

Нәрік Әділби ММГ 14 2кД
Сабақтың тақырыбы: Түйіспелі пісіру
Жұмыстың мақсаты: жұмыстың негізгі процесстерімен тәсілімен танысу, және жабдықтардың технологиялық мүмкіндіктерін түйістірмелі пісіруде білу.
Сабақтың жоспары:
1.Түйіспелі пісірудің артықшылығы мен кемшілігі және процестің негіздерін білу
2.Түйіспелі пісірудің қолданылатын кезі және оның түрлері
3.Түйіспелі пісіру кезінде қолданатын жабдықтар және олардың құрылымын талдау
4.Түйіспелі пісіру кезінде пісіру режимінің параметрлері (түріне қарай)
Теориялық мағлұматтар
-
Түйіспелі пісіру процесінің негіздері
Түйіспелі пісіру - дайындамаларды бір біріне тигізіп электр тогімен қыздырып қысым арқасында пісіру.
Термомеханикалық классқа жататын түйіспелі пісірудің негізі. Пісірілетін жиектің оттегі пленкасын жойып, пластикалық деформация болу үшін дайындамаларды қыздырады. Қыздыру күші ток жүргенде пайда болады, ол Джоул-Ленц заңымен анықталады.
Q
= ![]()
t- токтың әсерінің уақыты, с ;
J- пісіру тогі, А;
R- пісірілетін деңгейдің кедергісі, Ом;
d- дайындаманың мөлшері, мм;
