена по гвинтовій лінії з підйомом з права на ліво.
Торцева площина ― площина фрези, перпендикулярна її осі.
Осьова площина ― площина, що проходить через вісь фрези і розглядувану точку головної різальної кромки (леза).
Головна різальна кромка ― лінія утворена перетином передньої і головної задньої поверхні зуба.
У циліндричних фрез головна різальна кромка може бути прямолінійною (по твірній циліндра), нахиленою до твірної циліндра і гвинтовою.
Допоміжної різальної кромки у циліндричних фрез немає.
Фрези, які працюють торцевими зубами мають: головну різальну кромку розміщену на циліндричній частині фрези, головну різальну кромку, розміщену на торцевій поверхні фрези, та перехідну різальну кромку, яка з’єднує головну і допоміжну різальні кромки.
Коловий крок зубів – віддаль між однойменними точками різальних кромок двох сусідніх зубів, виміряна по дузі кола, з центром на осі фрези і в площині перпендикулярній до цієї осі.
1.6.1 Системи координатних площин і координатні площини.
Для розрахунку кутів леза, одержання і контролю їхньої величини при виготовленні інструментів застосовують три системи координат; ІСК – інструментальна система координат; ССК – статична система координат; КСК – кінематична система координат.
Інструментальна система координат ІСК – це прямокутна систем координат з початком у вершині леза, орієнтована відносно геометричних елементів різального інструмента, прийнятих за базу. Інструментальну систему координат застосовують для виготовлення і контролю інструмента. В позначеннях координатних площин і елементів леза додатково використовують індекс ’і’, наприклад, Pvi , Pi , i , i .
Статична система координат ССК – це прямокутна система координат з початком у розглядуваній точці головної різальної кромки, орієнтована відносно напряму швидкості головного руху різання. Вона приймається для наближених розрахунків кутів леза в процесі різання і для врахування змін цих кутів після установки інструмента на верстаті. Статична система координат є перехідною системою від інструментальної системи координат до кінематичної. В цьому випадку в позначеннях координатних площин і елементів леза використовують індекс “с”, наприклад, Pvс , Pс , с .


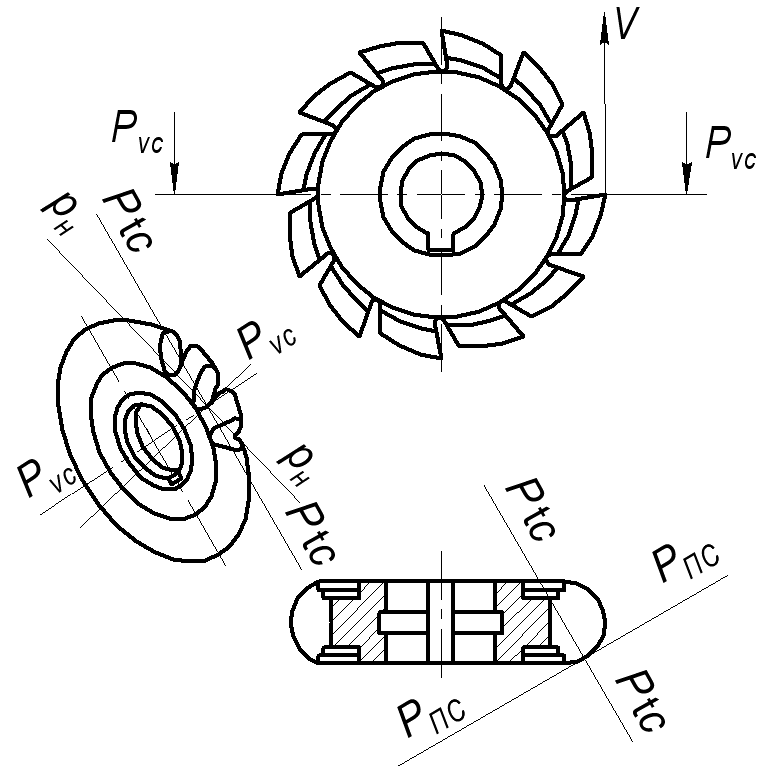

а) б)
a) – переферійне фрезерування б) – фасоне фрезерування
Рисунок 25. Координатні площини в статичні системі координат.
Кінематична система координат (КСК) – це прямокутна система координат з початком у заданій точці різальної кромки, орієнтована відносно напрямку швидкості результуючого руху різання. Цією системою доцільно користуватися при роботі з великими подачами та нарізанні різі. Координатні площини й елементи леза в КСК позначають індексом ’к’, наприклад, Pvк, Pк, к, к.
Координатні площини з яких складаються системи координат показані на Рис. 25 і 26, в статичній і кінематичній системах координат.
