

3.3.8. Измерение шероховатости поверхности оптическими способами
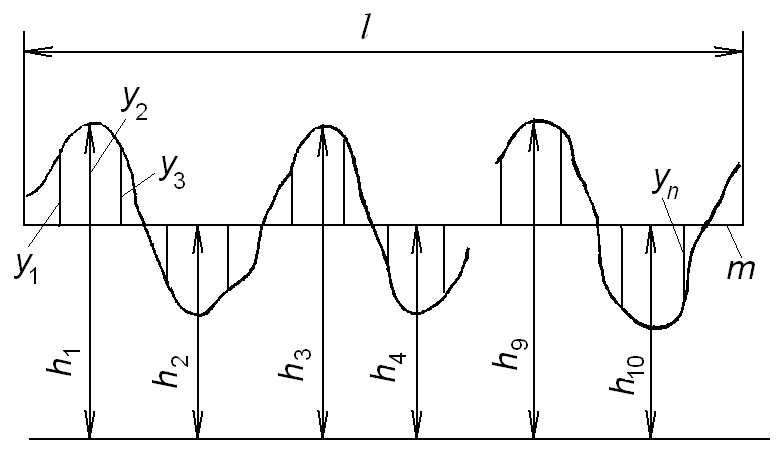
Микронеровности или шероховатости – совокупность неровностей с относительно малыми шагами, образующими рельеф поверхности изделий. От шероховатости поверхностного слоя (размеров, формы и взаимного расположения неровностей) зависят эксплуатационные качества и долговечность деталей и узлов. Поэтому важно контролировать качество обработки поверхностей деталей, назначаемых конструктором. Шероховатость поверхности рассматривается в пределах некоторого участка, длина которого (базовая длина l) выбирается в зависимости от характера поверхности. Чем грубее поверхность, тем больше должно быть значение l: предусмотрено шесть стандартных назначений базовой длины от 0,08 до 25 мм. По ГОСТ 2789 шероховатость поверхности для микропрофиля (рис. 18) оценивается двумя основными критериями: Rа – среднее арифметическое отклонение профиля (среднее значение расстояний y1, y2, y3, …, yn точек измеряемого профиля до средней линии «т»):
![]() или
или .
.
Rz – высота неровностей (среднее расстояние между находящимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное по линии, параллельной средней):
![]() .
.
|
|
|
Рис. 18. Профиль шероховатой поверхности |
По ГОСТ 2789 установлено 14 классов чистоты поверхности. Для классов 1…5 и 13…14 оценку рекомендуется производить по критерию Rz, а для классов 6…12 – по критерию Rа. Максимальные числовые значения параметров шероховатости Rа лежат в пределах от 0,01 (14-й класс) до 80 мкм (1-й класс) и Rz от 0,05 до 320 мкм. В производственных условиях обычно приходится определять класс чистоты обработанной поверхности и измерять шероховатость. При этом используются методы измерения шероховатости и визуального сравнения. Визуальное сравнение дает надежные результаты только для поверхностей до 7-го класса чистоты. Для повышения надежности контроля шероховатости этим методом до 10-го класса применяются микроскопы для сравнения контролируемой поверхности с поверхностью образцовой шероховатости.
Шероховатость измеряют контактным методом с помощью щуповых приборов (профилометров и профилографов) и бесконтактными оптическими приборами (двойными микроскопами, микроинтерферометрами и др.).
При контактных методах измерения шероховатости поверхности по контролируемой поверхности перемещается алмазная или стальная игла (с радиусом закругления 1…12 мкм). При этом она получает микроперемещения в направлении своей оси, соответствующие изменению профиля поверхностных неровностей. Эти микроперемещения усиливаются и регистрируются отсчетными устройствами. Чаще применяются контактные приборы, построенные на пружинно-рычажных, оптико-механических и электромеханических принципах. Так, например, профилометры, разработанные на базе пружинно-измерительных головок (микаторов), имеют малые вес и габариты. Измерительная головка, снабженная ощупывающей иглой, перемещается по контролируемой поверхности от руки с помощью микрометрического винта. Стрелка прибора по шкале показывает высоту неровностей. По этим показаниям можно построить профилограмму и затем по формулам найти значение Rz или Rа.
Профилографы позволяют автоматически получить увеличенную запись микропрофиля поверхности в виде профилограммы. Для этой цели прибор имеет специальное самопишущее устройство.
Бесконтактные (оптические) методы измерения шероховатости поверхности делятся на метод светового сечения и интерференционные методы.
При методе светового
сечения контролируемая
поверхность освещается узкой полосой
света (световой плоскостью). Контур
профиля поверхности в виде линии
пересечения световой плоскости с
контролируемой поверхностью, искривленной
микронеровностями (рис. 19,а),
рассматривается при значительном
увеличении. Приборы, построенные на
этом принципе, называются двойными
микроскопами (микроскопы МИС – системы
акад. В.П. Линника, микроскопы ПСС),
так как они состоят из осветительного
О и визуального В
микроскопов (рис. 19,б).
