

6.3. Электролитическое получение алюминия
Металлический алюминий получают электролизом расплавленных солей, то есть, пропуская постоянный электрический ток через расплавленный криолит, в котором растворен глинозем. Сущность этого процесса можно понять, рассмотрев схему электролизера (рис. 19). Электролизер состоит из основного корпуса 1, футерованного внутри угольными блоками, в подовую часть которого с помощью шин 2 и 3 подведен отрицательный полюс источника тока. Над корпусом подвешен угольный анод 4, к которому с помощью шин 5 и 6 подведен положительный ток.
Если в электролизер залить расплав, состоящий из криолита и глинозема, опустить в этот расплав анод и пропускать через расплав постоянный ток большой силы и необходимого напряжения, то через определенное время на дне электролизера можно обнаружить расплавленный алюминий а, под слоем б – расплавленного электролита, состоящего из криолита Na3AlF3 в котором при температуре, близкой к 10000С, обычно растворено от 1 до 10% глинозема. Электролит поддерживается в расплавленном состоянии только за счет тепла, выделяющегося при прохождении через него электрического тока, поэтому часть электролита всегда настывает на холодных стенках и образует твердую застывшую кирку, на которую верху всегда насыпают порошкообразную окись алюминия. Алюминий извлекают из электролизера, пробивая корку электролита и опуская на дно футерованную огнеупором стальную трубку, через которую алюминий откачивают в вакуумный ковш. На современной алюминиевой ванне на 100000 Ǻ получают в сутки около 700 кг алюминия, поэтому извлечение металла проводят не чаще чем один раз в сутки (из менее мощных ванн один раз за двое суток).
Для получение 1 т первичного алюминия электролизом расходуется примерно 16000 кВт-ч электроэнергии и почти 2 т глинозема
.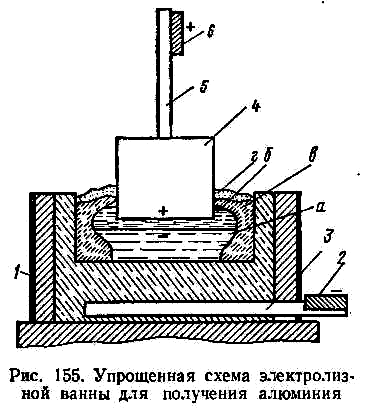
Рис. 19.Упрощенная схема электролизной ванны для получения алюминия
Извлеченный из электролизеров алюминий часто подвергают 10÷15-минутному хлорированию при температуре 7500С в ковше для удаления, главным образом, неметаллических включений (частичек угля, глинозема, фтористых солей и т. д.), и после этого металл направляют в большие электропечи сопротивления, из которых проводится его полунепрерывная или непрерывная разливка в калиброванные заготовки для производства труб, проволоки и листа. Эти же печи применяются для получения многих сплавов на алюминиевой основе.
По ГОСТ 11069-4 первичный алюминий делится на три группы: алюминий особой чистоты, высокой чистоты и технической чистоты. В электролизных ваннах получают алюминий технической чистоты. Для получения алюминия более высоких марок требуется его дополнительное рафинирование, для чего используются электролитические методы:
алюминий особой чистоты А999 (99,999% Al);
алюминий высокой чистоты А99 (99,99% Al);
алюминий технической чистоты А85 (99,85% Al), А8 (99,80% Al), А7 (99,70% Al), А7Е (99,70% Al), А6 (99,60% Al), А5 (99,50% Al), А5Е (99,50% Al), А0 (99,00% Al).
Механические свойства алюминия сравнительно невысоки. Сопротивление на разрыв находится в пределах от 90 до 180 МПа, НВ 20÷40; он имеет высокую пластичность, что дает возможность прокатывать его в очень тонкие листы. Необходимо отметить, однако, трудность обработки чистого алюминия резанием, а также относительно высокую линейную усадку – 1,8%.
Для устранения этих отрицательных свойств алюминия (малой механической прочности, большой усадки и трудности обработки резанием) в алюминий вводят различные добавки. Так, возникло большое количество различных сплавов алюминия, в которых устранены полностью или частично эти недостатки. В настоящее время в технике известно несколько сот различных алюминиевых сплавов.