

19.2. Способы переработки пластмасс в детали в вязко-текучем состоянии
Большое число пластмасс перерабатывают в детали в вязко-текучем состоянии. Наибольшее применение получили технологические способы прессования, литья, выдавливания и др.
Получение деталей прессованием. Прямое прессование – один из основных способов переработки реактопластов в детали. Сущность процесса формообразования деталей заключается в следующем. В полость матрицы пресс-формы 3 (рис. 86, а) загружают предварительно таблетированный или порошкообразный материал 2.

Рис. 86. Схема прямого прессования
а – загрузка пресс-материала в пресс-форму; б – прессование детали;
в– извлечение детали.
При замыкании пресс-формы под действием усилия пресса пуансон 1 создает давление на прессуемый материал (рис. 86, б). Под действием этого давления и теплоты от нагретой пресс-формы материал размягчается и заполняет формообразующую полость пресс-формы. После определенной выдержки пресс-форма раскрывается и с помощью выталкивателя 5 из нее извлекается готовая деталь 4 (рис. 86, е).
Технологическое время прессования может быть сокращено за счет предварительного подогрева материала в специальных шкафах. Температура и давление прессования зависят от вида перерабатываемого реактопласта.
Пресс-форму обычно нагревают до требуемой температуры электрическими нагревателями и в некоторых случаях горячим паром. При прессовании рабочую температуру пресс-формы поддерживают постоянной с помощью автоматически действующих приборов.
Для загрузки в полость пресс-формы определенного количества прессматериала используют объемную дозировку или дозировку по массе. Прессуют гидравлических прессах. При выпуске большого числа используют прессы, работающие по автоматическому циклу.
Прямым прессованием получают детали средней сложности и небольших габаритных размеров из термореактивных материалов с порошкообразным и волокнистым наполнителями.
Литьевое прессование отличается от прямого тем, что прессуемый термореактивный материал загружают не в полость пресс-формы, а в специальную загрузочную камеру 2 (рис. 87). Под действием теплоты от пресс-формы прессуемый – материал превращается в вязко-текучее состояние и за счет давления со стороны пуансона 1 выжимается из загрузочной камеры 2 в полость матрицы пресс-формы через специальное отверстие в литниковой плите 3. После отверждения готовую деталь 4 извлекают из полости пресс-формы 5 с помощью выталкивателя 6.
Литьевое прессование позволяет получить детали сложной конфигурации с глубокими отверстиями, в том числе резьбовыми.
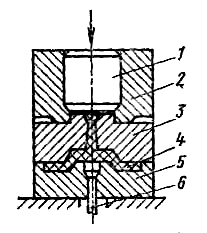
Рис. 87. Схема литьевого прессования
К недостаткам литьевого прессования по сравнению с прямым относится несколько больший расход пресс-материала, так как после окончания прессования в загрузочной камере остается часть необратимого пресс-материала.
Литье под давлением является высокопроизводительным и эффективным технологическим способом массового производства деталей из термопластов. Перерабатываемый материал из загрузочного бункера 8 подается дозатором 9 в рабочий цилиндр 6 с электронагревателем 4 (рис.88). При движении поршня 7 определенная доза материала поступает в зону обогрева, а уже расплавленный материал через сопло 8 и литниковый канал – в полость пресс-формы 1, в которой формируется изготовляемая деталь 2. В рабочем (нагревательном) цилиндре на пути потока расплава установлен рассекатель 5, который заставляет расплав протекать тонким слоем у стенок цилиндра. Это ускоряет прогрев и обеспечивает более равномерную температуру расплава. При движении поршня в исходное положение с помощью дозатора 9 очередная порция материала попадает в рабочий цилиндр. Для предотвращения перегрева выше температуры 50÷700С в процессе литья пресс-форма охлаждается проточной водой. После затвердевания материала пресс-форма размыкается и готовая деталь с помощью выталкивателей извлекается из нее.
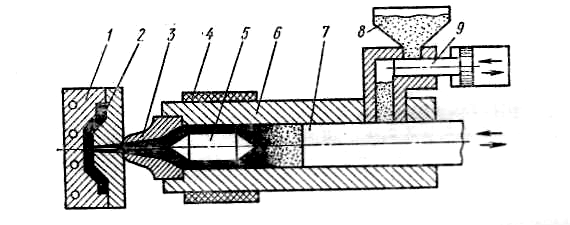
Рис. 88. Схема литья под давлением
Литьем под давлением получают детали сложной конфигурации с различными толщинами стенок, ребрами жесткости, с резьбами и т. д.
