

1. Установить как можно точнее, какое событие будет наблюдаться. Каждый должен следить за одной и той же вещью.
2. Договориться о периоде, в течение которого будут собираться данные. Он может колебаться от часов до недель.
3. Построить форму, которая будет ясной и легкой для заполнения. В форме должны быть четко обозначены графы и колонки, должно быть достаточно места для внесения данных.
4. Собирать данные постоянно и честно, ничего не искажая. Еще раз убедитесь, что назначенное вами время достаточно для выполнения за дачи по сбору данных.
Собранные
данные должны быть однородными. Если
это не так, необходимо сначала сгруппировать
данные, а затем рассматривать их по
отдельности.
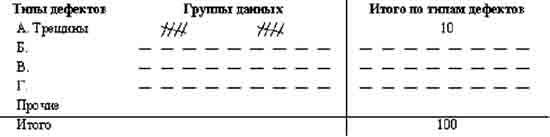
Рис 2. Контрольный листок.
ГИСТОГРАММА
Для наглядного представления тенденции изменения наблюдаемых значений применяют графическое изображение статистического материала. Наиболее распространенным графиком, к которому прибегают при анализе распределения случайной величины при проведении контроля качества, является гистограмма или столбчатая диаграмма.
Гистограмма- это инструмент, позволяющий зрительно оценить закон распределения статистических данных.
Гистограмма распределения обычно строится для интервального изменения значения параметра. Для этого на интервалах, отложенных на оси абсцисс, строят прямоугольники (столбики), высоты которых пропорциональны частотам интервалов. По оси ординат откладывают абсолютные значения частот. Гистограмма очень удобна и для визуальной оценки расположения статистических данных в пределах допуска. Чтобы оценить адекватность процесса требованиям потребителя, необходимо сравнить качество процесса с полем допуска, установленным пользователем. В данном случае на гистограмму необходимо нанести верхнее (SLU) и нижнее (SL) значения поля допуска в виде линий, перпендикулярных оси абсцисс, чтобы сравнить распределение параметра качества процесса с требованиями потребителей, что позволяет увидеть, как располагается гистограмма внутри этих линий.
Существуют два способа построения гистограммы.
Первый способ. На заранее заготовленный контрольный листок наносят метки (крестики) соответствующих размеров и производят их подсчет. Совместное расположение меток (крестиков) на контрольном листке характеризует форму гистограммы.
Второй способ. Предусматривает выполнение следующих этапов:
1. Разработка контрольного листка. На данном этапе нужно обратить внимание на два момента. Во-первых, нужно помнить, что гистограмма будет достоверно отражать картину изменений процесса при наличии не менее 50 случайных результатов измерений, причем оптимальным является 100 измерений, когда вероятность ошибки составляет не более 0,02. Во-вторых, в контрольном листке необходимо учесть столбцы, строки и ячейки, позволяющие максимально упростить последующие расчеты.
2. Заполнение контрольного листка.
3. Вычисление выборочного размаха. В контрольном листке с данными находятся наибольшие и наименьшие выборочные значения и вычисляется размах R:
![]() (2.1)
(2.1)
4. Определение размеров классов. Размеры классов определяются так, чтобы размах, включающий максимальное и минимальное значения, делился на интервалы равной ширины. Для получения ширины интервалов R делят на число, чтобы получилось от 5 до 20 интервалов равной ширины (h)
Можно подсчитать количество классов другим способом: число интервалов должно примерно соответствовать корню квадратному из общего количества данных. При числе данных 30-50 количество интервалов должно быть 5-7; при числе данных 50-100 – 6-10; при числе данных 100-250 – 7-12. Нужно помнить, что для удобства дальнейших расчетов лучше всего использовать нечетное число классов.
5. Определение границ класса. На данном этапе нужно помнить, что числовые диапазоны первого и последнего классов соответственно должны включать наименьшее и наибольшее значения, полученные опытным путем и внесенные в контрольный листок. Вначале находят наименьшее (нижнее) граничное значение для первого класса:
![]() (2.2)
(2.2)
где Xmin - наименьшее выборочное значение, Единица измерения – порядок точности замеров.
Далее к полученному значению прибавляют ширину h интервала, чтобы получить максимальное (верхнее) значение границы первого класса. При определении минимального и максимального значений второго класса нужно: минимальному значению границы второго класса присвоить максимальное значение границы первого класса, и прибавить ширину h к нижней границе второго класса для получения верхней и т.д.
6. Вычисление середины класса. Середина класса вычисляется по следующей формуле:
![]() (2.3)
(2.3)
где Н - нижняя граница класса, В - верхняя граница первого класса.
Середины второго, третьего и последующих классов можно получить прибавлением ширины классов (Л).
7. Подготовка вспомогательной таблицы. Для облегчения дальнейших расчетов и построения гистограммы удобно использовать вспомогательную таблицу, указанную на рис. 2.1.
8. Подсчет частот. Определить, в какой класс входит каждое значение контрольного листка, указав их в виде палочек в столбце "частота". Далее нужно подсчитать количество попаданий (частоту) в каждом классе и определить суммарную частоту ∑f. Если ∑f больше или меньше количества данных, указанного в контрольном листке, необходимо данный пункт повторить заново, т.е. опять определить, к какому классу принадлежит каждое значение.
9. Вычисление среднего арифметического и стандартного отклонения.
