

Рифления могут быть прямые и сетчатые. Их профиль и размеры устанавливает ГОСТ 21474 - 75 <Рифления прямые и сетчатые. Форма и основные размеры>. На рис. 2.11 показан профиль рифления и чертежи, содержащие обозначения элементов детали.
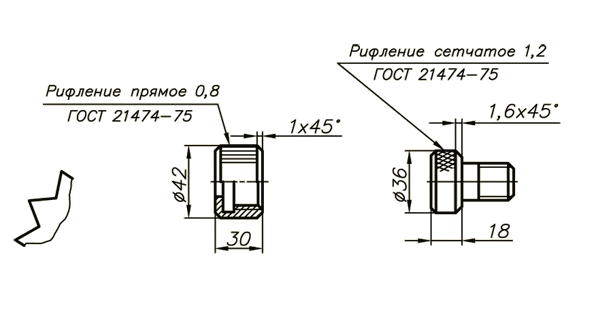
Рисунок 2.11
В таблице 2.3 приведены данные для выбора параметров рифления в зависимости от типа рифления, материала детали, размеров элемента с рифлением.
Таблица 2.3
|
Рифление |
Материал детали |
Ширина накатываемой поверхности |
Диаметр накатываемой поверхности | |||||
|
до 8 |
свыше 8 до 16 |
свыше 16 до 32 |
свыше 32 до 63 |
свыше 63 до 125 |
свыше 125 | |||
|
Прямое
|
Сталь, цветные металлы и сплавы
|
До 4 |
0,5 |
0,5 |
0,6 |
0,6 |
0,8 |
1 |
|
Свыше 4 до 8 |
0,5 |
0,6 |
0,6 |
0,6 |
0,8 |
1 | ||
|
Свыше 8 до 16 |
0,5 |
0,6 |
0,8 |
0,8 |
0,8 |
1 | ||
|
Свыше 16 до 32 |
0,5 |
0,6 |
0,8 |
1 |
1 |
1,2 | ||
|
Свыше 32 |
0,5 |
0,6 |
0,8 |
1 |
1,2 |
1,6 | ||
|
Сетчатое
|
Цветные металлы и сплавы |
До 8 |
0,5 |
0,6 |
0,6 |
0,6 |
0,8 |
- |
|
Свыше 8 до 16 |
0,5 |
0,6 |
0,8 |
0,8 |
0,8 |
- | ||
|
Свыше 16 до 32 |
0,5 |
0,6 |
0,8 |
1 |
1 |
- | ||
|
Свыше 32 |
0,5 |
0,6 |
0,8 |
1 |
1,2 |
1,6 | ||
|
Сталь |
До 8 |
0,5 |
0,6 |
0,8 |
0,8 |
0,8 |
| |
|
|
|
|
|
|
|
| ||
Отметим, что на элементе с рифлением всегда должны быть выполнены фаски, которые препятствуют возможному выдавливанию материала детали на торцы при накатывании рифления. На чертеже указываются размеры и шероховатость, которые должна иметь заготовка детали перед накатыванием рифления. Шероховатость и размеры элемента после накатывания не контролируются.
В процессе накатывания рифление частично выходит на поверхность фасок, поэтому последние оказываются плохо различимыми при осмотре готового изделия. Выбор значения катета фасок зависит от высоты профиля рифления: фаска должна несколько перекрывать его. Предпочтительные значения катетов фасок для общих случаев устанавливает ГОСТ 10948 - 63. Приведём эти значения:
0,1 (0,2) (0,3) 0,4 (0,5) 0,6 (0,8) 1 (1,2) 1,6 (2) 2,5 (3) 4 (5) 6 (8) 10 (12) 16 : 250.
Значения в скобках применяют в тех случаях, когда не устраивают значения, указанные без скобок.
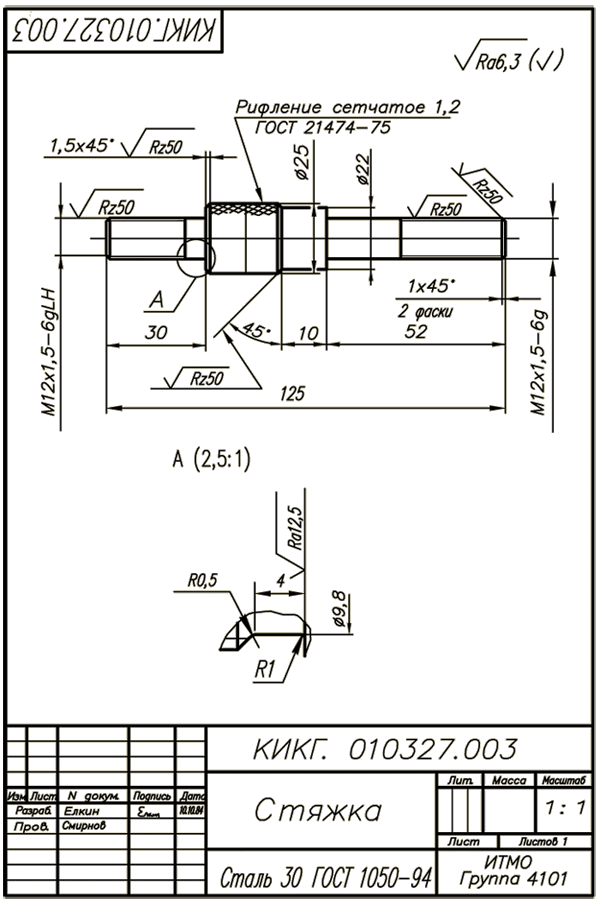
Рис. 2.12 представляет собой пример выполненного учебного чертежа детали с резьбой и рифлением.