Түйіспелі пісіру кезінде анықталатын аймақтық кедергі:
R = 2
-электрод пен дайындаманың түйіскендегі кедергісі
![]() -дайындаманың
бойы мен ұзындығының кедергісі
-дайындаманың
бойы мен ұзындығының кедергісі
![]() -дайындамалардың
түйіскен жерінің кедергісі
-дайындамалардың
түйіскен жерінің кедергісі
Түйіспелі пісіру кезінде аймақтағы жалпы кедергісі (R) 0,005...0,1 Ом-нан аспайды. Сол үшін жоғарғы токты, кернеудің 1...20В болғанда алуға болады. Түйіспелі пісірудің негізгі түрлері түйіспелі, нүктелі, жікті пісіру.
-
Түйіспелі пісіру
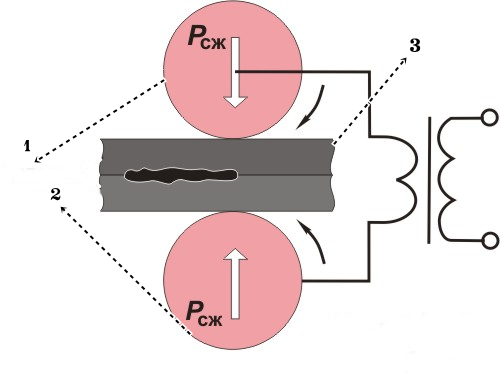
Түйіспелі пісіру - бұл пісіруде пісіру процесі тиіп тұрған дайындаманың толық бетінде өтеді. (сурет 5.1)
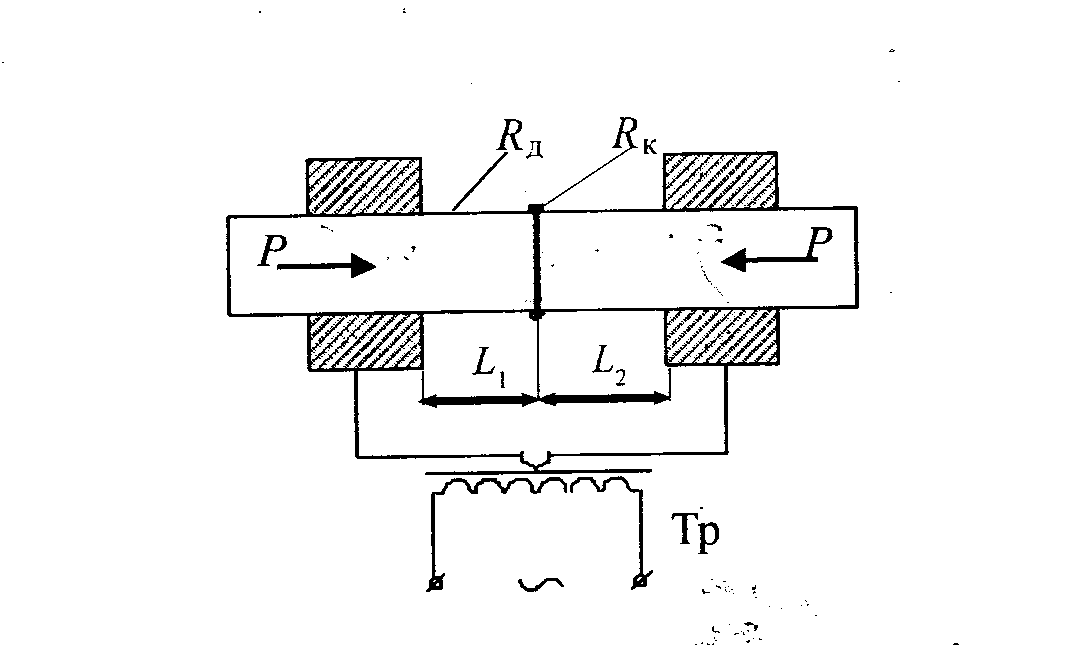
Сурет 5.1. Түйіспелі пісіру сызбасы.
-
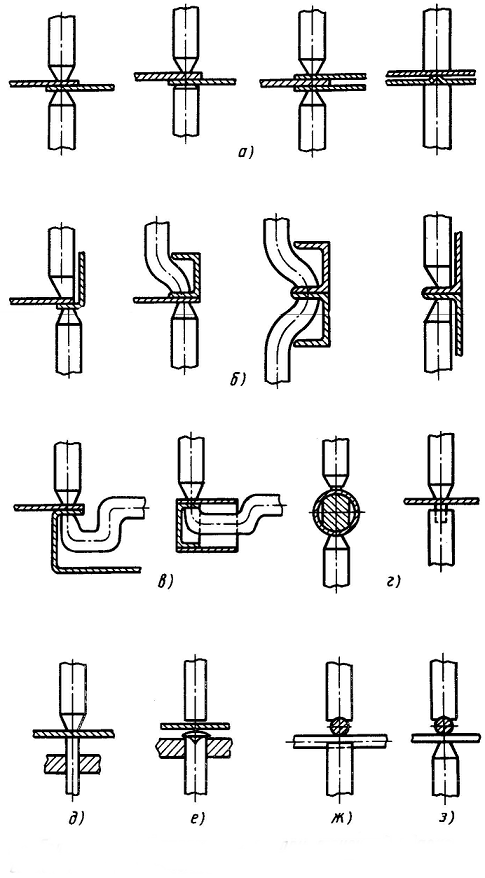
Нүктелі түйіспелі пісіру
Нүктелі түйіспелі пісіру - бұл пісіруде пісіру процесі екі электродтың түйісіп тиген жерінде болады. Бұл электродтарға ток жіберіліп дайындаманы қысады. Нүктелік пісіру кезінде электродтар мыстан дайындалып, екі электродтың ортасына дайындаманы қысып пісіреді.
