Для реализации перечисленных выше технических и финансовых требований к процессам и организациями методологии «Шесть сигм» предложено использовать комплекс методов. Некоторые из них являются оригинальными, многие традиционными. К оригинальным можно отнести цикл непрерывного совершенствования процессов (DMAIC и др.), создание инфраструктуры для внедрения в организации подхода «Шесть сигм». К традиционным можно отнести широкое использование статистических методов (инструментов качества) для анализа, улучшения и контроля процессов, процессное описание бизнеса, командную форму организации работы, проектный подход к улучшению организации. При разработке концепции «Шесть сигм» используют классическую схему совершенствования процессов по циклу Шухарта - Деминга: «планируй – делай – проверяй – внедряй».
Первый этап – «планируй» – включал формулировки целей и задач, выявление ключевых параметров для достижения успеха, план совершенствования, выбор проекта и создание команды.
Второй этап – «делай» – включал обучение и тренировку плюс внедрение. Третий этап – «проверяй» – предусматривал измерение улучшений, оцен-
ку эффективности, анализ и пересмотр проектов.
Четвертый этап – «внедряй» – предполагал корректировку внедрения, непрерывность совершенствования, стандартизацию, изучение потребителей, бенчмаркинг, перепроектирование.
Впоследствии в рамках концепции «Шесть сигм» цикл Шухарта - Деминга трансформировался в цикл MAIC (Measure («измеряй») – Analyze («анализируй») – Improve («улучшай») – Control («управляй»)). В последнее время наблюдается тенденция к дополнению этого цикла рядом стадий. Наиболее часто встречается вариант DMAIC – в начале цикла добавляется стадия Define («определяй»). Руководители Академии «Шесть сигм» М. Хэрри и Р. Шредер считают, что эта программа состоит из восьми ступеней: Recognize («осознай»)
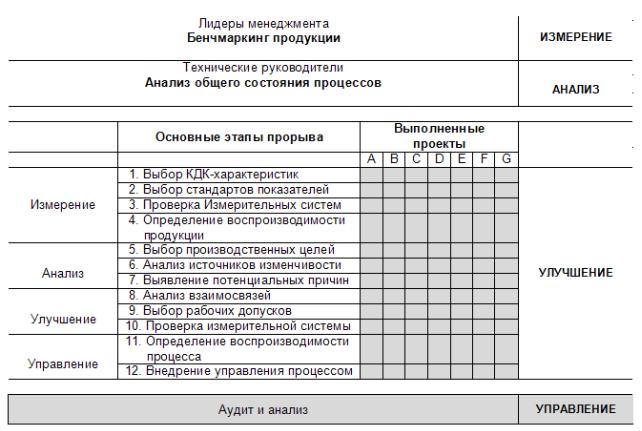
На рис. 12.2 [24] показано содержание цикла MAIC в масштабах организации и отдельного проекта [24].
Фаза 1: измерение. Выбирают одну или несколько критически важных для качества характеристик (КДК-характеристик), намечает соответствующий процесс, осуществляет необходимые измерения, записывает результаты и оценивает кратковременную и долговременную воспроизводимость процесса.
Фаза 2: анализ. Проводят бенчмаркинг ключевых производственных показателей. Вслед за этим часто проводят анализ разрывов и определяют, какие факторы способствуют и обусловливают достижение наилучших показателей в отрасли. В некоторых случаях становится очевидной необходимость переделать продукт и/или процесс.
Фаза 3: улучшение. Здесь спциалисту требуется обратить внимание на улучшение конкретных характеристик продукта, чтобы достичь целей по качеству и финансовых показателей. После этого характеристики диагностируются и выявляются основные источники изменчивости. Затем с помощью методов
планирования эксперимента определяются ключевые переменные процесса. Для каждой переменной, оказывающей существенное влияние на процесс, устанавливаются технические требования (допуски) качества.
Рис. 12.2. Этапы совершенствования процессов и организации по циклу
MAIK
Фаза 4: управление. На этом этапе специалист документирует разработанный процесс и наблюдает за новыми состояниями процесса методами SPC (статистического управления процессами). После определенного периода работы нового процесса вновь производится оценка его воспроизводимости, чтобы обеспечить сохранение и гарантировать полученные выигрыши. В зависимости от результатов такого анализа иногда требуется возврат к одной или нескольким предыдущим фазам.