Изображение щелевой диафрагмы 1
(рис. 19,в),
расположенной в фокальной плоскости
линзы 2,
проектируется объективом
осветительного микроскопа на исследуемую
поверхность 3,
а объектив 4
визуального микроскопа
проектирует изображение линии пересечения
световой плоскости с исследуемой
поверхностью в фокальную плоскость 6–6
окуляра 5.
В плоскости 6–6
расположено отсчетное
устройство (окулярный микрометр).
Оптические оси микроскопов располагаются
под углом 90° и наклонены под углом 45° к
контролируемой поверхности. Наличие
угла наклона к контролируемой поверхности
приводит к искажению размеров высоты
неровностей по сравнению с их шагом
(при угле 45° – в
![]() раза). Однако если
световую плоскость направить
перпендикулярно к исследуемой, то будет
резкое ухудшение условия освещенности
поля зрения визуального микроскопа.
При более острых углах (меньших чем 45°)
между осью осветительного микроскопа
и исследуемой поверхностью получается
дополнительное увеличение высоты
неровностей, но и возникают бόльшие
погрешности при их измерении, так как
при этом нельзя добиться одинаково
резкой фокусировки изображения выступов
и впадин неровностей.
раза). Однако если
световую плоскость направить
перпендикулярно к исследуемой, то будет
резкое ухудшение условия освещенности
поля зрения визуального микроскопа.
При более острых углах (меньших чем 45°)
между осью осветительного микроскопа
и исследуемой поверхностью получается
дополнительное увеличение высоты
неровностей, но и возникают бόльшие
погрешности при их измерении, так как
при этом нельзя добиться одинаково
резкой фокусировки изображения выступов
и впадин неровностей.
В поле зрения окуляра микроскопа (рис. 19,г) наблюдается картина распределения шероховатостей на некотором участке базовой длины (из-за небольшого поля зрения). Высота неровностей определяется умножением разности отсчетов по шкале окулярного микрометра при совмещении горизонтальной нити перекрестья с выступами и впадинами неровностей на цену деления окулярного микроскопа. Картину шероховатостей на отдельных участках исследуемой поверхности можно фотографировать (с помощью фотонасадок).
Для измерения шероховатости 3-9-го классов к микроскопу придаются несколько пар сменных микрообъективов. Погрешность показаний приборов зависит от общего увеличения и составляет от 7,5 до 24 %. С помощью двойных микроскопов можно измерять толщину тонких прозрачных пленок.
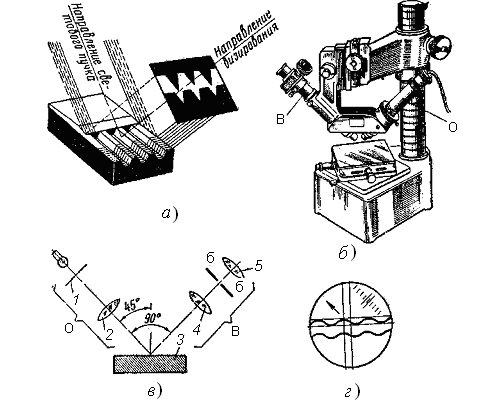
Рис. 19. Двойной микроскоп:
а – схема световых сечений; б – общий вид; в – оптическая схема; г – поле зрения микроскопа
При интерференционном методе измеряют шероховатость поверхности 10-14-го классов. Для этого используется интерференционный микроскоп В.П. Линника. На контролируемой поверхности изделия оптическая система микроскопа образует интерференционные полосы. Из-за неровностей поверхности интерференционные полосы искривляются соответственно профилю неровностей на рассматриваемом через окуляр участке (рис. 20,а). С помощью окулярного микрометра определяются значения искривления интерференционных полос – а и интервал между одноименными полосами – b на некотором участке интерферограммы (рис. 20,б).
Высоту неровности Н можно определить так:
![]() ,
мкм,
,
мкм,
где – длина световой волны источника света, применяемого в приборе.
