

1.3. Фазы и виды фаз
В технике значительно чаще применяют не чистые металлы, а сплавы, состоящие из двух или нескольких элементов, называемых компонентами. В качестве компонентов сплавов могут быть как чистые элементы, так и химические соединения. Широкое применение сплавов в качестве машиностроительных материалов можно объяснить тем, что они обладают разнообразным комплексом свойств, которые могут быть направленно изменены в зависимости от количества и вида компонентов, а также с помощью термической или других видов обработки.
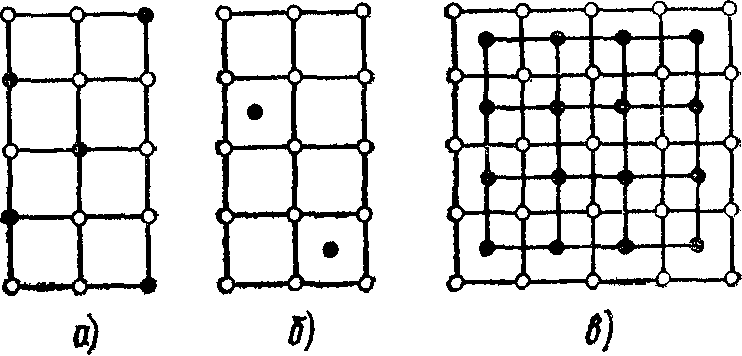
Рис. 7. Виды кристаллических решеток сплавов.
а – твердый раствор замещения; б – твердый раствор внедрения;
в – химическое соединение
При сплавлении компоненты образуют в сплаве фазы – однородные объемы, разграниченные друг от друга поверхностями раздела – границами, при переходе через которые свойства изменяются скачкообразно. В сплавах образуются следующие основные фазы: твердые растворы, химические соединения и механические смеси.
Твердые растворы являются наиболее распространенной фазой в металлических сплавах. Характерной особенностью их строения является сохранение кристаллической решетки металла–растворителя. Растворенные металлы могут быть распределены в ней в виде твердого раствора замещения (рис. 7, а). В том случае, если у обоих компонентов однотипные решетки, достаточно близкие атомные радиусы и физико-химические свойства, или в виде твердого раствора внедрения (рис. 7, б), если атомный радиус растворенного компонента достаточно мал.
Химические соединения обычно образуются между металлами и неметаллами и обладают свойствами неметаллических включений, а также между металлами. При этом образуется новый тип кристаллической решетки, отличной от решеток составляющих компонентов и обладающий другими свойствами (рис.7, в). При сплавлении компонентов с различными атомными радиусами и электрохимическими свойствами взаимная растворимость практически отсутствует. В этом случае образуется механическая смесь кристаллов компонентов.
Как правило, в многокомпонентных металлических сплавах можно одновременно встретить три вида фаз. Направленным изменением сочетания компонентов в сплавах можно изменять количество дефектов строения и, следовательно, управлять физико-механическими характеристиками.
Фазовый состав сплавов в зависимости от температуры и концентрации химических компонентов в условиях равновесия обычно изображают на диаграмме состояния. На рис. 1.9 изображена диаграмма состояния сплавов железа и углерода, имеющая большое практическое значение.
Сплавы железа и углерода с содержанием углерода до 2,12% называют сталями, а сплавы железа и углерода с содержанием углерода более 2,12% называют чугунами.
Структурные составляющие железоуглеродистых сплавов.В зависимости от температуры и концентрации углерода железоуглеродистые сплавы имеют следующие составляющие.
Аустенит– твердый раствор углерода в γ-железе с предельной концентрацией углерода 2,14% при температуре 11470С; с понижением температуры до 7270С концентрация углерода уменьшается до 0,8%; сталь со структурой аустенита имеет высокие пластичность и вязкость. Аустенит не магнитен.
Феррит– твердый раствор углерода в α-железе с предельной концентрацией углерода 0,02 % при температуре7270С, сталь со структурой феррита – ферромагнитна, вплоть до температуры Кюри 7700С, имеет малую твердость и высокую пластичность.
Цементит– химическое соединение железа с углеродомFe3C(6,67%С); ферромагнитен до температуры Кюри 2100С, имеет высокие твердость и хрупкость.
Перлит– механическая смесь (эвтектоид) феррита и цементита, образующаяся при эвтектоидном распаде аустенита (0,8%С); сталь, имеющая структуру перлита – ферромагнитна, обладает повышенными прочностью и твердостью.
Ледебурит(4,3%С) – механическая смесь (эвтектика) аустенита и цементита; ниже температуры 7270С аустенит превращается в перлит, при этом образуется смесь перлита и цементита – превращенный ледебурит.
Графит – углерод в свободном состоянии, образующийся в чугунах в результате распада цементита при медленном охлаждении. Графит не магнитен, мягок и обладает низкой прочностью.