

10. Оборудование для обточки изоляторов
Керамические изоляторы широко применяют в электротехнике, особенно для высоких напряжений и больших токов. Они превосходят по эксплуатационным характеристикам более дешевые изоляторы, изготовленные из стеклянных или из композитов на основе полимеров и керамических наполнителей.
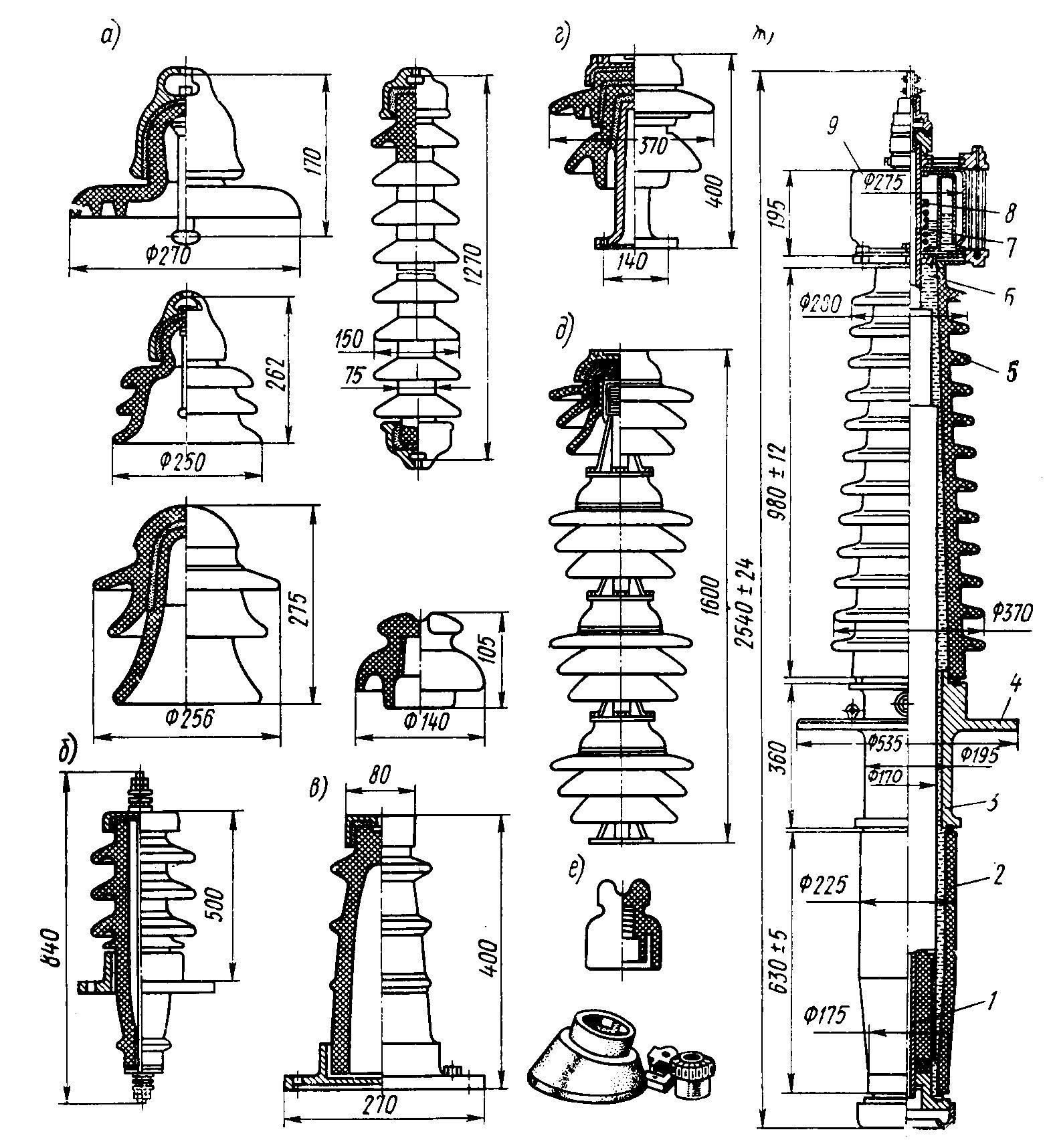
Виды керамических электроизоляторов:
а – линейные; б – проходные; в – опорные; г – опорно-штырьевые; д – опорная колонка; е – электроустановочные фарфоровые изделия; ж – маслонаподненный ввод мощностью 110 кВт, ток 600 А
Для формования заготовок электроизоляторов широко применяют обточку, которую проводят на токарных станках одним резцом, перемещаемым с помощью различных систем управления. На многорезцовых станках заготовки обтачивают петлевыми резцами. Станки бывают с горизонтальным или вертикальным расположением оси обтачиваемой заготовки.
