

лаб №6
.doc
Цель: научиться рассчитывать по аналитическим формулам и применять на практике оптимальные режимы резания при сверлении.
Задача 1
На вертикально-сверлильном станке производится сверление отверстия диаметром D = 20Н12 мм, глубиной L = 85 мм. Вид сверления – сквозное, НВ = 210, материал заготовки - серый чугун СЧ 20, шероховатость поверхности Rz = 30 мкм, применение охлаждения - без охлаждения, материал инструмента – твёрдый сплав.
Требуется:
-
выбрать режущий инструмент и материал режущей части инструмента;
-
назначить режимы резания;
-
определить машинное время.
Решение
-
Выбор режущего инструмента и материал режущей части инструмента.
Режущий инструмент – сверло, по таблице 27 выбираем материал режущей части инструмента Р6М5.
-
Назначаем режимы резания.
Затрачиваемая мощность при сверлении зависит от крутящего момента. Крутящий момент вычисляется по формуле:
![]()
где MKp – крутящий момент, воспринимаемый сверлом при резании, Н·м;
СM, q, y – коэффициенты на крутящий момент при сверлении, зависящий от условий резания;
D – диаметр сверла, мм;
S – подача, мм/об;
Kp – коэффициент, учитывающий фактические условия обработки, в данном случае зависит только от материала обрабатываемой заготовки и определяется выражением:
![]()
Кмр – коэффициент на крутящий момент, зависящий от механических свойств материала.

![]() .
.
-
Определяем машинное время.
Основное технологическое (машинное) время:
где Т0 – машинное время;
L - длина хода сверла с рабочей подачей
![]()
lвр — величина врезания сверла, мм (для сверл с одинарной заточкой lвр + lпод = 0,4d);
lо — глубина отверстия, мм;
lвых — величина выхода сверла (при сквозном отверстии lвых = 1…2 мм).
![]() ;
;
n – частота вращения, об/мин
Vp – cкорость резания, м/мин
Сv – коэффициент, учитывающий условия обработки;
D – диаметр отверстия после обработки;
m, g, y - показатели степени;
Т – период стойкости;
Kv - обобщенный поправочный коэффициент
![]()
Кмv - коэффициент на обрабатываемый материал
nv – показатель степени;
Киv – коэффициент на инструментальный материал;
Кιv, - коэффициент учитывающий глубину сверления.
 ;
;
![]() ;
;
 ;
;
 ;
;
 .
.
Задача 2
На
вертикально-сверлильном станке модели
2Н135 производится рассверливание
отверстия диаметра d
= 30 мм до диаметра D
= 45 мм, глубиной L
= 30 мм. Материал заготовки – сталь 40Г,
![]() в
= 750 МПа, вид сверления – глухое,
шероховатость
поверхности, Rz
= 32 мкм, применение охлаждения - без
охлаждения.
в
= 750 МПа, вид сверления – глухое,
шероховатость
поверхности, Rz
= 32 мкм, применение охлаждения - без
охлаждения.
Требуется:
-
выбрать режущий инструмент и материал режущей части инструмента;
-
назначить режимы резания;
-
определить машинное время.
Решение
-
Выбраем режущий инструмент и материал режущей части инструмента.
Режущий инструмент – сверло, по таблице 27 выбираем материал режущей части инструмента Р6М5.
-
Назначаем режимы резания.
![]()
где t – глубина резания, мм;
d – начальный диаметр отверстия;
D – диаметр отверстия после обработки.
![]()
![]()
![]()
-
Определяем машинное время.
 ;
;
![]() ;
;
 ;
;
 ;
;
![]() ;
;
 .
.
Нарезание резьбы метчиком
Для нарезания резьбы необходимо сначала сделать отверстие. Выбираем диаметр и стержень под резьбу:
Dрезьбы = 8 мм;
Шаг резьбы = 1,25 мм;
dсверла= 6,7 мм;
Выбрав сверло (рисунок 1) его вставляют и плотно зажимают в патроне инструмента. Для сверления заготовку закрепляют в зажимах верстака или других зажимных устройствах. Прежде чем начинать сверление, на заготовке размечают центр будущего отверстия. При сверлении необходимо следить за тем, чтобы сверло было размещено под прямым углом к плоскости заготовки.

Рисунок 1- Сверло dсверла = 6,7 мм;
В ходе работы мы наблюдаем, что на сверле образуется наклеп, а также сливная стружка. Перед выходом из заготовки - алюминиевый сплав А95 (рисунок 2) нагрузка возрастает. Подается небольшая скорость, но большая подача, а потом наоборот.