10. Построение диаграммы. На горизонтальной оси откладывают значения параметров (интервалы), а на вертикальной оси - частоту попадания данных в соответствующий интервал. Для каждого класса строят прямоугольник (столбик) с основанием, равным ширине интервала класса, и высотой, соответствующей частоте попадания данных в этот интервал. На график наносятся средняя арифметическая линия и линии, представляющие границы допуска, если они есть. На чистом поле указываются следующие данные: период, в течение которого собирались данные, число данных п, среднее арифметическое X, стандартное отклонение S.
По рисунку гистограммы можно определить состояние проверяемого параметра (процесса). Различают следующие модификации формы гистограммы:
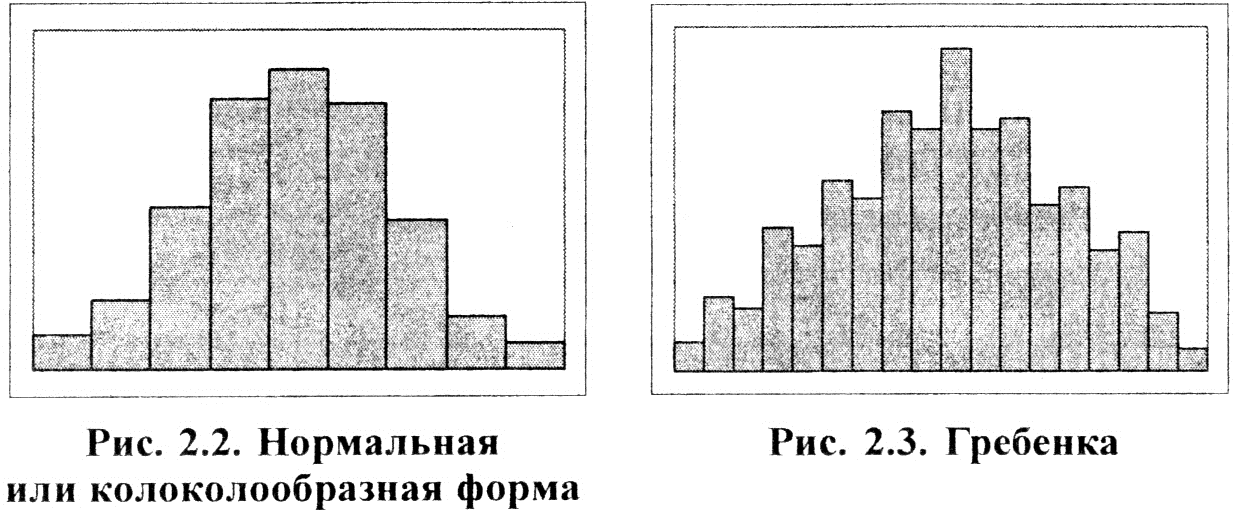
а) симметричная гистограмма (нормальное распределение). Среднее значение гистограммы приходится на середину размаха данных. Наивысшая частота оказывается в середине и постепенно снижается к обоим концам, вырисовывая колоколообразную форму (рис. 2.2). Эта форма встречается чаще всего и говорит о стабильности контролируемого параметра или процесса.
б) гребенка. Классы через один имеют более низкие частоты (рис. 2.3). Такая форма встречается, когда число единичных наблюдений, попадающих в класс, колеблется от класса к классу или когда действует определенное правило округления данных.
в) положительно скошенное распределение (рис. 2.4а) или отрицательно скошенное распределение (рис. 2.46). Среднее значение гистограммы локализуется слева (справа) от центра размаха. Частоты довольно резко спадают при движении влево (вправо) и, наоборот, медленно – вправо (влево). Форма асимметрична; встречается, когда нижняя (верхняя) граница регулируется либо теоретически, либо по значению допуска, или когда левое (правое) значение недостижимо.
г) двугорбая гистограмма. Такая гистограмма содержит два возвышения, которые чаще всего имеют разную высоту, с провалом между ними (рис. 2.5). Гистограмма указывает на случаи объединения двух распределений с разными средними значениями (например, в случае наличия разницы между двумя станками, между двумя рабочими и т.д.). В данном случае необходимо провести расслоение и исследовать причины выявленных различий.
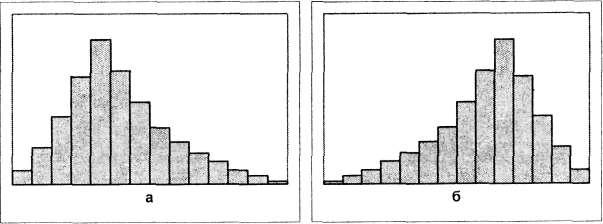
Рис. 2.4. Скошенное распределение: а - положительное, б - отрицательное

д) плато (равномерное и прямоугольное распределения). Частоты в разных классах образуют плато, поскольку все классы имеют более или менее одинаковые ожидаемые частоты с конечными классами (рис. 2.6). Такая форма встречается в смеси нескольких распределений, имеющих различные средние арифметические.