После того как пройдены 4 фазы для всех ключевых процессов, наступает прорывное улучшение в экономике и удовлетворении потребителей.
В основе методологии «Шесть сигм» лежит применение статистических методов для анализа, улучшения, контроля качества продукции. В отличие от других известных систем менеджмента качества (СМК) (TQM, на основе МС ISO 9000 и др.), где эти методы весьма трудно внедряются в практику, в методологии «Шесть сигм» они широко используются и в ряде случаев весьма эффективны. Каковы же причины успешного применения этой методологии и широкого распространения в развитых странах? Они могут быть сформулированы следующим образом.
242
Раздел II. Системы и инструменты управления качеством
1.Универсальность методологии, возможность ее применения для улучшения всех процессов организации (проектирования, производства, финансовой деятельности, отношений с потребителями и т. д.).
2.Интеграция процессного подхода, поэтапного решения проблем на основе отдельных проектов и командной работы, более полного использования человеческого фактора путем создания инфраструктуры, включающей подготовленных специалистов с повышенной мотивацией. Отсутствие такой инфраструктуры, по мнению ряда авторов, привело к провалу около 80% всех проектов внедрения TQM в недавнем прошлом.
3.Ориентация на конечный финансовый результат. Ни один проект «Шесть сигм» не получает одобрения, пока не определен его конечный результат в виде прибыли.
4.Объединение инструментов совершенствования в единую систему. Упорядоченный подход в основе цикла MAIC (или его аналога), плюс строгая ограниченность проектов во времени (от трех до шести месяцев), плюс эффективное использование известных и мощных методов с помощью хорошо обученных команд – все это вместе и создало столь высокую результативность
12.2.Инструменты реализации методологии «Шесть сигм»
Вметодологии «Шесть сигм» используются все известные инструменты и методы управления качеством. Основные из них рассмотрены выше в гл. .
Все инструменты управления качеством по их назначению, области применения можно разделить на 4 группы [28].
1.Инструменты генерации идей и структурирования информации.
2.Инструменты сбора данных.
3.Инструменты анализа процесса и данных.
4.Инструменты статистического анализа.
К инструментам первой группы относятся следующие.
1.«Мозговой штурм».
2.Диаграмма сродства.
3.Голосование с множеством голосов.
4.Дерево структуры (древовидная диаграмма).
5.Карта процесса высокого уровня (диаграмма 51РОС).
6.Блок-схема (карта процесса).
7.Диаграмма причин и результатов (диаграмма «рыбий скелет»). Содержание инструментов 1, 2, 4, 6, 7 описано в гл. . Рассмотрим
остальные инструменты.
Голосование с множеством голосов. Этот инструмент может использо-
ваться как самостоятельный или как часть «мозгового штурма». При выборе того или иного метода решения задачи каждому участнику группы экспертов дается одинаковое число голосов. Например, 10. Каждый голосующий должен распределить данные ему голоса между обсуждаемыми вариантами так, как он желает. Вариант, набравший большинство голосов всех участников, считается победившим. В зависимости от задачи экспертизы он может быть рекомендо-
ван к применению или может быть подвергнут более глубокому анализу.
Карта процесса высокого уровня (диаграмма SIPOC). Метод SIPOC – аб-
бревиатура от Supplier (поставщик), Input (вход), Process (процесс), Output (выход), Customer (потребитель). При помощи этой диаграммы удобно показать основные бизнес-процессы и определить варианты действий. Диаграмма SIPOC показывает, какие основные виды действий или основные подпроцессы существуют в бизнес-процессе, и показывает это через взаимодействие поставщиков, входов, выходов и потребителей. Диаграмма SIPOC помогает определить границы и наиболее важные элементы процесса, не сильно вдаваясь в детали и поэтому не теряя общее видение ситуации.
Кинструментам сбора данных относятся следующие.
1.Выборочный метод.
2.Операциональные определения.
3.Методы определения голоса потребителя.
4.Контрольные листки и электронные таблицы.
5.Анализ систем измерений.
