

7.4.1.1. Изготовление литейных форм
Изготовление литейных форм – формовка – сводится к уплотнению формовочной смеси для получения точного отпечатка модели в форме и придания ей необходимой прочности. В форме предусматривают вентиляционные каналы для выхода газов, образующихся при заливке расплавленного металла. После извлечения модели форму отделывают и производят сборку опок. В зависимости от заливаемого металла, размеров и массы отливки применяют сырые, сухие и химически твердеющие формы, которые изготовляют вручную, на формовочных машинах и на автоматических линиях формовки.
Ручную формовку применяют в единичном и мелкосерийном производствах при изготовлении крупных отливок. В большинстве случаев песчаные разовые формы изготовляют в парных опоках по разъемной модели. Кроме того, в парных опоках производят формовку по неразъемной модели. Для крупных отливок массой в несколько десятков тонн формы изготовляют в специальных ямах (кессонах), дно которых находится ниже уровня пола цеха. Стенки и дно кессона, как правило, облицовывают батоном или железобетоном. Машинная формовка – основной метод изготовления литейных форм в парных опоках – осуществляется по модельным плитам. Машинная формовка позволяет механизировать уплотнение формовочной смеси в опоках и удаление модели из формы (самые трудоемкие операции), а также произвести вспомогательные операции: поворот полуформ, устройство литниковых систем и др. При машинной формовке улучшается качество уплотнения форм, повышаются точность геометрических размеров отливок и производительность. Уплотнение формовочной смеси производят на встряхивающих и прессовых машинах, а также с помощью пескомета.
При уплотнении форм на встряхивающих машинах (рис. 22, а) стол 2 вместе с модельной плитой 3, опокой 4 и формовочной смесью поднимается сжатым воздухом на высоту 60÷80 мм, а затем автоматически происходит выпуск воздуха из полости цилиндра в атмосферу и стол падает, ударяясь о станину. Под действием сил инерции лежащие выше слои давят на лежащие ниже, и происходит уплотнение формовочной смеси. Встряхиванием можно уплотнять формовочную смесь в опоках любой высоты.

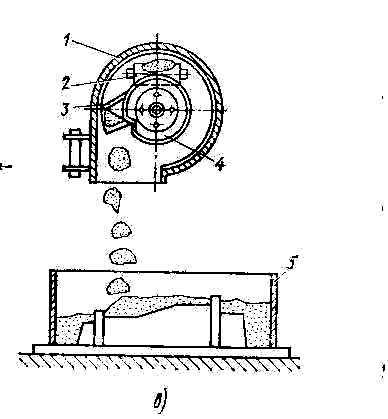
Рис. 22. Схемы уплотнения формовочной смеси
а– встряхиванием;б– прессованием;в– пескометом
При уплотнении прессованием (рис. 22, б) прессовая колодка 1 давит на поверхность смеси, находящейся в опоке 3 и наполнительной рамке 2. В процессе прессования стол 5 поднимается вместе с модельной плитой 4, опокой и наполнительной рамкой навстречу прессовой колодке, которая входит внутрь наполнительной рамки. В результате прессования песчинки сближаются и прочно сцепляются между собой.
При уплотнении пескометом (рис. 22, в) формовочная смесь подается ленточным конвейером 2 в головку и захватывается ковшом 3, укрепленным на вращающемся роторе 4. Формовочная смесь ковшом выбрасывается в опоку 5. Уплотнение формовочной смеси происходит при помощи кинетической энергии движения порции смеси при падении ее на поверхность уплотняемой формы.
Извлечение моделей из форм при машинной формовке осуществляют с помощью специальных вытяжных и поворотных механизмов, что способствует получению более точных отливок.
Изготовление стержней заключается в формовании сырых стержней, их сушке, отделке и окраске. Для повышения прочности стержней в них закладывают каркасы, а для увеличения их газопроницаемости в них делают вентиляционные каналы. Сушку стержней производят на металлических сушильных плитах при температуре 200÷2800С в течение 2÷12 ч. Изготовляют стержни в большинстве случаев на различных стержневых машинах: встряхивающих, прессовых и пескодувных, а также на установках с использованием жидкоподвижных самотвердеющих смесей.