Статична основна площина Рvc – основна площина статичної системи координат (координатна площина, яка проходить через розглядувану точку головної різальної кромки, перпендикулярно до напряму швидкості головного руху різання).
Статична площина різання Рnc – координатна площина, дотична до головної різальної кромки в розглядуваній точці і перпендикулярна до статичної основної площини.
Статична головна січна площина Рc – координатна площина, перпендикулярна до лінії перетину статичної основної площини і статичної площини різання.
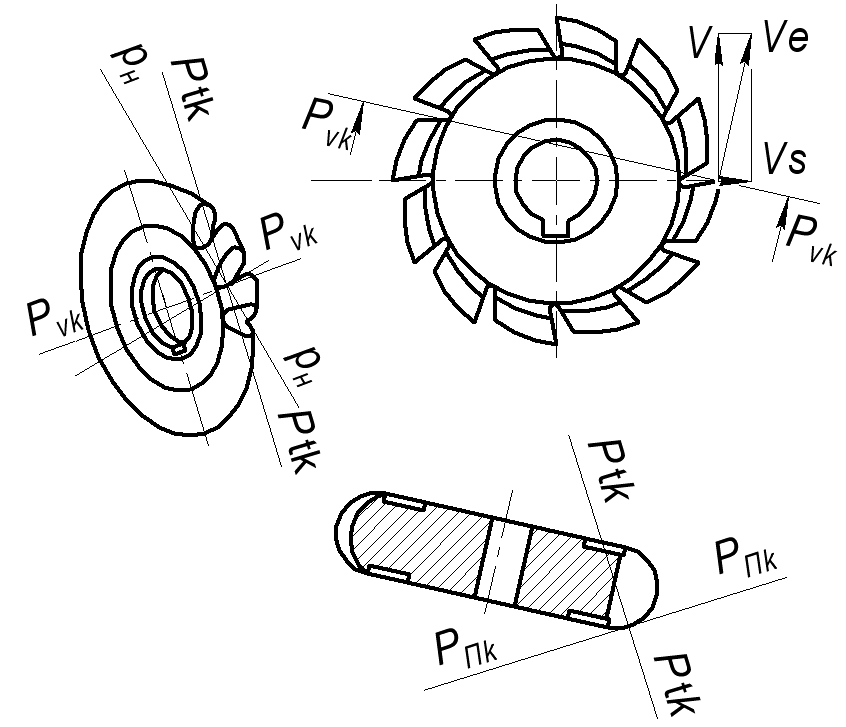
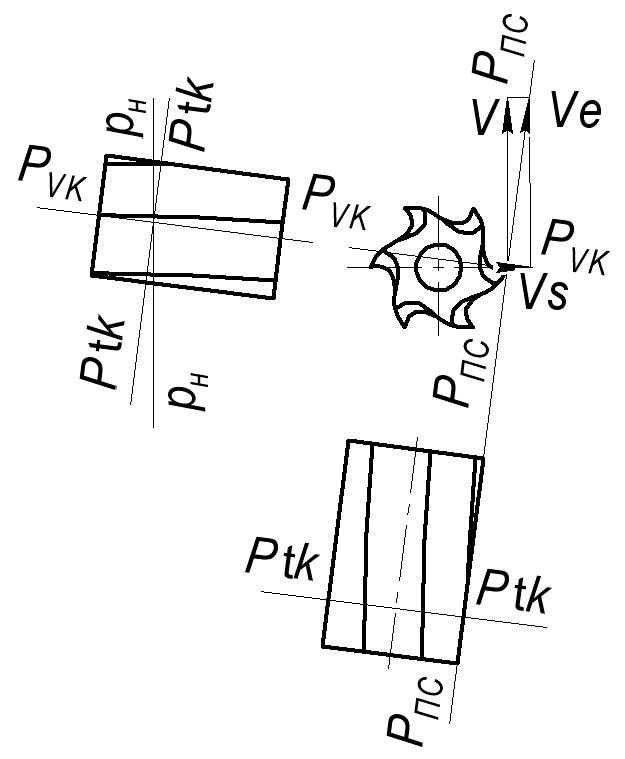

а) б)
Рисунок 26. Координатні площини в кінематичні системі координат.
a) – переферійне фрезерування б) – фасоне фрезерування
Нормальна січна площина Рн – площина, перпендикулярна до різальної кромки в розглядуваній точці.
Робоча площина Ps – площина, в якій розміщенні напрями швидкостей головного руху і руху подач.
Кінематична основна площина Рvк – основна площина в кінематичній системі координат (координатна площина, яка проходить через розглядувану точку головної різальної кромки, перпендикулярно до напряму швидкості результуючого руху різання).
Кінематична площина різання Рnк – координатна площина, дотична до головної різальної кромки в розглядуваній точці і перпендикулярна до кінематичної основної площини.
