

8.3.4. Листовая штамповка
Листовую штамповку выполняют на прессах различных конструкций, часто оснащенных средствами механизации и автоматизации. Процессы листовой штамповки состоят из выполняемых в определенной последовательности разделительных и формоизменяющих операций, посредством которых исходным заготовкам (листу, полосе, ленте, трубе) придают форму и размеры деталей.
8.3.4.1. Разделительные операции
Разделительные операции (резка, вырубка, пробивка) сопровождаются разрушением металла по определенным поверхностям (рис. 33).
Резка это – отделение части заготовки по незамкнутому контуру на специальных ножницах (рис. 33, а) или в штампах. Обычно ее применяют как заготовительную операцию для разделения листов 3, подаваемых до упора, на полосы и заготовки нужных размеров В X L для последующей штамповки. Качество поверхности среза обеспечивают необходимая величина зазора г между режущими кромками, которая составляет (0,03÷0,05)S, где S – толщина листа, и хорошая заточка режущих кромок ножей 2.
Вырубка и пробивка – отделение заготовки по замкнутому контуру в штампе (рис. 33, б). Вырубным пуансоном 7 оформляют наружный контур детали (например, шайбы 5) или заготовки для последующей штамповки; пробивным пуансоном 8 – внутренний контур (отверстие). При вырубке отделенная часть, проталкиваемая в матрицу 6, является деталью 5, а при пробивке, наоборот – отходом 9. Характер деформирования заготовки при вырубке и пробивке одинаков (рис.32, в). В начальный момент пуансон смещает часть заготовки в отверстие матрицы без разрушения металла. При определенной глубине внедрения режущих кромок (тем большей, чем больше пластичность металла) в заготовке возникают трещины, наклоненные к оси инструмента под углом 4÷6°. При правильно выбранной величине зазора, зависящей от толщины и механических характеристик металла, а также от сложности вырубаемых деталей, трещины образуют сравнительно гладкий срез (рис. 33, г). Он состоит из блестящего пояска (зона внедрения режущих кромок) и наклонной шероховатой поверхности разрушения (зона прохождения трещин). При неправильном определенном зазоре образуется «рваный» срез, способствующий возможному разрушению вырубленной заготовки при ее последующем деформировании или при работе детали.
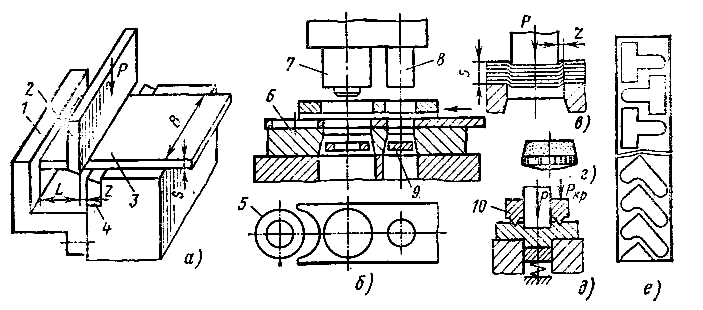
Рис. 33. Разделительные операции листовой штамповки
Вблизи поверхности среза образуется зона наклепанного металла, что затрудняет последующую штамповку вырубленных заготовок, а также повышает магнитные потери в электротехнической стали (особенно в высоких узких зубцах роторов электрических машин). При необходимости наклеп устраняют отжигом или наклепанный слой удаляют обработкой резанием.
Детали повышенной точности с чистым и перпендикулярным срезом получают чистовой вырубкой и пробивкой, сущность которой заключается в создании дополнительного сжатия заготовки прижимом 10 (рис. 33, д). При этом в зоне резания создается напряженное состояние объемного сжатия, скалывающие трещины не возникают и срез получается чистым по всей толщине заготовки. Чистовой вырубкой изготовляют плоские кулачки, зубчатые колеса, секторы, рейки, пластины постоянных магнитов и т. п. Расположение контуров смежных вырубаемых заготовок на листовом материале называют раскроем. Часть листовой заготовки, оставшаяся после вырубки, называется высечкой. Тип раскроя выбирают из условия наименьшего отхода металла в высечку (рис. 27, е). Оптимальные варианты находят с помощью ЭВМ. Прессы для вырубки и пробивки оснащают ЧПУ, обеспечивающим быстрое (до 100 отверстий в 1 мин при межцентровом расстоянии 250 мм) выполнение операций по заданной программе, устанавливающей расположение и форму отверстий, расстояние между ними. Автоматические инструментальные головки обеспечивают быструю замену инструмента.