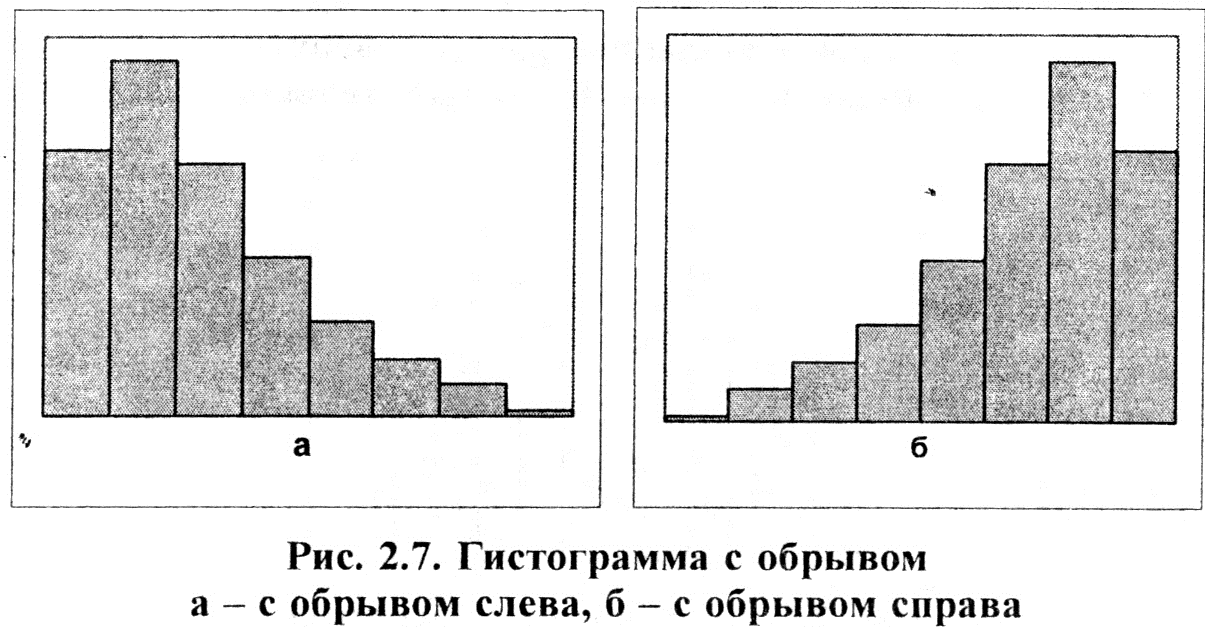
е) гистограмма в форме обрыва слева (справа), у которой обрезан один край (рис. 2.7). Среднее арифметическое гистограммы локализуется далеко слева (справа) от центра размаха. Частоты спадают при движении влево (вправо) резко и, наоборот, вправо (влево) – медленно. Указанная форма встречается при стопроцентном рассеивании изделий из-за плохой воспроизводимости процесса.
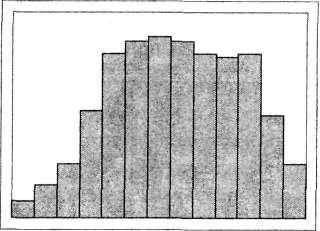 Рис.
2.6. Плато
Рис.
2.6. Плато
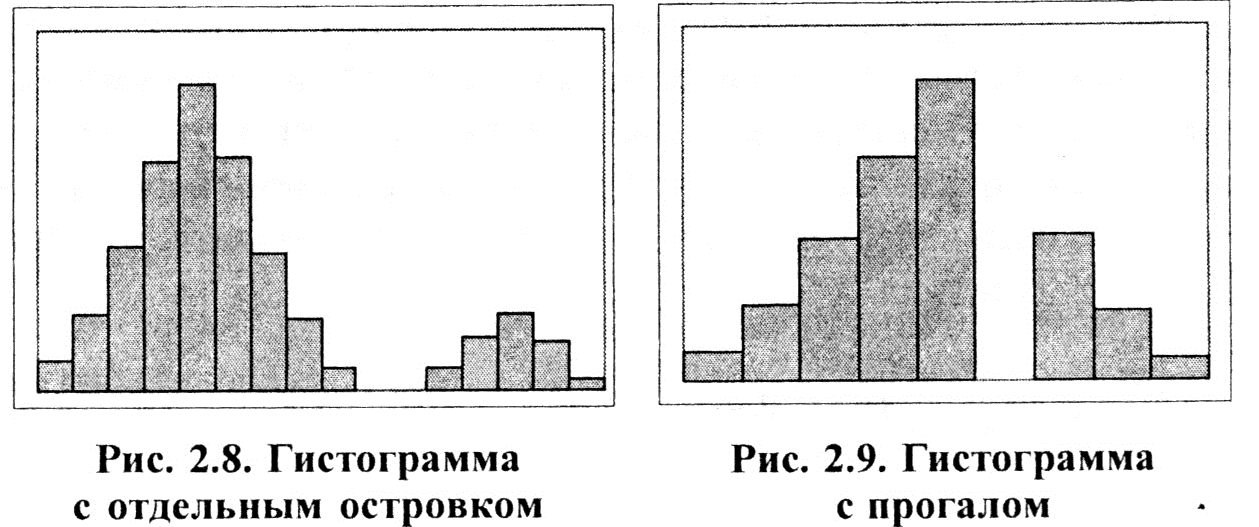
ж) гистограмма с отдельным островком. Подобная форма появляется при наличии малых включений данных из другого распределения, например, в случае нарушения нормальности процесса, появления ошибки измерения или включения данных из другого процесса (рис. 2.8).
з) гистограмма с прогалом (с "вырванным зубом"). Такая гистограмма (рис. 2.9) получается, когда ширина интервала класса не кратна единице измерения (не выражается целым числом выбранной единицы измерения), когда оператор ошибается в считывании показателей шкалы, и т.д.