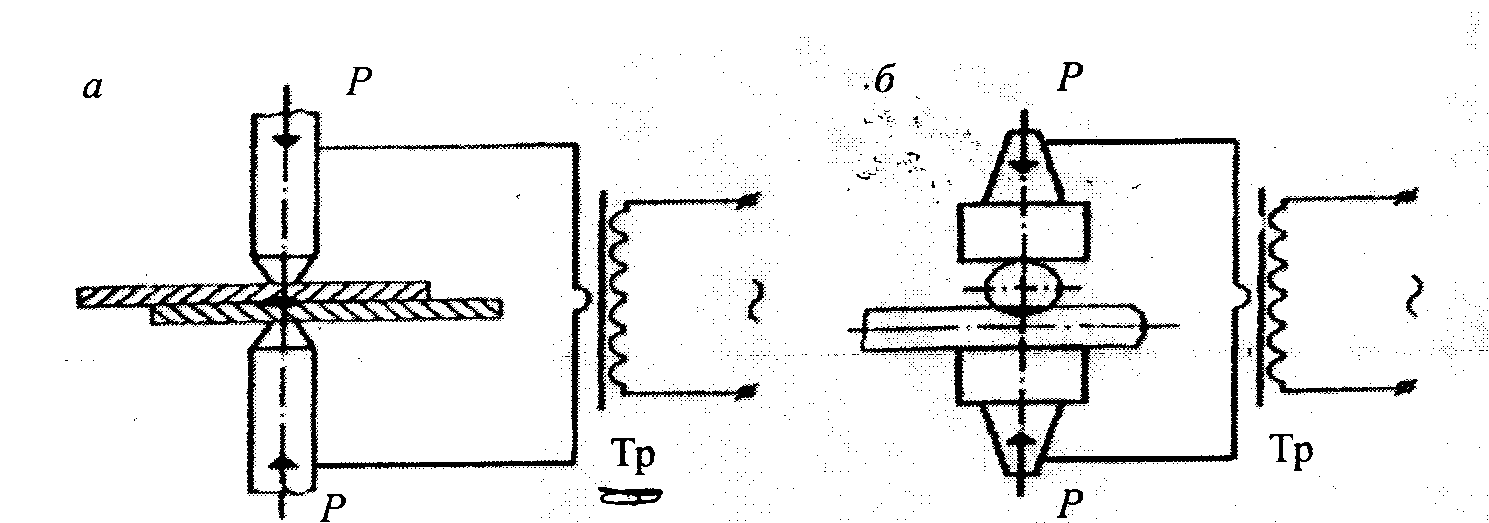
Сурет 5.2. Нүктелі пісіру сызбасы.
а) жалпақ жұқа металл; б) айқасқан дөңгелек темір.
-
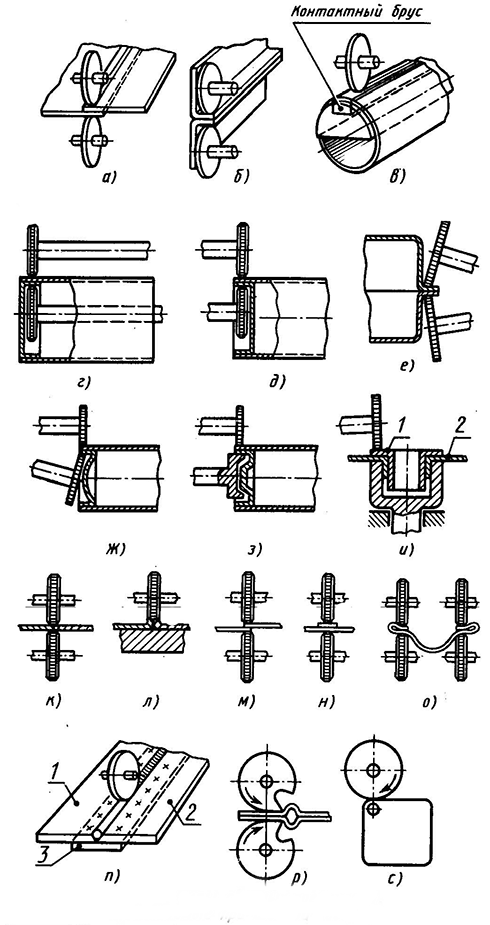
Жіктік түйіспелі пісіру
Жіктік пісіру - бұл пісіруде пісіру процесі екі айналмалы дисктің ортасында жүреді. Екі дискке ток жіберіліп, қысым күшін жұмсайды (Р).