Заготовки для обточки изоляторов получают на специальных массомялках. Для обточки применяют массы с влажностью 14 – 17 %. Если влажность будет слишком высокой, то возможна деформация заготовок при резке, если влажность слишком мала, то материал будет крошиться под резцом. Скорость вращения не должна приводить к возникновению центробежной силы, разрывающей образец. Допустимую скорость вращения оценивают по формуле:
n = [(7000 - 10000) ] / r ,
где n – угловая скорость, об/мин, – тангенциальное напряжение, принимаемое равным прочности на разрыв, r – наружный радиус заготовки. 7000 – если отношение внутреннего диаметра к внешнему 0,59, 10000, когда отношение > 0,59.
Усилие резания (подачи резца) P:
P = 107 . k . a0,757 .b . sin ,
где k – коэффициент, зависящий от влажности массы, a – толщина снимаемой стружки, мм, b – ширина стружки, мм, – угол резания, град.
Масса обтачиваемых деталей недостаточно прочная, поэтому ее помещают на оправку, которую зажимают в токарный станок. Оправку помещают в отверстие, выполненное в заготовке. Более сложные оправки при сжатии за счет рычагов прижимаются к внутренней поверхности заготовки. При этом одну оправку можно применять для крепления заготовок с внутренним диаметром, который может изменяться в некоторых пределах.
Технологическая схема: формование заготовки на массомялке, при необходимости подсушивание, обточка, перемещение заготовки в сушилку. Стружки возвращают обычно в шликерную мешалку, чтобы надежно разрушить все текстуры, образовавшиеся в массе при формовании.