Если гистограмма имеет симметричный (колоколообразный) вид, то можно предположить о гауссовском (нормальном) законе распределения случайной величины. В этом случае среднее значение гистограммы приходится на середину размаха данных. Наивысшая частота оказывается в середине и постепенно снижается в обе стороны. Эта форма встречается чаще всего на практике. Главная особенность, выделяющая его среди других законов, состоит в том, что он является предельным законом, к которому приближаются другие законы распределения.
Термин "нормальный" в данном случае не совсем удачен. Многие признаки подчиняются нормальному закону, например, дальность полета снаряда, рост человека и т.п. Но если какой-либо признак подчиняется другому, отличному от нормального, закону распределения, то это не означает, что процесс, связанный с этим признаком, протекает "ненормально".
Гистограмма имеет дело с измеряемыми данными (температура, толщина) и их распределением. Распределение может быть критическим, т.е. иметь максимум. Многие повторяющиеся события дают результаты, которые изменяются во времени. Гистограмма обнаруживает количество вариаций, которые имеет процесс. Типичная гистограмма может выглядеть так, как показано на рис.
Р ис.
Гистограмма
ис.
Гистограмма
ДИАГРАММА ПАРЕТО
Столбиковая диаграмма, названная именем итальянского экономиста В.Парето (1845-1923), который изобрел формулу, показывающую неравномерность распределения благ, а именно, наибольшая доля доходов или благ принадлежит небольшому числу людей, но они дают наибольшую отдачу. Подобное распределение для классификации проблем качества на немногочисленные существенно важные и многочисленные несущественные впервые применил американский ученый Дж. Джуран и назвал этот метод анализом Парето, согласно которому в большинстве случаев подавляющее число дефектов и связанных с ними потерь возникает из-за относительно небольшого числа причин.
Суть диаграммы Парето заключается в том, что при ее построении выявляется статистическая закономерность, так называемый "закон 80/20", означающий, что если число дефектов принять за 100%, то примерно 80% всех дефектов происходит из-за приблизительно 20% всех возможных причин. Таким образом, экономически целесообразным будет устранить 1/5 часть причин, приносящих наибольший ущерб.
Диаграмма Парето строится в несколько этапов.
Этап 1. Определение проблемы и метода сбора данных:
1) выбор типа проблемы исследования;
2) выбор необходимых данных и их классификация (нечасто встречающиеся признаки классифицируются под заголовком "прочие");
3) определение метода и периода сбора данных.
Этап 2. Разработка контрольного листка для регистрации данных с перечнем видов собираемой информации.
Этап 3. Заполнение контрольного листка и подсчет итогов.
Этап 4. Расположение полученных данных в порядке убывания значимости (группа "прочие" помещается в конец последовательности вне зависимости от числового значения).
Этап 5. Графическое изображение диаграммы Парето.
Начертить одну горизонтальную и две вертикальные оси. На левой вертикальной оси наносится шкала с интервалом от 0 до числа, соответствующего общему итогу. Правая вертикальная ось - шкала с интервалом от 0 до 100% (причем число 100% должно стоять на одной горизонтальной линии с числом на левой оси, соответствующим общему итогу). На горизонтальной оси указывается количество контролируемых признаков (с учетом группы "прочие").
Этап 6. Построение столбиковой диаграммы в порядке убывания значимости контролируемых признаков (на основе результатов этапа 4).
Этан 7. Расчет и черчение кумулятивной кривой.
Этап 8. Нанесение на диаграмму всех обозначений (название, разметка числовых значений на осях, наименование контролируемого изделия, имя составителя диаграммы) и надписей (период сбора информации, объект исследования и место его проведения, общее число объектов контроля).
Выделяют следующие виды диаграмм Парето.
1. Диаграмма Парето по результатам деятельности. Предназначена для выявления главной проблемы, отражающей негативные результаты деятельности (дефекты, поломки, ошибки, отказы, рекламации, ремонт, возвраты продукции, объем потерь, затраты, нехватка запасов, ошибки в составлении счетов, срыв сроков поставок, несчастные случаи, трагические ошибки, аварии и т.д.).
2. Диаграмма Парето по причинам. Отражает причины проблем, возникающих в ходе производства, с целью выявления главной из них (например, для причины рабочий -это смена, бригада, возраст, опыт работы, квалификация, индивидуальные характеристики и т.д.).
При построении диаграмм Парето нужно придерживаться следующих правил:
1. Для эффективного анализа нужно пользоваться разными классификациями и составлять несколько диаграмм Парето, т.к. суть проблемы можно уловить, наблюдая явление с разных точек зрения.
2. Нежелательно, чтобы группа "прочие" факторы составляла большой процент, т.к. скорее всего объекты наблюдения расклассифицированы неправильно и слишком много объектов попало в одну группу.
3. Если данные можно представить в денежном выражении, лучше всего показать это на вертикальных осях диаграммы Парето.
При использовании диаграммы Парето для контроля важнейших факторов наиболее распространенным методом анализа является так называемый ABC-анализ, сущность которого заключается в том, что все причины разбиваются на три группы.
К первой группе, группе А, относится небольшое число причин, которые оказывают существенное воздействие на исследуемую проблему. Данная категория позволяет выявить причины, где скрываются 60–70% потенциальных решений для улучшения, и, затратив минимум усилий, можно получить максимум эффекта.