Жұмыс барысында жіктік пісірудің түрлері:
- үзілмейтін жіктік пісіру
-
үзіліспен, жіктік пісіру кезінде
айналмалы дисктер тоқтамай айналып
тұрады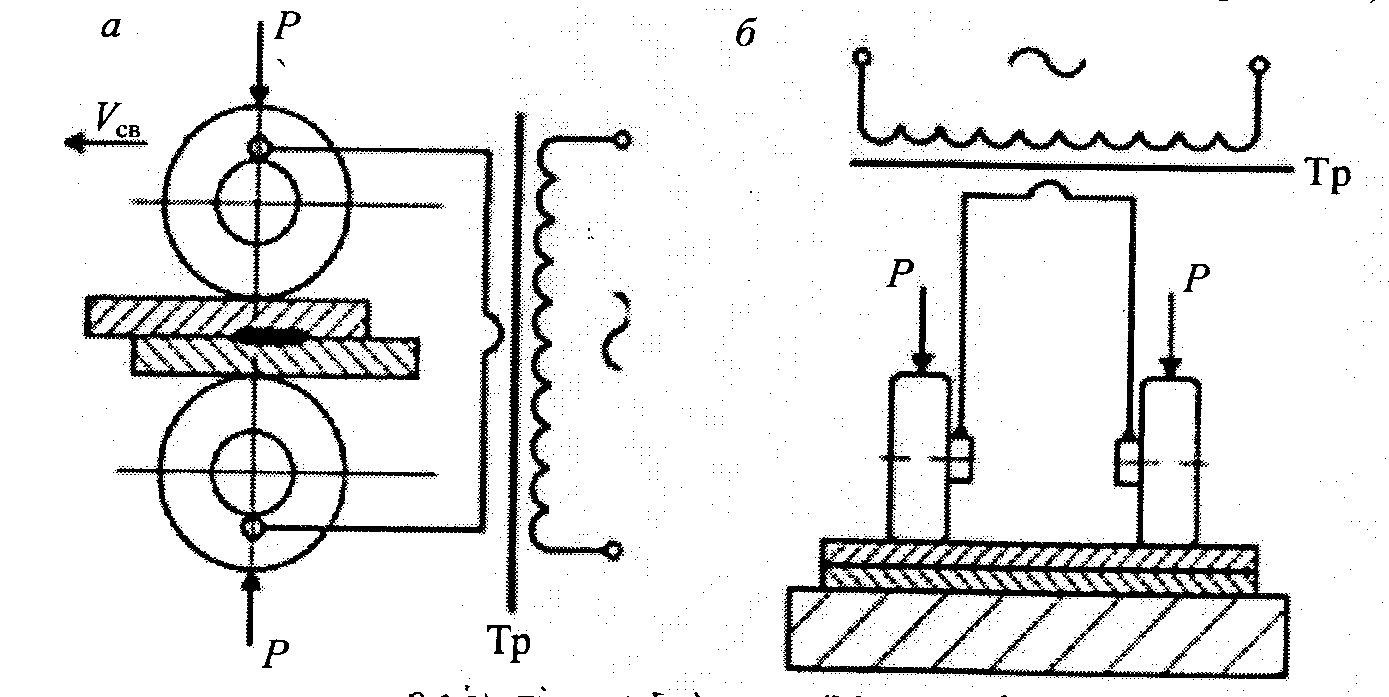
Сурет 5.3. Жіктік пісіру сызбасы:
а) ток екі жақтан келеді; б) ток бір жағынан беріледі.