Для литья под давлением применяют литейные машины, позволяющие механизировать и автоматизировать процесс получения пластмассовых деталей. Производительность процесса литья в 20÷40 раз выше производительности прессования. Поэтому литье под давлением является одним из основных способов переработки пластических масс в детали.
Качество отливаемых деталей зависит от температур пресс-формы и расплава, удельного давления прессования, продолжительности выдержки под давлением и т. д.
Литьем под давлением получают также детали из отдельных видов термореактивных материалов (с хорошими вязкотекучими свойствами). При этом используют специальное оборудование и технологическую оснастку (пресс-формы).
Центробежным литьемполучают крупногабаритные и толстостенные детали, имеющие форму тел вращения (трубы, кольца, шкивы, зубчатые колеса и т. д.). Сущность технологического процесса заключается в том, что расплавленный полимер заливают в форму, которой задается вращательное движение. Под действием центробежных сил расплавленный полимер плотно прижимается к внутренней поверхности формы и при дальнейшем вращении затвердевает. Этот способ принципиально не отличаем от центробежного литья металлов.
Получение деталей выдавливанием. Выдавливание широко применяют для получения труб различных профилей, лент и пленок для нанесения защитных оболочек на провода, кабели и т. д. Выдавливание осуществляют на специальных червячных машинах. Перерабатываемый термопластичный материал в виде порошка или гранул из бункера 1 попадает в рабочий цилиндр 3, где захватывается вращающимся червяком 2 (рис. 89). Червяк, имеющий нарезку с изменяющимися шагом и глубиной гребешков (резьбы) продвигает материал, перемешивает и уплотняет его. За счет передачи теплоты от нагревательного элемента 4 и выделения теплоты при трении частиц материала друг о друга и о стенки цилиндра перерабатываемый материал переходит в вязко-текучее состояние и непрерывно выдавливается через калиброванное отверстие головки 6. Расплавленный материал проходит через радиальные канавки оправки 5. Оправку применяют для получения отверстия при выдавливании труб. Размеры и профиль выдавливаемых заготовок определяются конструкцией головки и оправки. Для нанесения защитных покрытий из полимерных материалов через оправку пропускают соответственно проволоку или кабель.
Процесс выдавливания применяют также для получения полых изделий (бутылок, флаконов и т. д.). При изготовлении полых изделий выходящая из головки горячая труба зажимается в разъемной пресс-форме. Через оправку в трубу подается сжатый воздух, который и раздувает зажатый отрезок трубы в пресс-форме до требуемой конфигурации. Охлаждение происходит при полном контакте пластмассовой детали с внутренними стенками пресс-формы.
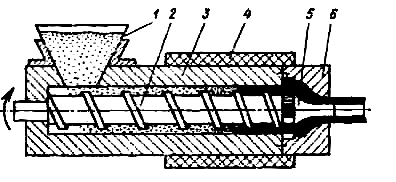
Рис. 89. Схема непрерывного выдавливания
Выдавливание является высокопроизводительным, автоматизированным и прогрессивным технологическим процессом. Данным способом перерабатывают до 65% термопластичных полимерных материалов.
Получение пленок и листов. Разновидностью способа непрерывного выдавливания является выдавливание пленок и листов из термопластичных мягких материалов (полиэтилена, полипропилена и др.). При получении пленок используют способ раздува. Расплавленный материал продавливают через кольцевую щель насадкой головки. Получают заготовку в виде рукава, которую раздувают сжатым воздухом до определенного диаметра. После охлаждения пленку подают на намоточное приспособление и сматывают в рулон. Способ раздува позволяет получить пленку толщиной до 40 мкм.
Для получения листового материала используют плоские щелевые головки шириной до 1600 мм. Выходящее из щелевого отверстия полотно проходит через валки гладильного и тянущего устройств, здесь же происходит предварительное охлаждение; окончательное охлаждение листа – на рольгангах. Готовую продукцию сматывают в рулоны или режут на листы определенного размера с помощью специальных ножниц. Листы пленки из более жестких термопластичных материалов, например из поливинилхлорида, получают преимущественно каландровым способом, сущность которого заключается в том, что размягченный материал пропускают между валками, в результате чего получают пленку (лист) заданной толщины (до 0,05 мм).