Вторая группа, группа С, состоит из большого числа причин, оказывающих незначительное воздействие на объект исследования. Данная категория позволяет решить проблему всего на 5–10%, затратив при этом максимум усилий. Поэтому причины, входящие в группу С (чаще всего это группа "прочие"), сразу откидывают в связи с экономической неэффективностью их анализа и дальнейшего улучшения.
Оставшаяся третья группа, группа В, содержит в себе 25-30% потенциальных решений для улучшения, к которым прибегают в двух случаях. Во-первых, иногда невозможно или неэффективно анализировать причины, входящие в группу А (нет опыта на предприятии по решению данной проблемы, повышенные затраты и т.д.). Во-вторых, когда исчерпаны все варианты решений первой группы, а значительного результата не достигнуто.
Для удобства ABC-анализа необходимо на диаграмме Парето начертить кумулятивную кривую, указывающую суммарную весомость причин. Данная кривая строится следующим образом: во-первых, необходимо подсчитать общую сумму значений причин, которую нужно принять за 100%. Далее, во-вторых, необходимо подсчитать весомость каждой причины в процентах. В-третьих, первой точке кумулятивной кривой присвоить значение наиболее весомой причины (первой по порядку на диаграмме Парето). В-четвертых, вторая точка определяется как сумма весомостей первой и второй причин и т.д. В-пятых, необходимо соединить точки между собой линией. При прибавлении весомости категории "прочие" результат суммирования должен равняться 100%. Поэтому, используя кумулятивную кривую, легко определить, какие категории причин входят в группы А, В и С.
Таким образом, выяснив источники появления "немногочисленных существенно важных" дефектов (группа А), можно устранить почти все потери, сосредоточив внимание на ликвидации именно этих причин, отбросив из рассмотрения те источники, которые приводят к отдельным "многочисленным несущественным" дефектам, на исправление которых затрачиваются значительные усилия.
Диаграмму Парето целесообразно применять вместе с причинно-следственной диаграммой. Чтобы решить выявленную серьезную проблему, необходимо уяснить сущность явления каждой конкретной причины. В подобной ситуации собирают по возможности большее число заинтересованных лиц и начинают всесторонне изучать коренную причину недоброкачественности. В результате построения причинно-следственной диаграммы останавливаются на четырех-пяти причинах, требующих первоочередного внимания.
После проведения корректирующих мероприятий диаграмму Парето можно вновь построить для изменившихся в результате коррекции условий и проверить эффективность проведенных улучшений.
Построение диаграммы Парето, основанное или на контрольных листках или на других формах сбора данных помогает привлечь внимание и усилия к действительно важным проблемам. Можно достичь большего, занимаясь самым высоким столбиком, не уделяя внимание меньшим столбикам.

Рис. Диаграмма Парето
ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА (диаграмма Исикавы)
Качество изделия как суперсистема является результатом действия системы фактов и причин (подсистем), составляющих технологический процесс. Если качество изделий оказалось неудовлетворительным, следовательно, в системе факторов и причин, то есть в какой-то точке процесса изготовления продукции, произошло отклонение от заданных условий.
Для повышения качества продукции, во-первых, необходимо определиться со всеми причинами, которые определяют качество, и, во-вторых, выявить все факторы (дефекты), влияющие на каждую причину. Затем на факторы, которые оказывают отрицательное влияние на результат, необходимо оказать воздействие правильно подобранными методами и этим ввести процесс в стабильное состояние. При этом удобно пользоваться причинно-следственной диаграммой.
История появления причинно-следственной диаграммы уходит в период послевоенного роста экономики Японии, связанного с постоянным повышением качества продукции. В 1953 г. профессор Токийского университета Каору Исикава, обсуждая проблему качества на одном из заводов, суммировал мнение инженеров в форме диаграммы причин и результатов. Когда диаграмму начали применять на практике, она оказалась весьма полезной и скоро стала широко использоваться во многих компаниях Японии, получив название диаграммы Исикавы. Она была включена в японский промышленный стандарт (JIS) на терминологию в области контроля качества и определяется в нем следующим образом: диаграмма причин и результатов - диаграмма, которая показывает отношение между показателем качества и воздействующими на него факторами. Иногда диаграмму Исикавы также называют диаграммой "рыбий скелет" из-за схожести ее с последним.
Перед тем, как приступить к построению диаграммы Исикавы, необходимо собрать данные, которые берутся из всех доступных источников: используются журнал регистрации операций, журнал регистрации данных текущего контроля, сообщения рабочих производственного участка и т.д. При построении диаграммы выбираются наиболее важные с технической точки зрения факторы. Для этой цели широко используются методы мозгового штурма.
Методы мозговой атаки (штурма) основаны на том непреложном факте, что коллективная мыслительная способность во много раз превышает способности одного человека. Она применяется для выявления проблем; поиска их причин; разработки решений и т.д.
Мозговой штурм представляет собой организованное обсуждение вслух заранее намеченной темы двумя путями.
1. Упорядоченно, когда каждый член группы подает идеи в порядке очередности по кругу или пропускает свою очередь до следующего раза. Данный способ позволяет побудить к разговору даже самых молчаливых людей, но при присутствии некоторого элемента давления.
2. Неупорядоченно, когда члены группы подают идеи по мере того, как они приходят к ним на ум. В данном случае создается более раскованная атмосфера, однако всегда есть опасность давления со стороны наиболее говорливых.