10.1. Токарные станки для обточки изоляторов
Загрузка: заготовку на оправке зажимают между передней и задней бабками токарного станка.
Разгрузка: разжимают бабки, снимают обточенную заготовку с оправки.
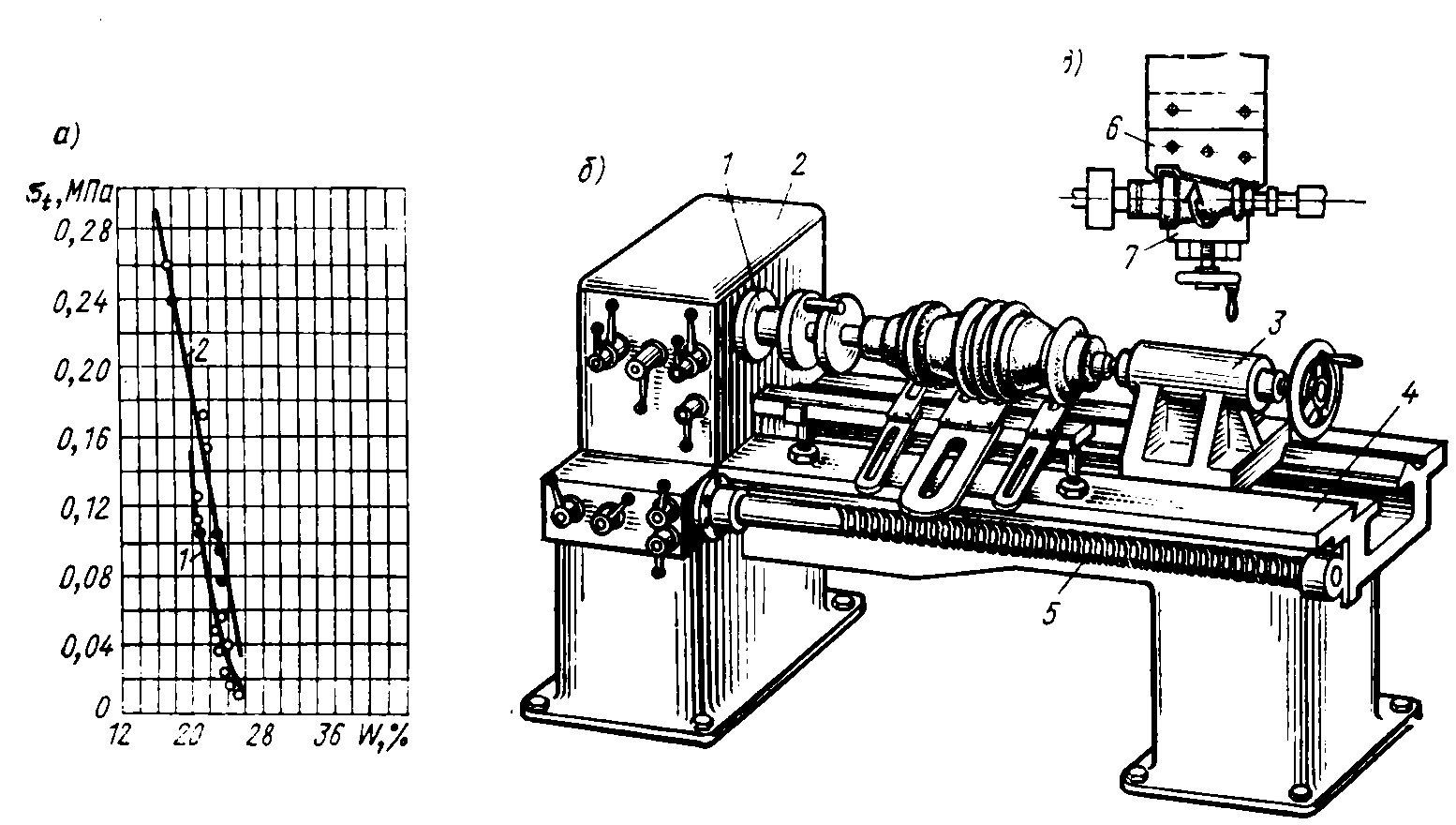
Токарный станок для обточки изоляторов:
1 – передняя бабка; 2 – редуктор; 3 – задняя бабка; 4 – направляющие станины, по которым перемещается задняя бабка; 5 – винт для перемещения суппорта с резцом; 6 – резец; 7 – суппорт для крепления резца
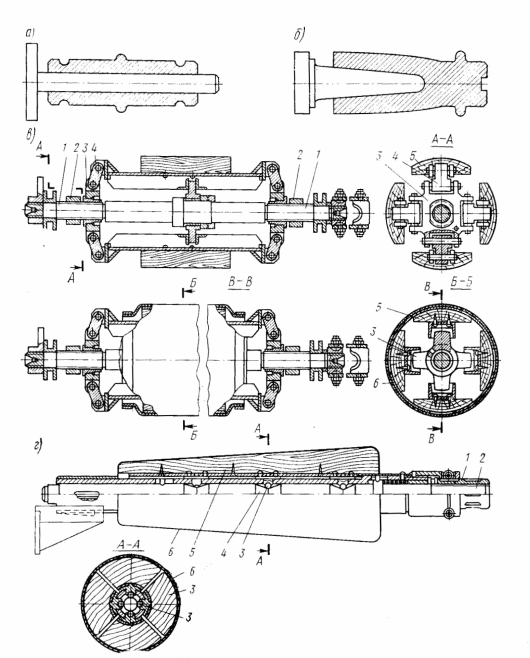
Виды оправок
а – цельная для небольших изделий со сквозным цилиндрическим отверстием; б – цельная для изделий, не имеющих сквозного отверстия; в – составная цилиндрическая для крупных изделий; г – составная коническая для крупных изделий
Рабочая камера
Заготовку закрепляют на оправке (нижние рис.), а оправку зажимают между передней 1 и задней 3 бабками (рисунок сверху), включают вращение, подводят к заготовке резцы 6, закрепленные в суппорте 7.
+ надежно работают,
+ позволяют по программе обтачивать изоляторы сложной формы,
- достаточно высокое сопротивление резанию,
- резцы быстро затупляются абразивной массой.
10.2. Станки для многорезцовой обточки изоляторов
Загрузка: заготовку на оправке зажимают между передней и задней бабками токарного станка.
