

12.3. Обработка заготовок на токарных станках
Схемы основных видов обработки поверхностей, показанные на рис. 61 являются типовыми, так как их можно реализовать на универсальных токарных станках, полуавтоматах, автоматах и станках с ЧПУ.
Обработка поверхностей осуществляется с продольным или поперечным движением подачи (рис. 61, а). Формообразование поверхностей при обработке с продольным движением подачи осуществляется по методу следов, при обработке с поперечным движением подачи – в основном по методу копирования. Перемещения инструментов в направлениях движения подачи зависят от, типа станка, и управление ими осуществляется вручную (на универсальных станках) от кулачков и копиров (на полуавтоматах и автоматах) или по управляющим командам программы системы ЧПУ станка.
Наружные цилиндрические поверхности обтачивают прямыми (рис. 61, б) или упорными проходными резцами. Заготовки гладких валов обтачивают, устанавливая их в центрах. Заготовки ступенчатых валов обтачивают по схемам деления припуска на части или по схемам деления длины заготовки на части.
Наружные (рис. 61, е) и внутренние резьбы нарезают резьбовыми резцами, форма режущих кромок которых определяет профиль нарезаемых резьб. Нарезают как однозаходные, так и многозаходные резьбы.
Точение длинных пологих конусов (2ά=8÷100) производят, смещая в поперечном направлении корпус задней бабки относительно ее основания (рис. 61, г) или используя специальное приспособление – конусную линейку. При обработке конических поверхностей на станках с ЧПУ продольное и поперечное движения подачи суммируются автоматически. Сквозные отверстия на токарно-винторезных станках растачивают проходными расточными ,резцами (рис. 61, д), глухие – упорными (рис. 61, е).
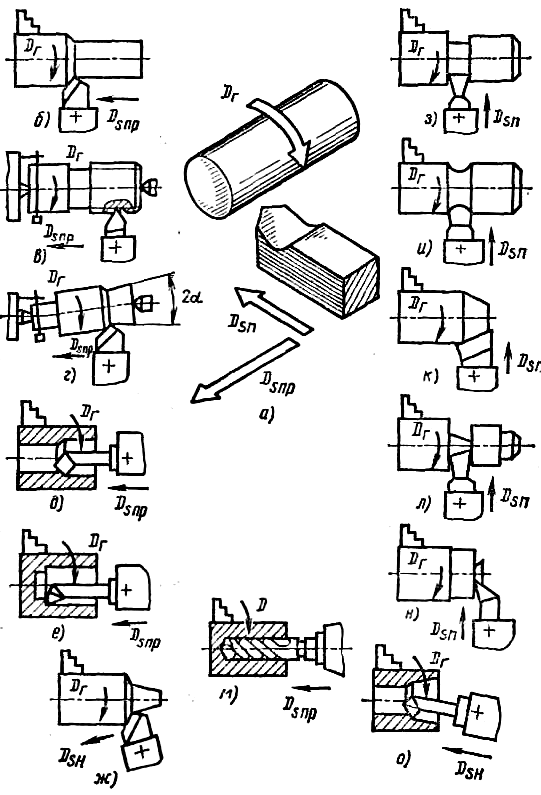
Рис. 61. Схемы обработки поверхностей заготовок на токарно-винтореэном станке
С поперечным движением подачи на токарно-винторезных станках обтачивают кольцевые канавки (рис. 61, з) прорезными резцами, фасонные поверхности (рис. 61, и) фасонными стержневыми резцами, короткие конические поверхности – фаски (рис. 61, к) – широкими резцами, у которых главный угол в плане равен половине угла при вершине конической поверхности. Отрезание деталей от заготовки (рис. 61, л) выполняют отрезными резцами с наклонной режущей кромкой, что обеспечивает получение торца у готовой детали без остаточного заусенца. Подрезание торцов (рис. 61, н) выполняют специальными подрезными резцами.
На токарно-винторезных станках обработку отверстий выполняют сверлами (рис. 61, м), зенкерами и развертками. В этом случае обработку ведут с продольным движением подачи режущего инструмента. Обтачивание наружных и растачивание внутренних конических поверхностей средней длины (рис. 61, ж, о) с любым углом конуса при вершине на токарно-винторезных станках производят с наклонным движением подачи резцов, при повороте верхнего суппорта.
Глава 13 Обработка заготовок на сверлильных и расточных станках
13.1.1 Типы сверлильных станков
Основное назначение сверлильных и расточных станков – обработка отверстий в заготовках деталей.
Под сверлением понимают формообразование внутренних цилиндрических поверхностей в сплошном материале заготовки с помощью сверл. Обработку ведут многолезвийным режущим инструментом, что обеспечивает высокую производительность. Растачивание отверстий в заготовках производят расточными резцами.