В обоих случаях общие правила поведения одинаковы:
1) Никогда не критиковать идеи других членов.
2) Записывать на лист или на доску каждую идею, предложенную участниками мозгового штурма, без редактирования.
3) Каждый член группы должен быть согласен с вопросом или повесткой дня предстоящей мозговой атаки.
4) Делать все быстро и четко.
5) Нельзя выбрасывать ни одного листка бумаги, чертежа, схемы, наброска, которые были использованы при мозговой атаке.
Оптимальным временем проведения мозгового штурма является 20-30 минут, т.к. долгое обсуждение проблемы затрудняет дальнейший анализ из-за многочисленных несущественных причин, а быстрое обсуждение не обеспечивает выявления нужных причин.
По ходу мозгового штурма его руководителю необходимо категорически пресекать обсуждение выдвинутых идей (например, "это не возможно", "так не бывает", "коллега не прав" и т.д.), т.к. настрой на благожелательное восприятие даже самых "бредовых" идей помогает избежать межличностных конфликтов.
Однако в жизни такая ситуация встречается очень редко. На заседании, как правило, каждый стремится высказаться как можно быстрее, не прислушиваясь к мнению других. Для избежания таких последствий руководителю мозгового штурма необходимо в начале заседания раздать всем членам группы по чистому листу бумаги, после чего каждый должен перечислить на своем листе проблемы, которые, на его взгляд, нужно решить в первую очередь для выполнения поставленной задачи. По истечении определенного времени листок передается соседу справа (слева). Он молча читает его, знакомится с другой точкой зрения, что рождает у него дополнительные идеи. Допускается уточнять и развивать записанную мысль, вносить совершенно новые идеи, но нельзя повторять свои ранее записанные предложения. Далее листок передается по кругу, пока к каждому не вернется его листок, после чего все листки передаются руководителю, который определяет полный перечень проблем, избегая дублирования. Такой "молчаливый" мозговой штурм имеет всего один недостаток, который заключается в том, что не каждый участник в состоянии четко, кратко и понятно в письменном виде сформулировать свои мысли. Процедура использования метода мозгового штурма в общем виде включает два этапа:
1. Этап генерирования: руководитель группы анализирует руководящие указания по мозговому штурму и назначает дату и время заседания, где члены группы формируют перечень идей. Основная задача - генерировать как можно больше идей.
2. Этап прояснения: группа анализирует перечень идей, чтобы убедиться в правильности их понимания. Основная задача- выявить действительно весомые причины.
Организационные мероприятия по мозговому штурму предполагают следующие моменты:
• руководитель определен;
• назначено конкретное время проведения метода мозгового штурма;
• каждый член группы выступает по очереди, предлагая одну идею;
• по возможности, участники учитывают идеи других членов группы;
• на данном этапе идеи не осуждаются и не обсуждаются;
• идеи регистрируются так, чтобы все участники могли видеть запись;
• все идеи анализируются с целью их прояснения.
Таким образом, методы мозгового штурма являются эффективным инструментом выявления причин и их весомости при построении причинно-следственной диаграммы.
В настоящее время причинно-следственная диаграмма используется во всем мире применительно не только к показателям качества продукции, но и к другим областям науки и техники. В процедуре построения диаграммы можно выделить следующие основные этапы:
Этап 1. Определение показателя качества, которого нужно достичь.
Этап 2. Написание выбранного показателя качества в середине правого края чистого листа бумаги в прямоугольнике и проведение справа налево прямой линии ("хребет"). Определение главных причин ("большие кости"), влияющих на показатель качества, заключенных в прямоугольники, и их соединение стрелками с "хребтом".
Этап 3. Написание (вторичных) причин, влияющих на главные причины ("большие кости") и их расположение в виде "средних костей", примыкающих к "большим". Написание причин третьего порядка ("мелкие кости"), влияющих на вторичные причины, примыкающих к "средним", и т.д.
Этап 4. Ранжирование причин (факторов) по их значимости, с использованием диаграммы Парето или методов мозгового штурма.
Этап 5. Нанесение на диаграмму всей необходимой информации: ее названия; наименования изделия, процесса или группы процессов; имен участников процесса; даты составления и т.д.
При построении диаграммы Исикавы нужно помнить о том, что выявление максимального числа причин, имеющих отношение к анализируемому показателю качества, позволяет быстро и эффективно решить поставленную задачу, т.к. иногда основная причина может скрываться в самой "мелкой кости".
Диаграмма
Исикавы ("рыбий скелет") применяется,
когда требуется исследовать и изобразить
все возможные причины определенных
проблем или условий. Позволяет представить
соотношения между следствием, результатом
и всеми возможными причинами, влияющими
на них. Следствие, результат или проблема
обычно обозначаются на правой стороне
схемы, а главные воздействия или "причины"
перечисляются на левой стороне (рис. 5)
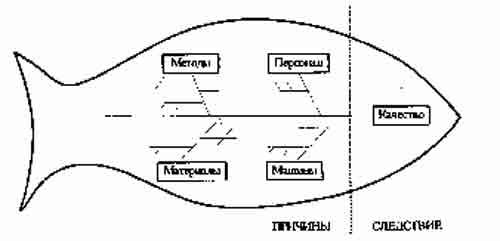
Рис.5. Причинно-следственная диаграмма
СТРАТИФИКАЦИЯ
Одним из наиболее эффективных и простейших статистических методов, широко используемых в системе управления качеством, является метод стратификации, или расслаивания, представляющий собой группировку данных в зависимости от условий их получения на страты (группы) и последующую обработку каждой группы данных в отдельности. Например, данные, относящиеся к изделию, производимому на рабочем месте в цеху, могут различаться в зависимости от исполнителя, от используемого оборудования, от методов проведения рабочих операций, от температурных условий и т.д. Таким образом, данные, разделенные на группы в соответствии с их особенностями, называют слоями (стратами), а сам процесс разделения на слои (страты) – расслаиванием, или стратификацией.