Кінематична головна січна площина Рк – координатна площина, перпендикулярна до лінії перетину кінематичної основної площини і кінематичної площини різання.
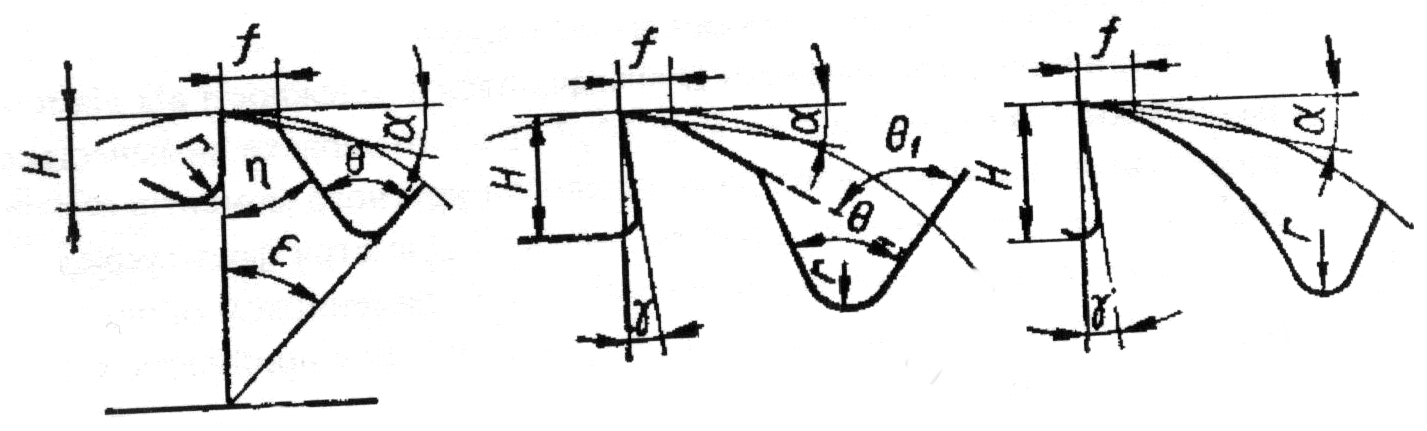
1.6.2. Геометричні параметри різальної частини фрез в ССК
Задній кут α зручно вимірювати в площині Б-Б, перпендикулярній осі фрези. Він знаходиться між дотичною до поверхні головного руху. Величина заднього кута для фрез з великим зубом (m<1,75) α=150, а для фрез з мілким зубом (m>1,75) α=200. Де m – коефіцієнт пропорційності, який залежить від призначення і конструкції фрез. Величини торцевого переднього кута
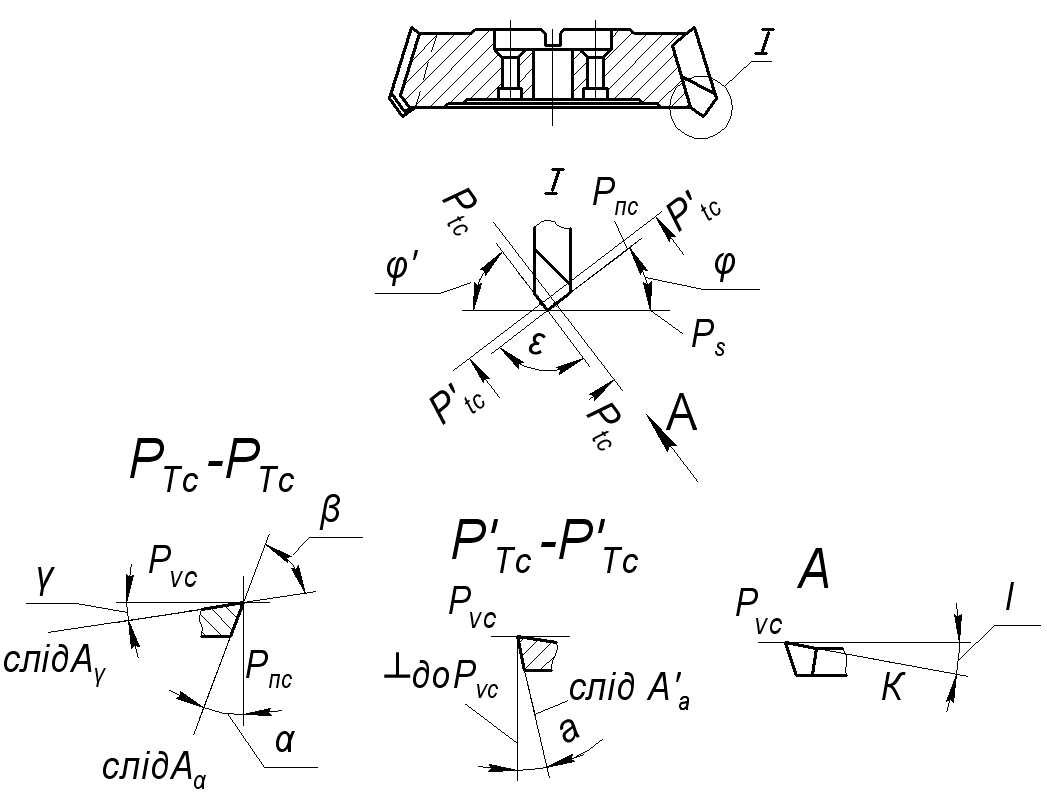
Рисунок 27. Геометричні параметри циліндричної фрези в ССК.