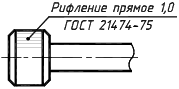
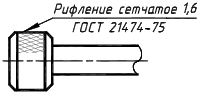
Примеры условного изображения и обозначения рифлений на чертежах:
|
Прямое рифление с шагом Р =1 мм |
Сетчатое рифление с шагом Р =1,6 мм | ||
|
|
|
Шпоночное соединение |
|
Общие сведения.
Шпоночное соединение (рис. 1) осуществляется с применением детали, которая называется Шпонка.
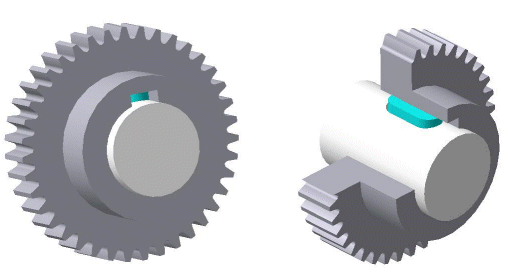
Рис. 1. Шпоночное соединение зубчатого колеса с валом
Иногда шпонки используют только для фиксации положения деталей, например, в узлах составных станин прессов для фиксации положения стоек.
Далее рассматриваются шпоночные соединения, служащие только для передачи вращательного движения.
Шпоночное соединение для передачи вращательного движения состоит как минимум из трех деталей: вал, втулка (колесо, шкив и т.п.) и шпонка (рис. 1).
Стандартами установлены форма и разновидности каждого типа шпонок:
призматические шпонкипо ГОСТ 23360-78 (рис. 2, а)
а б в
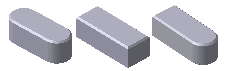
Рис. 2, а. Призматические шпонки:
а – с закругленными торцами (исполнение 1); б – с плоскими торцами (исполнение 2)
в - с одним плоским торцом (исполнение 3)
клиновые шпонки по ГОСТ 24068-80 (рис. 2, б)
а б
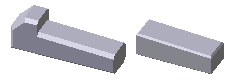 Рис.
2, б . Клиновые шпонки:
а - с головкой; б
- без головки
Рис.
2, б . Клиновые шпонки:
а - с головкой; б
- без головки
сегментные шпонки по ГОСТ 24071-97 (рис. 2, в)
а б
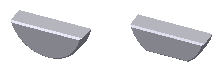
Рис. 2, в. Сегментные шпонки:
a -нормальная форма; б - низкая форма
На рис. 3 и 4 показаны конструктивные элементы шпоночного соединения призматической и сегментной шпонками.
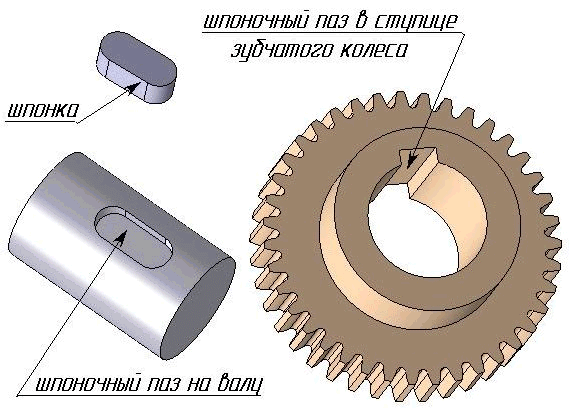
Рис. 3. Элементы соединения призматической шпонкой
 Рис.
4. Элементы соединения сегментной
шпонкой
Рис.
4. Элементы соединения сегментной
шпонкой
На практике шпоночное соединение призматическими и сегментными шпонками выполняют следующим образом:
Шпонка устанавливается в паз (углубление) вала, при этом некоторая часть ее выступает над посадочной поверхностью вала (рис. 1, 3, 4).
По выступающей части шпонки направляется и устанавливается сопрягаемая с валом деталь, в которой имеется сквозной продольный паз.
Таким образом, шпонка одновременно оказывается вложенной в пазы обеих деталей и при вращении вместе с одной из них цепляется боковыми гранями за боковые грани паза другой детали, тем самым, осуществляя передачу вращательного движения от одной детали к другой - от вала к установленным на нем деталям (зубчатым колесам, маховикам, кулачкам, шкивам, муфтам и т.д.) или от детали к валу, на который эта деталь насажена.
Клиновую шпонку забивают в пазы (рис.5). При этом образуется так называемое напряженное соединение- детали соединения испытывают напряжения в радиальном направлении уже после сборки еще до эксплуатации.
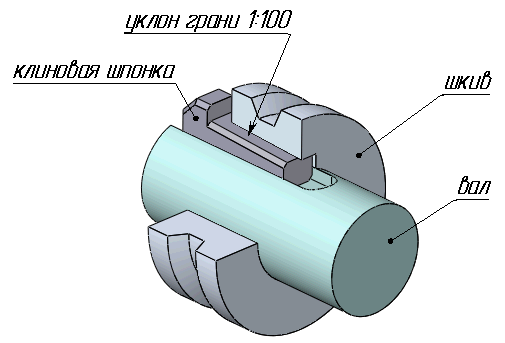
Рис. 5. Элементы соединения клиновой шпонкой
Пазы на валах получают фрезерованием пальцевыми и дисковыми фрезами, в ступицах протягиванием протяжками.