На практике стратификация широко используется для расслаивания статистических данных по различным признакам и анализа выявленной при этом разницы в диаграммах Парето, схемах Исикавы, гистограммах, диаграммах рассеивания и т.д. Расслоение помогает выявить причину появления дефекта, если обнаруживается разница в данных между слоями.
В настоящее время существуют различные методы расслаивания, применение которых зависит от конкретных задач. Например, в производственных процессах часто используется метод 5М, учитывающий факторы, зависящие or человека (таи), машины (machine), материала (material), метода (method), измерения (measurement), поэтому расслаивание можно провести по следующим критериям:
расслаивание по исполнителям - по квалификации, полу, стажу работы и т.д.
расслаивание по машинам и оборудованию — по новому и старому оборудованию, марке, конструкции, выпускающей фирме и т.д.
расслаивание по материалу - по месту производства, фирме-производителю, партии, качеству сырья и т.д.
расслаивание но способу производства - но температуре, технологическому приему, месту производства и т.д.
расслаивание по измерению — по методу измерения, тину измерительных средств или их точности и т.д.
Однако пользоваться этим методом не так просто. Иногда расслаивание но, казалось бы, очевидному параметру не дает ожидаемого результата. В этом случае нужно продолжить анализ данных по другим возможным параметрам в поисках решения возникшей проблемы.
ДИАГРАММА РАЗБРОСА (РАССЕЯНИЯ)
Применяется, когда требуется представить, что происходит с одной из переменных величин, если другая переменная изменяется, и проверить предположение о взаимосвязи двух переменных величин. Диаграмма рассеяния используется для изучения возможной связи между двумя переменными величинами. Глядя на диаграмму рассеяния нельзя утверждать, что одна переменная служит причиной для другой, однако диаграмма проясняет, существует ли связь между ними и какова сила этой связи. Диаграмма рассеяния строится в таком порядке: по горизонтальной оси откладываются измерения величин одной переменной, а по вертикальной оси - другой переменной.
Диаграмма разброса (рассеяния) - инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных.
Эти две переменные могут относиться к:
характеристике качества и влияющему на нее фактору,
двум различным характеристикам качества,
двум факторам, влияющим на одну характеристику качества.
Необходимо отметить, что диаграмма рассеяния не может дать однозначный ответ, служит ли одна переменная причиной для другой, однако она способна прояснить, существует ли такая связь вообще и какова ее сила.
Диаграмма разброса строится в несколько этапов.
Этап 1. Необходимо определиться с двумя факторами между которыми нужно исследовать зависимость. Поскольку корреляция часто означает причину и следствие, то надо выбрать фактор, который следует изменить или которым можно управлять (следствие), а затем выбрать второй фактор (причину), который влияет па первый.
Этап 2. Начертить контрольный листок в виде таблицы для записи парных данных.
Этап 3. Записать не менее 25 - 30 парных данных (х,у) в контрольный листок, указав факторы, между которыми определяется зависимость, время проведения, ФИО исполнителя, последовательность выбора данных.
Этап 4. Анализ данных. Найти максимальные и минимальные значения для х (фактор причина) и у (фактор следствие). Для облегчения чтения диаграммы выбрать шкалы на горизонтальной и вертикальной осях таким образом, чтобы обе длины рабочих частей получились приблизительно одинаковыми. Взять каждой оси от 3 до 10 градаций, используя для облегчения чтения округленные числа.
Этап 5. На отдельном листе бумаги начертить горизонтальную и вертикальную оси и нанести данные. Указать на диаграмме ее название, интервал сбора данных, число пар данных, единицы измерения для каждой оси. ФИО человека, который строил эту диаграмму (зачастую это тот же человек, который собирал данные).
Этап 6. Анализ диаграммы. Если группа точек на графике расположится хаотично, то между исследуемыми данными нет никакой связи. Если точки (или их большая часть) сгруппируются вдоль некой воображаемой линии, то между исследуемыми факторами существует взаимосвязь. Связь может быть как положительной (когда у дорастает вместе с возрастанием х), так и отрицательной (с ростом значения х уменьшаются значения у). Чем плотнее гроздь точек, чем очевиднее она собирается в линию, тем сильнее зависимость между переменными, а значит; воздействуя на одну из величин, можно тем самым контролировать и другую (рис. 2.10).