Параметр Rz определяется после измерения ординат пяти высших и пяти низших точек от линии, параллельной средней линии профиля.
|
а) |
в) |
|
б) | |
|
Рис. 20. Микроинтерферометр: а и б – искривления интерференционных полос; в – оптическая схема | |

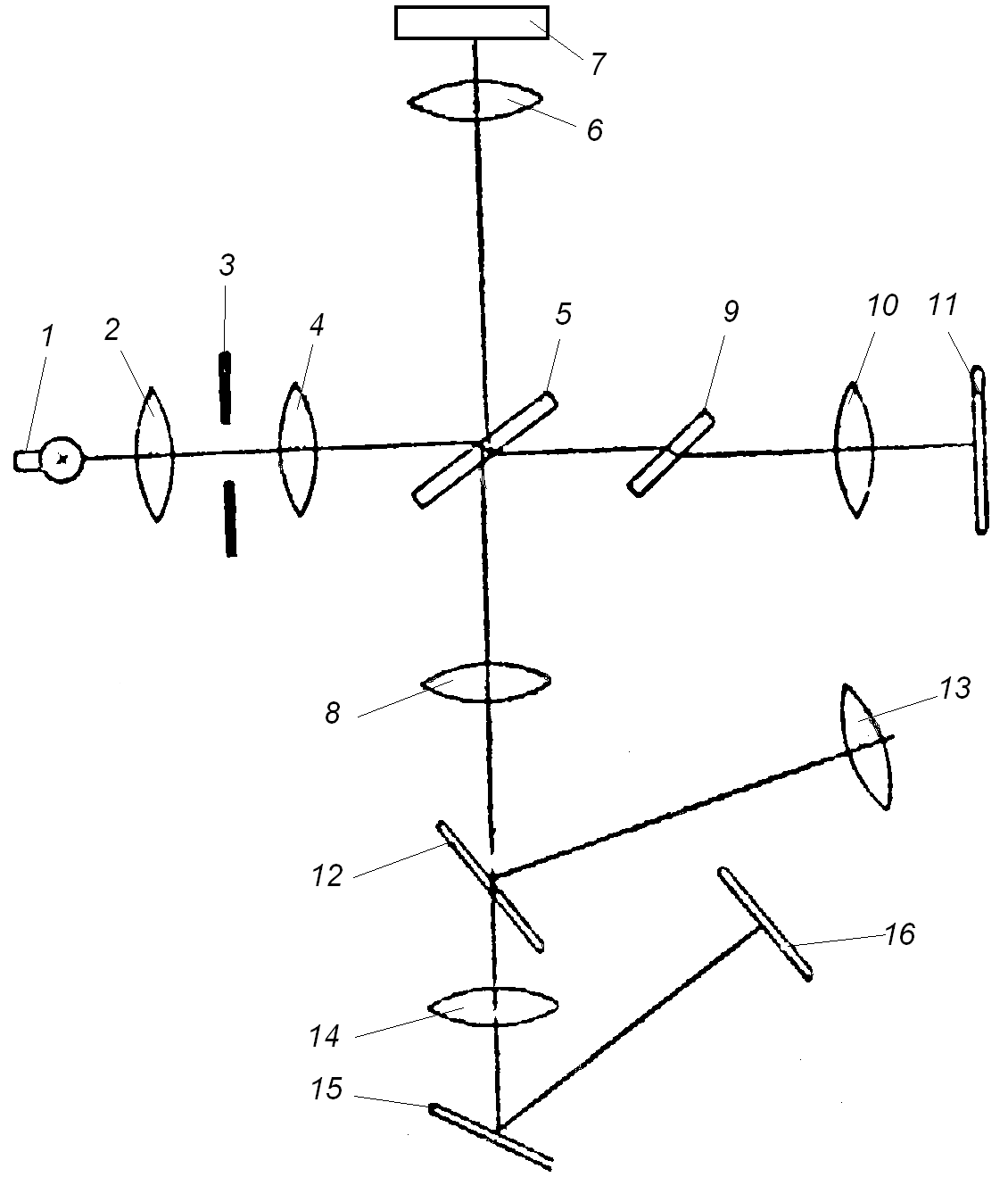

Интерференционные микроскопы (микроинтерферометры) В.П. Линника имеют различные конструктивные разновидности. Их принципиальные оптические схемы идентичны (рис. 20,в). От источника света 1 лучи через конденсор 2, диафрагму 3 и линзу 4 попадают на полупрозрачную пластину 5 и разделяются на два когерентных луча, один из которых, отражаясь от посеребренного слоя, направляется через объектив 6 на контролируемую поверхность 7, находящуюся в фокальной плоскости объектива 6. Отразившись от контролируемой поверхности, луч проходит обратный путь и попадает в объектив 8. Второй луч света проходит через посеребренный слой пластины 5, на пластину 9 (она служит для уравнивания длины хода в стекле двух интерферирующих лучей), объектив 10 и собирается на зеркале 11, расположенном в его фокусе. Отразившись от зеркала 11, второй луч также попадает объектив 8. Оба луча собираются в фокусе объектива 8 на зеркале 12, где и возникает интерференционная картина, которая вместе с изображением контролируемой поверхности 7 рассматривается в окуляр 13. Фотоокуляр 14, зеркало 15 и экран 16 (матовое стекло, фотопленка и т.д.) служат для фотографирования интерференционной картины; при этом зеркало 12 из хода лучей выводят. Ширину и направление интерференционных полос можно изменять, смещая объектив 10 перпендикулярно его оптической оси.