γБ і нормальний задній кут αА визначають по формулах:
![]()
![]()
Кутів в плані , 1, в циліндричної фрези відсутні. Для плавного ходу зубів фрези в зрізаючий шар і виходу з нього, а також для збільшення числа одночасно працюючих зубів. Фрези виконують з гвинтовими зубами. Кут нахилу різальних зубів до осі, називають кутом нахилу гвинтової канавки (). Величину призначають в межах 25-350.
Торцева фреза рис. 28, являє собою корпус в який встановили окремі різці – зуби фрези. Кожен зуб фрези, в процесі різання, працює майже як стругальний різець при струганні площин. Відмінність лише полягає в тому, що стругальний різець здійснює поступальний рух, а зуб фрези циклоїдальний. Тому форма і геометричні параметри зуба фрези мало відрізняється від форми і геометричних параметрів різця.
Головне різальне лезо утворює з робочою площиною головний кут в плані . Його величина коливається в межах 60…900.
Д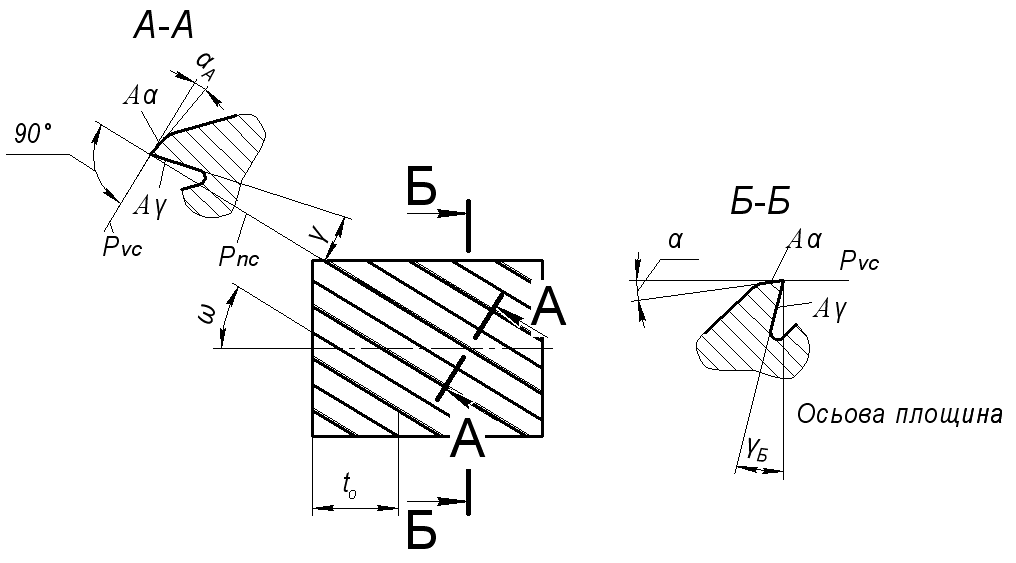 опоміжне
різальне лезо і робоча площина утворюють
допоміжний кут в плані',
величина якого рівна 50.
Прямолінійне перехідне лезо довжиною
f0=1,5…2
мм має перехідний кут в плані
опоміжне
різальне лезо і робоча площина утворюють
допоміжний кут в плані',
величина якого рівна 50.
Прямолінійне перехідне лезо довжиною
f0=1,5…2
мм має перехідний кут в плані
![]() .
.
Рисунок 28. Геометричні параметри торцевої фрези в ССК.
Рисунок 28. Торцева фреза
Передній і задній кути, так само як у різця, вимірюють у січні площині Рс, а допоміжний задній кут в допоміжній січній площині Р'с.
При обробці стальних деталей передній кут коливається в межах від 50 до 150, при обробці чавунних деталей в межах 5…100. Задній кут α=12…150.
Для того щоб вершина зуба не контактувала першою з зрізаючим шаром, головне леза нахиляють під додатнім кутом λ. При обробці стальних деталей кут нахилу головного леза знаходиться в межах 5…150, а при обробці чавунних 0…50.