Этап 7. Вычислить коэффициент корреляции для установления силы связи в количественном выражении по следующей формуле:
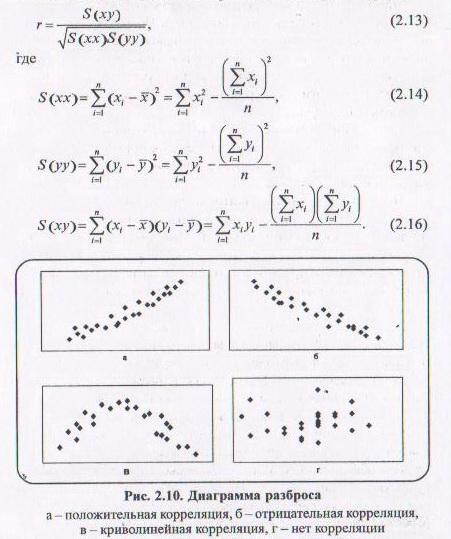
Коэффициент корреляции (r)должен находиться в диапазоне —1 ≤ r ≤ 1. Но если абсолютное значение r > 1,то произошла ошибка и следует пересчитать результат. Если r достигает значения, близкого к +1, то это сильно положительная корреляция. Если х достигает значения, близкого к –1, то это сильно отрицательная корреляция, если r= 0, то никакой корреляции между двумя факторами нет.
Таким образом, диаграмма разброса строится как график зависимости между двумя параметрами (факторами). При наличии корреляционной зависимости причинный фактор оказывает очень большое влияние на характеристику, поэтому, удерживая этот фактор под контролем, можно достичь стабильности характеристики.
Зачастую, при построении диаграммы разброса ставится задача нахождения линейной зависимости между факторами х и у.
КОНТРОЛЬНЫЕ КАРТЫ
Контрольные карты (см. рис.) – график изменения параметров выборки, обычно средних и среднеквадратичного отклонения. Различают контрольные карты для количественного и качественного признаков. Цель построения контрольной карты – выявление точек выхода процесса из устойчивого состояния для последующего установления причин отклонения и его устранения.

Рис. Контрольная карта
Выходящий параметр процесса всегда имеет изменчивость вследствие воздействия различных шумов (малых кратковременных отклонений входов и внутренних параметров). Факторов слабых (малых) шумов обычно много, и поэтому они частично компенсируют друг друга. Вследствие этого в устойчивом состоянии выходы процесса лежат в определённом коридоре. Вероятность выхода параметра за пределы коридора под воздействием только шумов мала.
Контрольные карты впервые введены в 1924 году У. Шухартом с целью исключения отклонений, вызванных не случайными причинами, а при нарушении процесса обработки деталей (технологии обработки)
Существуют два основных типа контрольных карт:
Для контроля по непрерывному (качественному) признаку обычно строятся следующие контрольные карты:
X-карта (карта средних значений). На эту контрольную карту наносятся значения выборочных средних для того, чтобы контролировать отклонение от среднего значения непрерывной переменной (например, диаметров поршневых колец, прочности материала и т.д.).
![]() карта
(Me-карта)
(карта медиан). Для контроля отклонений
от среднего значения непрерывных
переменных наносятся значения средние
значения медиан.
карта
(Me-карта)
(карта медиан). Для контроля отклонений
от среднего значения непрерывных
переменных наносятся значения средние
значения медиан.
R-карта. Для контроля за степенью изменчивости непрерывной величины в контрольной карте этого типа строятся значения размахов выборок.
S-карта. Для контроля за степенью изменчивости непрерывной переменной в контрольной карте данного типа рассматриваются значения выборочных стандартных отклонений.
Обычно контролируется изменение как среднего значения показателя качества, характеризующего уровень настройки процесса, так и технологического рассеивания: строятся двойные карты Шухарта, При этом уровень настройки процесса может оцениваться по средним значениям или медианам, а рассеивание – по стандартным отклонениям или размахам. В соответствии с этим чаще всего используются двойные карты следующих типов:
карты средних значений и размахов (
 X–R-карты);
X–R-карты);карты средних значений и стандартных отклонений (Х - s-карты);
• карты медиан и размахов (Me – R-карты).
Процесс считается стабильным, или статистически управляемым, если об этом свидетельствуют обе карты — и для среднего уровня, и для рассеяния. Возможные состояния процесса с этой точки зрения определяются по ГОСТ Р 50779.44-2001.
При контроле по качественных признакам (годен - негоден) возможны четыре вида контрольных карт:
u - карта (число дефектов на единицу продукции)
c - карта (число дефектов в выборке)
p - карта (доля дефектных изделий в выборке)
np - карта (число дефектных изделий в выборке)
При этом в первом и третьем случаях объем выборки является переменным, а во втором и четвертом - постоянным.
Целями применения контрольных карт могут быть:
выявление неуправляемого процесса
контроль за управляемым процессом
оценивание возможностей процесса
Обычно подлежит изучению следующая переменная величина (параметр процесса) или характеристика:
известная важная или важнейшая
предположительная ненадежная
по которой нужно получить информацию о возможностях процесса
эксплуатационная, имеющая значение при маркетинге
При этом не следует контролировать все величины одновременно. Контрольные карты стоят денег, поэтому нужно использовать их разумно:
тщательно выбирать характеристики
прекращать работу с картами при достижении цели
продолжать вести карты только тогда, когда процессы и технические требования сдерживают друг друга
Необходимо иметь в виду, что процесс может быть в состоянии статистического регулирования и давать 100% брака. И наоборот, может быть неуправляемым и давать продукцию, на 100% отвечающую техническим требованиям. Контрольные карты позволяют проводить анализ возможностей процесса. Возможности процесса – это способность функционировать должным образом. Как правило, под возможностями процесса понимают способность удовлетворять техническим требованиям.