

Глава 15 Обработка заготовок на шлифовальных станках
С помощью шлифования можно производить чистовую и отделочную обработку заготовок с высокой точностью. Обрабатывать можно заготовки из самых разнообразных материалов, а для заготовок из закаленных сталей шлифование является одним из наиболее распространенных методов формообразования.
Шлифованием называют обработку резанием с помощью инструмента, состоящего из множества абразивных зерен и совершающего с высокой скоростью главное движение резания. Абразивные зерна расположены в шлифовальном круге беспорядочно и их удерживает связующий материал. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал. С заготовки удаляется очень большое число тонких стружек. Обработанная поверхность, представляющая собой совокупность микро-следов абразивных зерен, имеет малую шероховатость. Часть зерен ориентирована так, что не режет, а производит работу трения по поверхности резания.
В зоне резания выделяется большое количество теплоты. Мелкие частицы обрабатываемого материала, сгорая, либо образуют искры, либо оплавляются. Абразивные зерна могут также осуществлять поверхностное пластическое деформирование заготовки, его кристаллическая решетка искажается. Деформирующая сила вызывает сдвиги одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала возникает наклеп обработанной поверхности. Но этот эффект оказывается менее ощутимым, чем при обработке лезвийным инструментом. Тепловое и силовое воздействие на обработанную поверхность приводит к структурным превращениям, изменениям физико-механических свойств поверхностных слоев материала обрабатываемой заготовки. Так образуется дефектный поверхностный слой детали. Для уменьшения тепловых эффектов шлифование производят при обильной подаче смазывающе-охлаждающей технологической среды. Применяют шлифование кругами, на рабочей поверхности которых располагаются канавки, что снижает тепловое воздействие на обрабатываемую поверхность.
Для формообразования поверхностей необходимо иметь вращательное движение круга и относительное движение подачи заготовки вдоль одной или нескольких координатных осей.
15.1. Основные типы станков
Детали машин представляют собой сочетание наружных и внутренних плоских, круговых и цилиндрических и круговых конических поверхностей. Наибольшее распространение для их обработки шлифованием получили кругло-шлифовальные, внутришлифовальные, плоскошлифовальные, бесцентрово-шлифовальные, заточные, а также специализированные станки. Для всех станков главное движение резания обеспечивается вращением шлифовального круга со скоростью V. Повышение скорости главного движения резания способствует уменьшению шероховатости поверхности и повышению стойкости шлифовального круга. Кругло-шлифовальные станки (рис.72) можно разделить на простые, универсальные и врезные. Универсальные станки имеют поворотную переднюю 3, шлифовальную 4 и заднюю 5 бабки. Бабки 3 и 4 можно повернуть на определенный угол вокруг вертикальной оси и закрепить для последующей работы. Простые станки снабжают неповоротными бабками. У врезных станков отсутствует продольное движение подачи стола, а шлифование ведется по всей длине заготовки широким шлифовальным кругом с поперечным движением подачи.
Для перемещения узлов кругло-шлифовальных станков широко используют гидравлические устройства. Возвратно-поступательное перемещение стола 2 по станине 1 производится с помощью гидроцилиндра и поршня. Управление ими происходит с помощью устройств, которые переключаются упорами стола в его крайних положениях. Гидравлические механизмы используют также для периодического перемещения шлифовальной бабки. Применение таких механизмов обеспечивает бесступенчатое регулирование движения подачи.
Вращение шлифовального круга обеспечивается парой шкивов и клиновым ремнем. Вместе с тем кругло-шлифовальные станки могут иметь бесступенчатое регулирование частоты, вращения шпинделя круга. Станки имеют высокую степень автоматизации. Так, автоматически производятся движения подачи стола, шлифовального круга (за каждый одинарный ход стола), правка круга и компенсация его износа, изменение скорости отвода и подвода шлифовальной бабки.
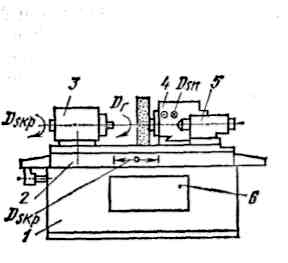
Рис. 72. Круглошлифовальный станок
Оснащение шлифовальных станков системами программного управления дает возможность создавать разнообразные вариации технологических параметров во время обработки. Так, один из циклов обработки на кругло-шлифовальном станке состоит из следующих этапов; установки заготовки, пуска станка, быстрого подвода круга, замедленного подвода круга до соприкосновения с заготовкой, врезания круга, установившегося съема металла, чистового шлифования, отвода круга, снятия заготовки. Последовательность этапов может быть легко изменена. Подача элементов станков осуществляется с помощью шаговых двигателей. Движение круговой подачи заготовки происходит с помощью специального электродвигателя с бесступенчатым регулированием благодаря изменению электрического сопротивления.
На кругло-шлифовальных станках, входящих в гибкую производственную систему, загрузка заготовок и транспортирование деталей производятся с помощью управляемых по программе тележек и роботов.
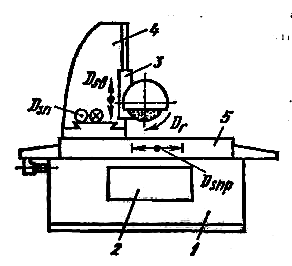
Рис. 73. Плоскошлифовальный станок с прямоугольным столом
Шлифование плоских поверхностей на плоскошлифовальных станках с прямоугольным столом (рис. 71) производится периферией круга. Движение подачи производится в крайних положениях стола 5. Продольное (возвратно-поступательное) движение стола по станине 1 осуществляется с помощью гидравлического устройства (привод 2), состоящего из поршня, цилиндров и органов управления. Шлифовальная бабка 3 перемещается по направляющим стойки 4.
Закрепление заготовок на шлифовальных станках зависит от метода шлифования. На кругло-шлифовальных станках, заготовки шлифуют в центрах, расположенных на передней и задней бабках. Для повышения точности обработки центры не вращаются. Круговое движение подачи заготовки обеспечивает поводковое устройство, приводимое во вращение планшайбой. Возможно также консольное закрепление заготовок в кулачковых патронах. При шлифовании заготовок малой жесткости применяют люнеты. На плоскошлифовальных станках заготовки закрепляют с помощью магнитных плит, а также в зажимных приспособлениях. Возможно закрепление как одной, так и одновременно нескольких заготовок. Заготовки размещают на столах, затем подают ток и они притягиваются к магнитной плите. Станки снабжают специальными устройствами для правки круга после его затупления, а также приспособлениями для уравновешивания круга.