Разгрузка: разжимают бабки, снимают обточенную заготовку с оправки.
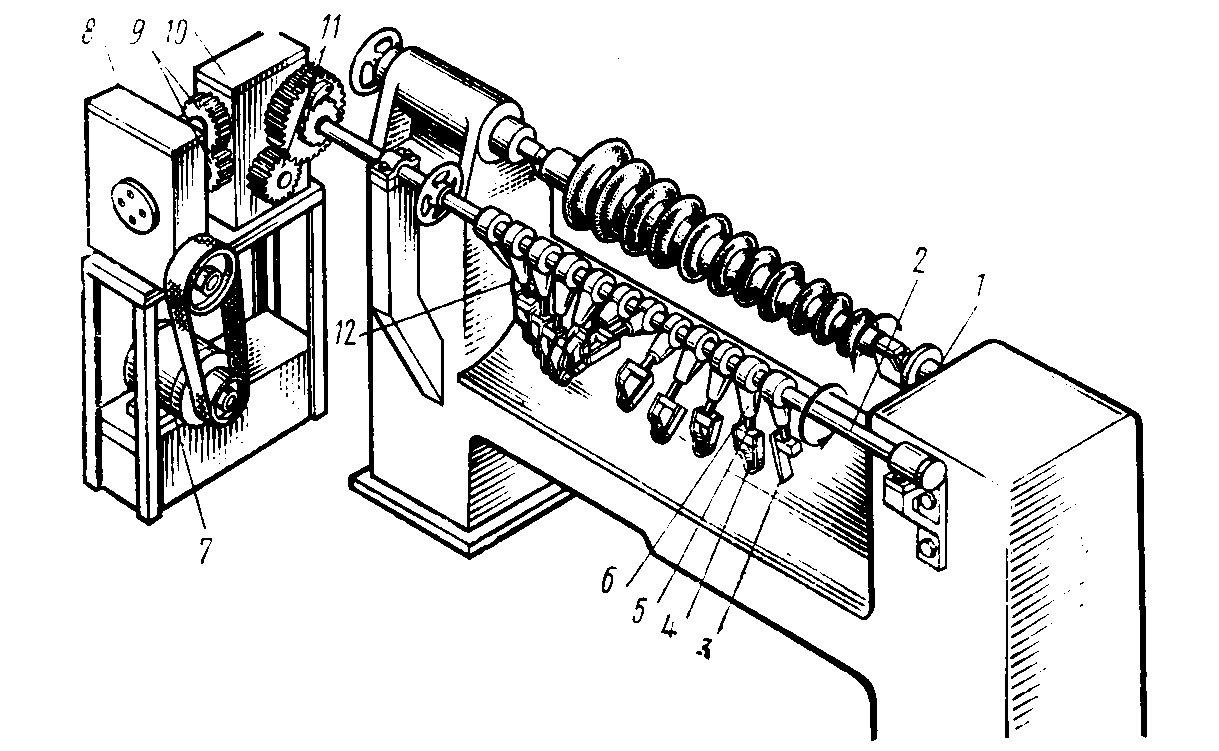
Токарный станок для многорезцовой обточки изоляторов
Рабочая камера
Петлевые резцы самозатачиваются обтекающей их массой. Петлевые резцы закрепляют на валу 2, расположенном параллельно шпинделю 1 и оси вращения обтачиваемой заготовки. Заготовку закрепляют на оправке, которую зажимают между передней и задней бабками, и включают вращение. Петлевые резцы 4 закрепляют стержнями 5 в держателях 6 по винтовой линии на валу 2, который медленно поворачивают, чтобы снизить усилие резания. Иначе заготовка может проворачиваться на оправке. Чтобы стружка без прилипания проходила и удалялась через петлю резца при наименьшем усилии резания, радиус вращения режущей кромки резцов на валу 2 должен составлять 250 – 300 мм.
+ резцы самозатачиваются и остаются острыми до полного износа;
+ расход стали сокращается в 8 – 10 раз;
+ функции рабочего сводятся к установке заготовки, включению станка и к заглаживанию отформованного изолятора;
+ повышается производительность в сравнении с ручным методом на 50 –150% (в зависимости от формы и размера изолятора);
– необходимо много петлевых резцов.