

9.1.1.3.Шовная сварка
Шовную сварку (рис. 37, в) применяют для листовых конструкций для получения прочного и герметичного соединения. Свариваемые заготовки 1 помещаются между двумя роликами-электродами, один из которых 2 может иметь вращательное движение, а другой – вращательное движение и перемещение в вертикальном направлении. Детали сдавливаются с силой, обеспечивающей надежный контакт, а затем одновременно с включением сварочного тока роликам задается вращательное движение со скоростью, необходимой для создания нужного нагрева в контакте. Скорость сварки зависит от величины тока, толщины листов и может составлять несколько метров в минуту. Шовная сварка обеспечивает получение прочных и герметичных соединении из листового материала толщиной до 5 мм.
9.1.1.4.Конденсаторная сварка.
Конденсаторная сварка (рис. 38) является одной из разновидностей контактной электрической сварки. Энергия, необходимая для подогрева места сварки, накапливается в конденсаторах, а затем в процессе разряда преобразуется в теплоту. Величину накопленной энергии можно регулировать изменением емкости конденсаторов и напряжения зарядки.
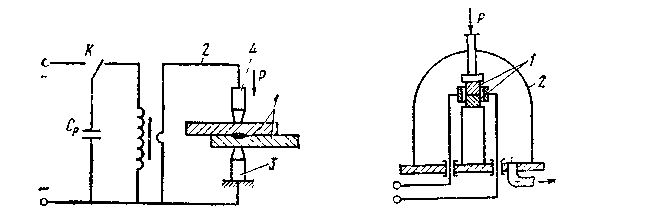
Рис. 38. Схема конденсаторной сварки
При замыкании ключа К. влево происходит зарядка конденсатора Cp от источника постоянного тока. В момент подачи давления на свариваемые заготовки 1 ключ К автоматически перебpасывается в правое положение. Конденсатор разряжается через первичную обмотку понижающего трансформатора, вторичная обмотка 2 которого соединена с неподвижным 3 и подвижным 4 электродами. При разряде конденсатора продолжительность протекания тока составляет (0,6÷0,8)·10-4 с. Кратковременность процесса при достаточно большой мощности разряда обеспечивает локальное выделение теплоты, что позволяет сваривать между собой заготовки из материалов, различных по теплофизическим свойствам. Кроме того, возможность весьма точной дозировки энергии подбором емкости конденсаторов позволяет применить этот способ для соединения заготовок очень малых толщин (несколько десятков микрометров). Способ широко применяют в радио– и электротехнической промышленности.
9.1.2. Диффузионная сварка
Диффузионной сваркой (рис. 39) соединяют заготовки в твердом состоянии в вакууме приложением сдавливающих сил при повышенных температурах. Тщательно зачищенные свариваемые заготовки 1 собирают, помещают в вакуумную камеру 2, сдавливают и затем нагревают специальным источником тепла до температуры 0,47`пл (температура рекристаллизации). В начальной стадии процесса создаются условия для образования металлических связей между соединяемыми поверхностями. Достаточно высокий вакуум способствует удалению (испарению) поверхностных пленок, а высокая температура нагрева и приложенное давление приводят к уменьшению неровностей поверхностей и сближению их до нужного расстояния.
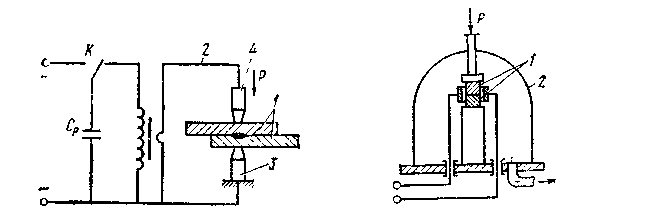
Рис. 39. Схема диффузионной сварки
Последующая выдержка способствует развитию процессов диффузии атомов материалов, свариваемых заготовок и образованию промежуточных слоев, увеличивающих прочность соединения. Время диффузионной сварки зависит от химического состава соединяемых заготовок, степени их очистки, температуры нагрева и составляет 10÷30 мин. Достоинством этого способа является возможность соединения заготовок из разнообразных материалов между собой. Диффузионную сварку применяют на электротехнических, радиотехнических и других предприятиях.