Выборочный метод. Это способ оценки характеристик генеральной совокупности (математического ожидания, дисперсии и др.) по результатам измерений ограниченного количества объектов (выборки из генеральной совокупности). Чтобы выборочные оценки в минимальной степени отличались от характеристик генеральной совокупности, разработан комплекс методов отбора выборок, оценки сходимости указанных показателей [29]. В частности, к выборке предъявляются требования репрезентативности (представительности) и достаточного объема. Выборки делят на повторные и бесповторные, преднамеренные и случайные, мгновенные и общие, малые и большие.
Выборочный метод позволяет получить достаточно точную информацию о процессе при минимальных затратах.
Операциональные определения. Измерения не будут иметь смысла, если люди не договорятся подсчитывать и/или классифицировать вещи одним и тем же способом. Операциональное определение – это ясное, детальное и понятное описание того, как интерпретировать данные или сведения о процессе, которое дает возможность получать непротиворечивую информацию.
Методы определения голоса потребителя (Voice of the customer,VOC).
Поскольку во множестве задач и процессов методологии «Шесть сигм» центральным объектом является потребитель, весьма важную роль играют методы, помогающие организации собрать входную информацию от внешних потребителей, оценить и проранжировать их требования и обеспечить постоянную обратную связь с организацией. К этим методам, относится и метод структурирования функции качества, рассмотренный в п. .
Контрольные листки и электронные таблицы. Контрольные листки – это формы, служащие для сбора и систематизации данных. Контрольные листки служат 2 целям.
1. Обеспечить сбор правильных данных – чтобы были собраны все нужные факты: где произошло событие, сколько, кто был потребителем. Мы называем эти факты факторами стратификации.
244
Раздел II. Системы и инструменты управления качеством
2. Сделать процесс сбора данных как можно более простым для тех, кто его осуществляет.
Контрольные листки могут различаться – от простых таблиц и опросников до диаграмм, на которых отмечается, где произошла ошибка или сбой.
Электронные таблицы – средство группировки и организации данных, полученных при помощи контрольных листков.
Вчисло инструментов анализа процесса и данных входят следующие.
1.Анализ течения процесса.
2.Анализ добавленной ценности.
3.Графики и диаграммы.
4.Диаграмма Парето.
5.Гистограмма.
6.График серий (трендов).
7.Диаграмма разброса.
Инструменты 3, 4, 5, 7 описаны в п. .. Рассмотрим остальные из названных инструментов.
Анализ течения процесса. Объектом данного анализа могут быть как характер изменения и взаимосвязи, характеристик процесса или его продукции, так и вопросы организации процесса.
В первом случае могут быть использованы практически все перечисленные в данном разделе инструменты. Во втором случае – блок-схема процесса. С ее помощью можно исследовать процесс на предмет наличия лишних шагов, неразберихи с передачей работы на следующие стадии, ненужных этапов принятия решений и т.д. Если есть другие данные о процессе, то можно будет выявить и такие проблемы, как задержки, «узкие места», дефекты и переделки. Анализ течения процесса может быть одним из самых быстрых путей поиска глубинных причин проблем.
Анализ добавленной ценности.Большое преимущество ориентации на требования внешнего потребителя заключается в способности оценивать процессы на основе фактора добавленной ценности. Бизнес-процессы имеют тенденцию со временем разрастаться, и обычно задачи, которые добавляются, – инспекции, новые функции, анализ, отчеты – оказываются не слишком полезными или вообще не приносящими пользы тем, кто платит по счету. В анализе добавленной ценности каждый шаг, нанесенный на детальную карту процесса, рассматривается на предмет добавления реальной ценности конечному потребителю. («Готовы ли они платить за то, что мы вот так работаем?»)
График серий (трендов). Этот график показывает, как изменяются параметры процесса или продукции во времени. Эта информация необходима для совершенствования процессов и продукции.
•корреляция и регрессия. Данные инструменты – из той же серии, что и диаграмма разброса, однако они позволяют получить более детальную картину: коэффициенты регрессии, простая однофакторная регрессия, многофакторная регрессия, анализ поверхности отклика и другие. Данные инструменты позволяют проверить наличие, природу и тесноту связи между параметрами процесса или продукта. Например, такие факторы, как давление шин, температура и скорость движения, влияют на расход бензина;
•планирование эксперимента. Это набор методов, служащих для планирования и проведения управляемых (активных) экспериментов, чтобы понять, как ведет себя процесс или продукт. Обычно две или несколько характеристик процесса тестируются в различных условиях. Кроме помощи в поиске причины проблемы, планирование эксперимента весьма полезно
для получения максимума выгоды от принятого решения (это называется «оптимизацией» отклика).