Керекті техникалық материалдар, құралдар мен жабдықтар:
Жабдықтар: АТП-25, МТ-602 нүктелік түйіспелі пісіру машинасы, МСС-901 түйіспелі пісіру машинасы, секундомер, штангенциркуль, қысқыштар.
Материалдар: төменгі көміртекті диаметрі 4...6 мм болат сым темір және жұқа темір қалыңдығы 0,6...1,2 мм
Плакаттар: Пісіргіш жабдықтардың сызбасы мен анықтамалықтар, МЕСТ-тар.
Аудиторияда жүргізілетін жұмыстардың реті:
1. Студенттер зертханалық жұмыс барысында түйіспелі пісірудің әртүрлі әдістерін оқып үйренеді.
2. АТП-25, МТ-602 нүктелік түйіспелі пісіру машинасы мен МСС-901 түйіспелі пісіру машинасының техникалық мінездемелерін жазып алады.
3. Жұмыс барысында түйіспелі пісірудің әдістерін үйреніп, металлда нүктелік, жіктік тәсілдермен өз аты-жөндерін пісіреді.
4. Зертханалық жұмыстың есебін дайындайды.
Есеп мазмұны
1. Жұмыстың мақсаты мен теориясынан қысқаша мәлімет келтіру.
Түйіспелі пісіру - дайындамаларды бір біріне тигізіп электр тогімен қыздырып қысым арқасында пісіру.
Термомеханикалық классқа жататын түйіспелі пісірудің негізі. Пісірілетін жиектің оттегі пленкасын жойып, пластикалық деформация болу үшін дайындамаларды қыздырады. Қыздыру күші ток жүргенде пайда болады, ол Джоул-Ленц заңымен анықталады.
Q
= ![]()
t- токтың әсерінің уақыты, с ;
J- пісіру тогі, А;
R- пісірілетін деңгейдің кедергісі, Ом;
d- дайындаманың мөлшері, мм;
Түйіспелі пісіру кезінде анықталатын аймақтық кедергі:
R = 2
-электрод пен дайындаманың түйіскендегі кедергісі
![]() -дайындаманың
бойы мен ұзындығының кедергісі
-дайындаманың
бойы мен ұзындығының кедергісі
![]() -дайындамалардың
түйіскен жерінің кедергісі
-дайындамалардың
түйіскен жерінің кедергісі
Түйіспелі пісіру кезінде аймақтағы жалпы кедергісі (R) 0,005...0,1 Ом-нан аспайды. Сол үшін жоғарғы токты, кернеудің 1...20В болғанда алуға болады. Түйіспелі пісірудің негізгі түрлері түйіспелі, нүктелі, жікті пісіру.
2.Түйіспелі пісіру процесінің негіздері мен түрлері бойынша қысқаша конспект дайындау.
Түйістіріп кедергімен пісіру, әдетте қимасы аздау бөлшектерді жалғастыру үшін қолданылады. Бөлшектердің шеттерін гидравликалық баспамен қысып, содан кейін электр тоғын қосады. Бұл жағдайда түйіскен металл пластикалық жағдайда дейін жеткізіледі.Түйіспелі пісірудің басқа түрі-балқытып пісіру. Бұл әдісте түйісті алғашында біршама күшпен қысып, содан кейін тоқ қосады. Нәтижесінде көп көлемде микро доға пайда болады да, ол металдарды балқытады. Түйіс балқығаннан кейін гидравлика-лық баспамен қысылады. Мұндай балқытып пісіруді қимасы үлкен бөлшектерді жалғастыруға, бұданда басқа әртекті металдарды жалғастыруға қолданады. Түйіспелі пісірудің тағы бір түрі-нүктелі пісіру,ол бірнүктелі және көпнүктелі болып бөлінеді.Түйіспелі пісіру әртүрлі электр тоғымен-тұрақты, айнымалы т.б. түрлерімен орындалады. Содан кейін студенттерге пісірудегі жіктерді айтамыз.
