

8.3.2.Выдавливание
Выдавливание это – формообразование сплошных или полых изделий вследствие пластического течения металла из полости штампа через отверстия соответствующей формы. Различают: прямое, обратное, боковое и комбинированное выдавливания (рис. 31). При прямом выдавливании металл течет из матрицы 2 в направлении движения пуансона. При этом зазор между пуансоном и матрицей должен быть небольшим, чтобы в него не вытекал металл. В противном случае образуется торцовый заусенец, который нужно удалять дополнительной обработкой. Этим способом получают детали типа стержня с утолщением (например, клапаны), трубки или полые стаканы с фланцем.
При обратном выдавливании металл течет навстречу пуансону в кольцевой зазор между пуансоном 1 и матрицей 2 (для получения деталей с дном: экраны радиоламп, тюбики и т. п.) или, реже, в отверстие в пуансоне (для получения деталей типа стержня с фланцем).
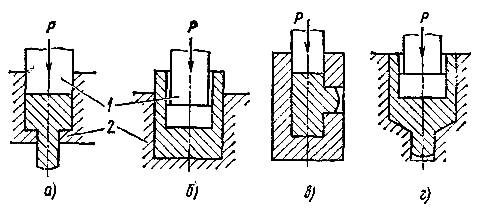
Рис. 31. Схемы выдавливания:
а – прямое; б – обратное; в – боковое; г – комбинированное
Толщина стенки выдавленных стальных деталей обычно 1,5÷5 мм, алюминиевых – более 0,08 мм. При боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона. Так получают детали с отростками типа тройников, крестовин и т. п. Для их удаления из штампов матрицу делают составной из двух половин с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка. При комбинированном выдавливании металл течет одновременно по нескольким направлениям. При этом возможны различные сочетания схем выдавливания, например, прямое и обратное выдавливание.
Заготовками для выдавливания служит проволока (катанка) и горячекатаный пруток нормальной точности. Иногда заготовки вырубают из листа. В этом случае требуется хорошее качество среза и устранение отжигом наклепа краев заготовки после вырубки, чтобы предотвратить разрывы кромок стаканов при выдавливании. Выдавливанием получают детали преимущественно цилиндрической или близкой к ней формы. Реже, детали с неконцентричными участками в машиностроительной, приборостроительной, электротехнической и других отраслях промышленности; например, корпуса автомобильных свечей зажигания, конденсаторных батарей, генераторов, выключателей и т. п. Точность размеров и шероховатость поверхностей деталей соответствуют получаемым при обработке резанием.
Для выдавливания требуются большие удельные усилия, что в некоторых случаях может приводить к поломкам или низкой стойкости инструмента. Эти обстоятельства часто сдерживают более широкое применение процессов выдавливания в производстве.
Стойкость пуансонов и матриц для выдавливания обеспечивается применением для их изготовления высококачественных инструментальных сталей и правильным конструированием (без резких переходов с плавными сопряжениями между отдельными участками для облегчения течения металла и снижения удельных усилий выдавливания). Силы трения снижают полированием рабочих частей инструмента, применением для каждого типа металла оптимальных покрытий поверхности заготовок и смазок.