Помимо перечисленных, при анализе данных широко используются методы оценки погрешностей измерений [30, 31], анализа вида и параметров распределений [29, 31, 32], изучения случайных процессов [33, 34], оценки надежности продукции и процессов [35], оптимизации процессов [36, 37]. В последние годы для анализа данных широко используются пакеты программ для ПК, например Ехсеl.
Инструменты реализации решения и управления процессом.
Методы управления проектами. То, что вы умеете анализировать проблему, еще не означает, что вы сможете реализовать решение на практике. Компании, строящие систему «Шесть сигм», давно осознали важность фундаментальных знаний в области управления проектами, куда входят планирование, бюджетирование, составление графиков, коммуникации, управление коллективом. Весьма важно знать и технические инструменты управления проектом (например, диаграммы Ганта, временные диаграммы).
Анализ потенциальных проблем и анализ видов и последствий отказов
(Failure Mode and Effects Analysis, FMEA). Это 2 ключевых метода по предот-
вращению проблем, которые применяются как для запуска новых процессов, так и для оперативного управления ими. Оба метода начинаются с мозгового штурма, когда команда предполагает, что может произойти не так. Затем потенциальные проблемы ранжируются. В завершение команда старается придумать, как предотвратить самые большие риски, а также как снизить эффект от негативных событий, если они произойдут (они называются «непредвиденными» событиями).
Анализ заинтересованных сторон. Серьезные изменения затрагивают интересы множества людей. Находчивые члены команд или лидеры понимают, что изменения только тогда закончатся успешно, когда они смогут учесть потребности и перспективы различных участников, которые называются заинтересованными лицами. В анализе заинтересованных сторон определяются люди и группы, интересы которых нужно учесть, выявляются их взгляды на проект
246
Раздел II. Системы и инструменты управления качеством
или на решение, а также определяется, что нужно сделать, чтобы получить от них нужные входы и/или поддержку.
Диаграмма поля сил. Диаграмма поля сил показывает взаимоотношения между теми факторами, которые способствуют изменениям, и теми, которые мешают, сопротивляются им. Подобно анализу заинтересованных сторон, диаграмма поля сил применяется для разработки планов поддержки важных изменений. (Обычно лучшая стратегия сконцентрироваться на ослаблении влияния противоборствующих факторов путем обучения и оттачивания решения.)
Диаграмма поля сил помогает команде определить факторы, способствующие или противодействующие предлагаемому решению. Для каждого изменения найдутся факторы сопротивления. Команда «Шесть сигм» должна понять, как сделать свои идеи приемлемыми и работающими для как можно большего числа людей.
Документирование процесса. После того как команда DMAIC определилась с тем, какие решения следует применять, и уже получила результаты, приходит время передать ответственность тем, кто будет управлять процессом в рабочем режиме. Последняя и самая важная задача команды DMAIC на шаге «Проверка» – создать эффективную, ясную, несложную документацию процесса (карты процесса, инструкции, системы оценки и пр.).
Сбалансированная система показателей и «приборная» панель процесса.
Система «Шесть сигм» по-новому акцентировала внимание на способности людей в организации регистрировать данные о текущих результатах, трендах и других важных показателях процесса. Сбалансированная система показателей и «приборная» панель используют список важных параметров, которые в идеале в режиме реального времени обеспечивают обратной связью и позволяют быстро обратить внимание на определенные обстоятельства. Здесь измеряются как параметры выхода (У) процесса, так и параметры входа (X), причем измерения не ограничиваются только финансовыми показателями.
Как видно из приведенного неполного перечня, в методологии «Шесть сигм» используются все имеющиеся инструменты анализа, управления и контроля качества. Набор этих инструментов будет неизбежно расширяться с появлением новых и совершенствованием имеющихся инструментов качества. Выбор тех или иных инструментов должен производиться исходя из их возможностей эффективно решить поставленную задачу.