Бақылау сұрақтары
-
Түйіспелі пісірудің әдістері қандай?
Нүктелі түйіспелі пісіру
Нүктелі түйіспелі пісіру - бұл пісіруде пісіру процесі екі электродтың түйісіп тиген жерінде болады. Бұл электродтарға ток жіберіліп дайындаманы қысады. Нүктелік пісіру кезінде электродтар мыстан дайындалып, екі электродтың ортасына дайындаманы қысып пісіреді.
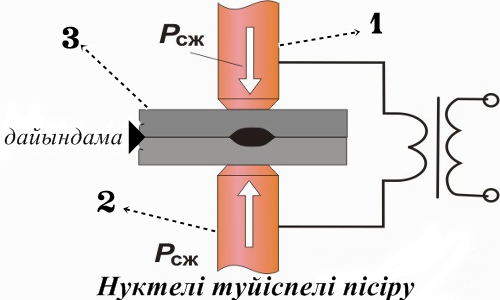
1, 2 — электрод; 3 — дәнекерленген бөлшек
Нүктелік дәнекерлеу кезінде 30 мм-ге дейін, бірнеше мкм дейін дәнекерленген төмен көміртекті және арнайы болат, түсті металдар мен олардың қорытпалары қалыңдығы дәнекерлеу жүргізіледі. Бұл дәнекерлеу процесі механикаландыру және автоматтандыру деңгейі мен жоғары өнімділігімен сипатталады.
Жіктік түйіспелі пісіру
Жіктік пісіру - бұл пісіруде пісіру процесі екі айналмалы дисктің ортасында жүреді. Екі дискке ток жіберіліп, қысым күшін жұмсайды (Р).
Жұмыс барысында жіктік пісірудің түрлері:
- үзілмейтін жіктік пісіру
- үзіліспен, жіктік пісіру кезінде айналмалы дисктер тоқтамай айналып тұрады
2 Түйіспелі пісіруді іске асыруға қажетті пісіру жабдықтарын қандай?
Жабдықтар: АТП-25, МТ-602 нүктелік түйіспелі пісіру машинасы, МСС-901 түйіспелі пісіру машинасы, секундомер, штангенциркуль, қысқыштар.
Материалдар: төменгі көміртекті диаметрі 4...6 мм болат сым темір және жұқа темір қалыңдығы 0,6...1,2 мм
3 Түйіспелі пісірудің токпен байланысы қандай?
Түйіспелі пісіру үшін бөлшектерді тікелей немесе айнымалы ток қолданылады. Барлық өндірістік жабдықтарды сияқты, артықшылықтары мен кемшіліктері бар.
Басты артықшылықтары жоғары өнімділігі, шығын материалдары минималды құны мен дәнекерлеу тамаша сапасын атап өтуге болады.
қосылу нүктесі жұмсауға қажет уақыт секунд үлесі тең және материалдық параметрлеріне байланысты.
дәнекерлеу барысында ауаның және судың аз мөлшерін тұтынады, автоматтандырылған.
.
Үйге тапсырма:
Өндірістегі газбен пісірудің орны қалай жабдықталатыны туралы мәлімет беру.
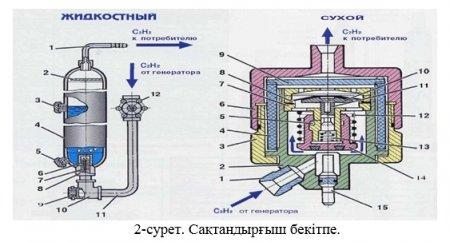
Газбен пісіру кезінде қолданылатын жабдықтарға негізінен ацетилен генераторы, баллондар, бәсеңдеткіш, шілтер және кескіш жатады. Ацетилен генераторы (1-сурет) бұл – кальций карбиді мен суды өзара әрекеттестіру жолы арқылы ацетилен (С2 Н2) газын алуға арналаған құрылғы. Оған суды бақылау тығынының деңгейіне дейін құяды. Кальций карбидін құрылғының құжатында көрсетілген мөлшерде кәрзеңкеге салып, оны суға түсіргеннен кейін 5-10 с. ішінде қақпағын қымтап бұрайды.Ацетилен газы бөлінген кезде манометрді мұқият қарау керек.Кальций карбидін аузы қымталған бөшке ыдыста сақтайды.