Рисунок 2 -Заготовка
После подготовки отверстия под резьбу (рисунок 3) и выбора воротка (рисунок 4) деталь закрепляют в тисках, черновой метчик (рисунок 5) смазывают (М8) и в вертикальном положении (без перекоса) вставляют в нарезаемое отверстие.
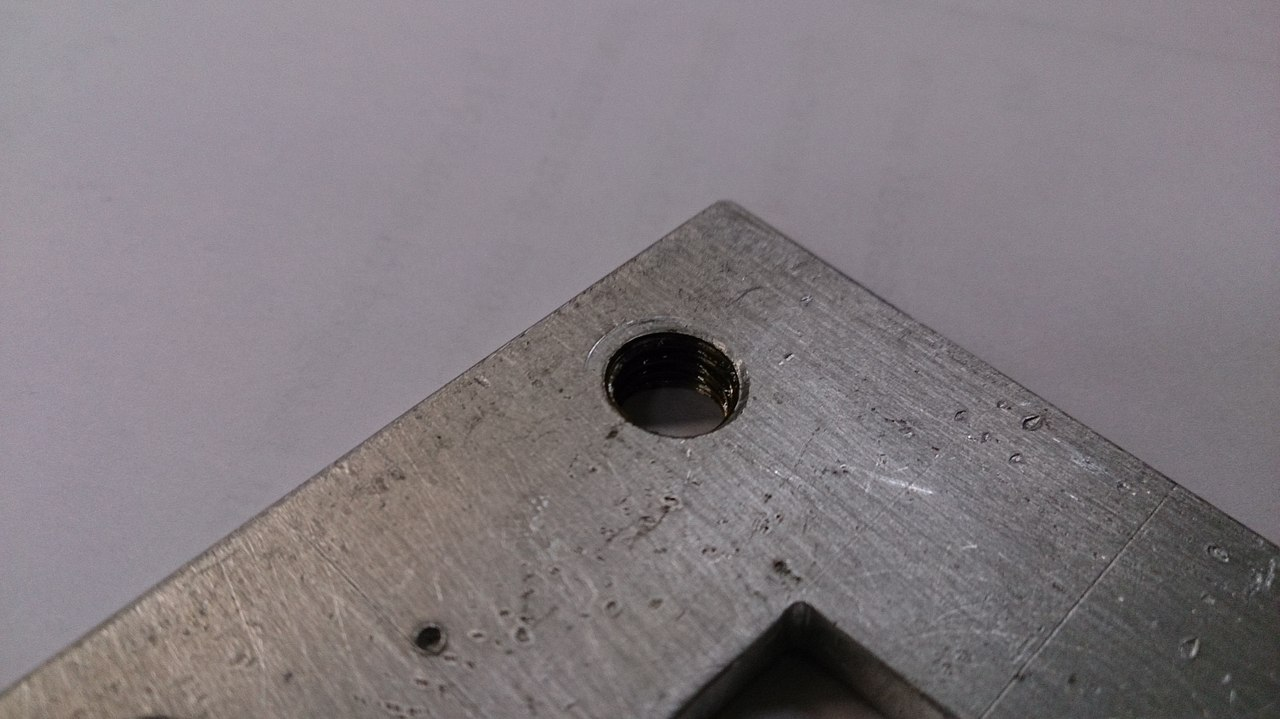
Рисунок 3 - Отверстие

Рисунок 4 – Вороток

Рисунок 5 - Метчики
Надев на метчик вороток и слегка прижимая его к детали левой рукой, правой осторожно поворачивают вороток вправо до тех пор, пока метчик не врежется в металл, и его положение в отверстии не станет устойчивым. Затем
вороток берут двумя руками и плавно вращают. После одного-двух полных оборотов возвратным движением метчика примерно на четверть оборота ломают стружку, это значительно облегчает процесс резания. Закончив нарезание, вращением воротка в обратную сторону вывертывают метчик из отверстия или пропускают его насквозь.
Второй метчик (чистовой) смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Зенкерование является окончательной обработкой отверстия. Поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой. Зенкерование обеспечивает точность обработки отверстий в пределах 3-5-го классов точности и 4-6-го шероховатости обрабатываемой поверхности.
По конструкции зенкеры (Рисунок 6) бывают цилиндрические и конические. Цилиндрические зенкеры применяют для более точной обработки отверстий в заготовках, полученных литьем, штамповкой, а также после сверления.
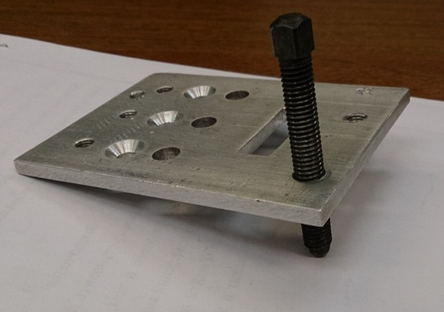

Рисунок 6 - Зенкер Рисунок 7
На конечном этапе работы проверяем качество резьбы, вворачиванием винта, соответствующего диаметра (рисунок 7). Внутренняя резьба нарезана.
Вывод: научился принимать оптимальные режимы резания при сверлении и рассчитывать по аналитическим формулам.