Пути и этапы развертывания методологии «Шесть сигм» в организации. В зависимости от степени охвата процессов организации возможны 3 пу-
ти развертывания методологии «Шесть сигм».
1.Трансформация организации в целом.
2.Совершенствование отдельных видов деятельности организации.
3.Решение отдельных проблем организации.
12.3. Методология «Шесть сигм»
«Шесть сигма» (six sigma) – высокотехнологичная методика точной настройки бизнес-процессов, применяемая с целью минимизации вероятности
возникновения дефектов в операционной деятельности. Название происходит от статистической категории «среднеквадратическое отклонение», обозначаемой греческой буквой σ. Плановый показатель качества при использовании этой методики — не более 3,4 отклонения (дефекта) на миллион операций.
Базовые принципы. Метод основывается на базовых принципах:
•управление на основе данных и фактов;
•ориентированность на процесс, управление процессом и совершенствование процесса;
•проактивное (упреждающее) управление;
•прозрачность внутрикорпоративных барьеров;
•стремление к совершенству.
При реализации проектов по методике используется последовательность
этапов DMAIC (define, measure, analyze, improve, control — выявить, измерить,
•определение целей проекта и запросов потребителей (внутренних и внешних);
•измерение процесса, чтобы определить текущее выполнение;
•анализ и определение коренных причин дефектов;
•улучшение процесса, сокращая дефекты;
•контроль дальнейшего протекания процесса.
Первоначально методика «Шесть сигма» была разработана в качестве
комплекса мер, направленных на усовершенствование процессов производства и устранения дефектов, однако впоследствии она нашла применение в других видах бизнес-процессов. В концепцию «Шесть сигма» заложено утверждение, что в качестве дефекта рассматривается любое несоответствие, которое может привести к неудовлетворенности потребителя.
Происхождение и значение понятия «процесс шесть сигма». Сигма отражает среднеквадратическое отклонение статистической совокупности, являясь мерой вариабельности. Суть понятия «процесс шесть сигма» заключается в том, что процесс производства считается бездефектным, если промежуток между математическим ожиданием (МО) процесса и его границей поля допуска будет равным шести среднеквадратическим отклонениям. Это утверждение основывается на знаниях, полученных из работ по исследованию возможностей процессов производства. В упомянутых исследованиях за единицу расстояния между МО и границей поля допуска принято брать среднеквадратическое отклонение. В том случае если среднеквадратическое отклонение приближается к середине поля допуска, а МО смещается от него, в промежуток между МО и ближайшей границей поля допуска будет входить меньшее количество среднеквадратических отклонений.
Смысл смещения в 1,5 сигма. Опыт показывает, что показатели процессов имеют тенденцию изменяться с течением времени. В результате со временем в промежуток между границами поля допуска будет входить меньше, чем было установлено первоначально. Опытным путем было установлено, что изменение параметров во времени можно учесть с помощью смещения в 1,5 сигма. Другими словами, с течением времени длина промежутка между границами
248
Раздел II. Системы и инструменты управления качеством
поля допуска под кривой нормального распределения уменьшается до 4,5 сигма вследствие того, что МО процесса с течением времени смещается и/или среднеквадратическое отклонение увеличивается.
Широко распространенное представление о «процессе шесть сигма» заключается в том, что такой процесс позволяет получить уровень качества 3,4 дефектных единиц на миллион готовых изделий при условии, что длина под кривой слева или справа от МО будет соответствовать 4,5 сигма(без учета левого или правого конца кривой за границей поля допуска). Таким образом уровень качества 3,4 дефектных единиц на миллион готовых изделий соответствует длине промежутка 4,5 сигма, получаемых разницей между 6 сигма и сдвигом в 1,5 сигма, которое было введено, чтобы учесть изменение показателей с течением времени. Такая поправка создана для того, чтобы предупредить неправильною оценку уровня дефектности, встречающееся в реальных условиях.
Точность и ее роль в сборочном процессе. Продолжающаяся микроминиатюризация изделий приводит к необходимости применения компонентов настолько малых размеров и с таким частым расположением выводов, что смещение компонента на несколько десятков микрометров может приводить к браку.