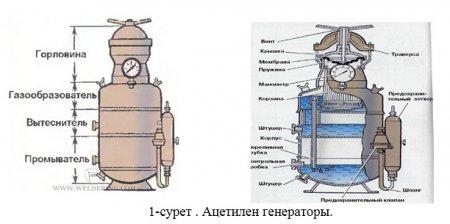
Ацетилен генераторы міндетті түрде арнайы сақтандырғыш бекітпемен жабдықталуы тиіс.Сақтандырғыш бекітпе (2-сурет) ацетилен генераторын кері соққының әсерінен қорғау қызметін атқарады. Бекітпе болмаған жағдайда жұмыс істеуге рұқсат етілмейді.
Баллондар (3-сурет) ішінде толтырылғын газдың түріне байланысты түрлі түспен боялады.Оттегі көк түспен, ацетилен сұр түспен, пропан газы қызыл түспен боялады.Төмендегі кестеде баллондардың сипаттамасы көрсетілген.
1-кесте
|
Баллон сипаттамасы |
Баллоның ішіндегі газ |
||
|
Оттегі |
Ацетилен |
Пропан |
|
|
Өлшемі, мм биіктігі,диаметрі |
1370 219 |
1370 219 |
950 309 |
|
Газсыз салмағы, кг |
67 |
83 |
35 |
|
Газ қысымы, МПа |
15 |
2 |
1,6 |
|
Газ күйі |
қысылған |
ерітілген |
сығылған |
|
Сыйымдылығы, дм3 |
40 |
40 |
50 |
|
Газ мөлшері |
6 м3 |
5,32 м3 |
24кг |

Бәсеңдеткіш (4-сурет) екі көрсеткіш манометрден тұрады, бірінші манометр баллондағы қысымды көрсетсе, екінші манометр вентиль арқылы бәсеңдетілген шілтерге немесе кескішке жеткізілетін газдың қысымын көрсетеді.