Для сверлильных станков характерно вращательное главное движение и поступательное движение подачи. Как правило, оба движения осуществляет инструмент. Кроме сверления на сверлильных станках обрабатывают и имеющиеся в заготовках (литых, штампованных и др.) отверстия для получения заданной формы, увеличения размера, повышения точности и снижения шероховатости поверхности.
Вертикально-сверлильные станки (рис.62, а) делят на несколько типоразмеров. Небольшие настольно-сверлильные станки позволяют сверлить отверстия диаметром до 32 мм. На крупных вертикально-сверлильных станках сверлят отверстия диаметром до 100 мм. На этих станках обрабатывают заготовки небольших размеров. Широкая универсальность и возможность автоматизации цикла обработки способствует их использованию во всех отраслях промышленности.
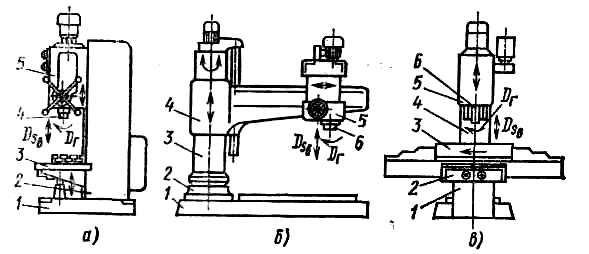
Рис. 62. Основные типы сверлильных станков
Радиально-сверлильные станки (рис. 62, б) предназначены для обработки отверстий в крупногабаритных заготовках. На них можно сверлить отверстия диаметром до 100 мм. Эта станки универсальные, их применяют в единичном и мелкосерийном производстве. На горизонтально-сверлильных станках получают глубокие отверстия специальными сверлами.
В единичном и мелкосерийном производстве широко применяют вертикально-сверлильные (рис. 62, в) и радиально-сверлильные станки с ЧПУ. Простота переналадки позволяет выполнять на них по автоматическому циклу обработку различных видов заготовок. На одношпиндельных и многошпиндельных сверлильных автоматах и полуавтоматах циклы обработки отверстий полностью автоматизированы. Они характеризуются высокой производительностью и используются в крупносерийном и массовом производстве. Конструкции сверлильных станков различных типов имеют много общего.
На фундаментной плите 1 (рис.62, б) радиально-сверлильного станка закреплена неподвижная колонна 2, на которой смонтирована поворотная колонна 3. По ней, как по направляющей, перемещается в вертикальном направлении и устанавливается в нужном положении траверса 4. По ее горизонтальным направляющим перемещается и устанавливается сверлильная головка 5, в которой расположены коробки скоростей и подач. Шпиндель 6 с закрепленным в нем инструментом совершает вращательное главное движение и вертикальное движение подачи. Поворотом траверсы вместе с колонной 3 и перемещением сверлильной головки по направляющим траверсы осуществляют совмещение оси обрабатываемого отверстия с осью шпинделя при неподвижной заготовке. Это значительно облегчает обработку отверстий в крупногабаритных заготовках. Перед началом сверления надежно закрепляют поворотную колонну, траверсу и сверлильную головку.
Сверлильные станки с позиционным ЧПУ создают на базе универсальных станков с широким использованием нормализованных сборочных единиц (коробок скоростей, подач, станин и т. д.). У вертикально-сверлильного станка с ЧПУ (рис.62, в) по направляющим станины 1 перемещаются салазки 2. Стол 3 движется по направляющим салазок. Перемещения стола и салазок происходят одновременно или раздельно по программе. Эти перемещения обеспечивают точную установку заготовки относительно инструмента при переходе к обработке каждого последующего отверстия, поэтому отпадает необходимость в предварительной разметке отверстий и в применении кондукторов. По вертикальным направляющим стойки 4 перемещается сверлильная головка 5 со шпинделем 6. Быстрый подвод инструмента к заготовке, изменение глубины сверления, частоты вращения и подачи производятся автоматически по программе. Автоматическое совмещение вспомогательных движений сокращает затраты времени на холостые хода и повышает производительность обработки.
Повышение производительности обработки на вертикально-сверлильных станках обеспечивает применение поворотных столов и револьверных головок. В последних, располагаются инструменты, необходимые для обработки конкретной заготовки. Каждый из них последовательно передается из револьверной головки в шпиндель станка, закрепляется в нем и обрабатывает соответствующую поверхность заготовки. Движение стола и смена инструмента осуществляются по командам системы ЧПУ.
Для обработки заготовок с большим числом различных по размерам и форме поверхностей (резьбовых, с коническими и цилиндрическими углублениями и т. д.) применяют радиально-сверлильные станки с ЧПУ, которые оснащают магазинами сменных инструментов.