Поэтому одним из первых параметров, на которые обращают внимания современные производители электроники при выборе автомата установки компонентов для поверхностного монтажа, является точность.
Под точностью производства понимают степень соответствия изготовленного изделия заданным размерам, форме, механическим, физическим и иным характеристикам, вытекающим из назначения этого изделия. Точность выполнения операции отличается от точности всего процесса.
Точность сборочной операции характеризуется отклонением положения установленных изделий, от заданных (номинальных) положений, называемым погрешностью установки. Диапазон, образованный максимальными отклонениями, не приводящими к браку конечного изделия, называется полем допуска
(англ. tolerance).
Под точностью оборудования понимают практическую способность этого оборудования обеспечить заданную точность выполнения операции в определенных производственных условиях и при достаточно малом влиянии факторов, не определяющихся этим оборудованием.
Максимальное отклонение и вероятностный допуск. Поэтому при разработке системы качества производства в зависимости от требований к конечному изделию и планируемых мер по контролю и устранению возникающего брака всегда принимают в расчет вероятностный допуск, который задается при определенной вероятности установки компонента со смещением не более заданного.
Как известно, если на некоторый процесс оказывает влияние большое число независимых равноправных случайных факторов, распределенных равномерно, то сам процесс подчиняется закону распределения Гаусса, или нормальному закону распределения:
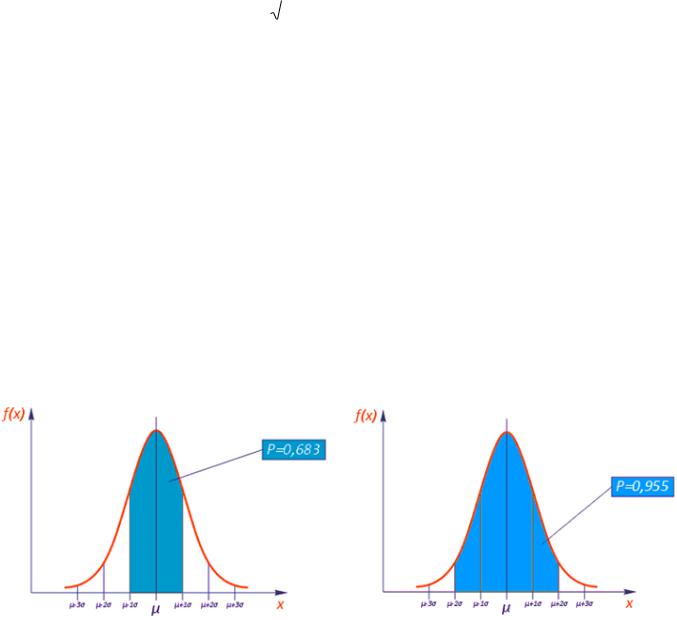
В данном случае x – смещение компонента по каждой отдельно взятой оси X или Y, либо отклонение по углу поворота θ вокруг оси Z. Вероятность попадания случайной величины x в заданный диапазон (–δx, +δx) равна интегралу f(x) по данному диапазону (рис. 12.3):
P x x x
x
f x dx
x
Эта вероятность, как несложно заметить, определена двумя величинами: математическим ожиданием μ и среднеквадратичным отклонением σ.
Поскольку вероятность смещения компонента однозначно определяется двумя параметрами µ и σ, вместо вероятности установки компонента в заданное поле допуска можно указать эти два параметра. Например, параметры µ = 0 и σ = 0,05 мм означают, что вероятность попадания величины в область с отклонением не более ±0,05 мм составляет примерно 0,683, т.е. 683 компонента из тысячи будут установлены со смещением не более 0,05 мм в обе стороны по одной из осей (см. рис. 12.3).
Рис. 12.3. Функция плотности вероятности для случайной величины, распределенной по нормальному закону
Систематическая и случайная погрешности. Погрешность установки, как и любая погрешность, складывается из систематической и случайной погрешности.
Систематическая составляющая погрешности выражается в смещении положения установленного компонента от номинального на постоянную величину. Т.е. под влиянием систематической погрешности все компоненты будут смещены одинаково.
К систематическим погрешностям следует отнести те из них, которые связаны с точностью изготовления, сборки и наладки данного конкретного автомата – деталей его сборочных головок, приводов, устройства фиксации пла-