Оттық және газбен пісіруде және кесуде қолданатын негізгі құрал, оның артындағы ниппеліне оттегі және пропан немесе ацетилен газының шланглері жалғанады. Олар хомутпен газ шықпайтындай қауіпсіз қысылады.

СӨЖ тапсырма:
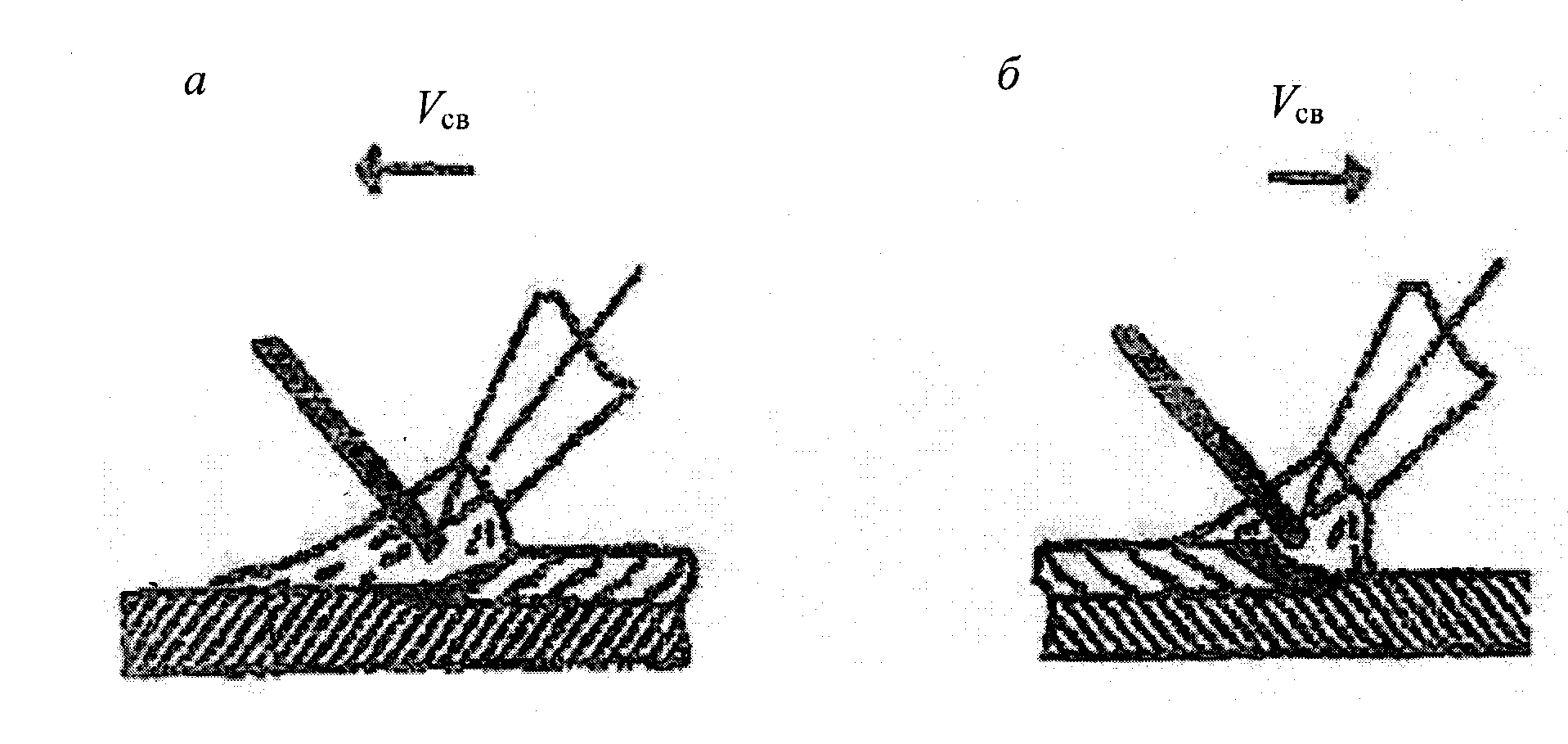
Сол жақпен пісіру кезінде пісіруші оттықты оңнан солға қарай жылжытады, ал қоса пісірілетін металды жалын бетіне ұстайды. Пісірілетін металды жақсы қыздырып дұрыс балқыту үшін оттықпен қоса пісірілетін металды жікке көлденең иректеп қозғап отырады. Бұл тәсіл жұқа қаңылтырлармен оңай балқитын металдарды пісіргенде қолданылады.
Оң жақпен пісіруді оттықты солдан оңға қарай, теңселтпей түзу сызық бойымен жылжытып жүргізеді. Бұл кезде жалын балқыған ваннаға бағытталады да оның соңында қоса пісірілетін металл жігі баяу суыйды. Солардың нәтижелерінде жалғастырулардың сапалары жақсарады, газ шығыны 10-15%-ға азаяды, қырлардың ашу бұрышын 60-700С-қа азайтқандықтан еңбек өнімділігі 20-25%-ға өседі.
Оң жақпен пісіру тәсілін қалыңдығы 5мм-ден артық бөлшектерді немесе жылу өткізгіштігі жоғары металдарды (мыс, жез және олардың қорытпалары) пісіргенде пайдаланған тиімді.
Газбен пісіру түрі
а) солға б) оңға
Газбен пісіру түрі
а) солға б) оңға