

Задача вар9_5Б150
.docЗадача 1
Выполнить расчет настройки зубодолбежного станка 5Б150 на обработку цилиндрического прямозубого колеса
Исходные данные:
-число зубьев колеса Z=32;
-модуль m=3мм;
-ширина венца B=28мм;
-диаметр центрального отверстия d0=22мм;
-степень точности зубчатого колеса: 8-В;
-материал зубчатого колеса: сталь 45 ГОСТ 9050-88;
-термообработка: нормализация до НВ 200…240
1. Техническая характеристика станка 5Б150
Cогласно [1,c. 197]
|
Наибольший модуль колеса, мм |
12 |
|
Наибольший диаметр колеса, мм |
800 |
|
Наибольшая ширина обрабатываемого венца, мм |
170 |
|
Число двойных ходов долбяка в минуту |
33…188 |
|
Подача круговая, мм/дв. ход |
0,2…1,5 |
|
Подача радиальная, мм/мин |
1…5,4 |
|
Мощность главного привода, кВт |
7 |
2. Расчет геометрических параметров и параметров контроля точности зубчатого колеса
Согласно [2,c. 406] определим геометрические параметры колеса
Делительный диаметр
d=mZ=3·32=96мм
Диаметр вершин зубьев
da=d+2m=96+2·3=102мм
Постоянная хорда при угле зацепления α=20°

Высота до постоянной хорды
![]() =0,5(102-96-4,161·tg
20°)=2,243мм
=0,5(102-96-4,161·tg
20°)=2,243мм
Длина общей нормали
W=W\s\up 11(* m
где W\s\up 11(* – коэффициент длины общей нормали
Согласно [2,c. 412] W\s\up 11(* =10,7807
Имеем
W=10,8228·3=32,342мм
Определим параметры точности колеса. Для зубчатого колеса 8-й степени точности:
-допуск радиального биения венца Fr=50мкм [3 ,c. 207]
-допуск длины общей нормали TW=50мкм [3,c. 209]
-нижнее отклонение длины общей нормали EWs=-50мкм
[4,c. 221]
-допуск на среднюю длину общей нормали TWm=70мкм
[3,c. 214]
-нижнее отклонение средней длины общей нормали EWms=-10мкм
[4 ,c. 225]
Параметры шпоночного соединения выбираем по ГОСТ 23360-78
[2,c. 809]
Чертеж зубчатого колеса представлен на с.3.
3. Выбор режущего инструмента
Принимаем согласно[3,c. 127] дисковый прямозубый долбяк класса точности В по ГОСТ 9323-79 со следующими параметрами:
-модуль m=3мм;
- число зубьев Zд=16
-диаметр вершин De=80мм;
-посадочный диаметр d=24мм;
-ширина венца L=32мм;
-материал быстрорежущая сталь Р6М5.
4. Расчет режимов резания
Согласно [5,с. 128] значение круговой подачи
SКР= SТаб·КS ,
где SТаб- табличное значение круговой подачи, мм/дв.ход.;
КS – поправочный коэффициент, зависящий от обрабатываемого материала.
При SТаб =0,45мм/дв. ход; КS =0,8 получим
SКР =0,45·0,8=0,36 мм/дв. ход
Принимаем значение
круговой подачи
![]() =0,35мм/дв.
ход.
=0,35мм/дв.
ход.
Радиальную подачу определим из соотношения:
SРадДв=(0,1…0,3) SКР=(0,1…0,3)0,35=0,035…0,105мм/дв. ход.
Принимаем SРадДв=0,035мм/дв. ход.
Согласно [5,с. 129] скорость резания определится в виде
![]() ,
,
где
![]() -
табличное значение скорости резания,
м/мин.;
-
табличное значение скорости резания,
м/мин.;
![]() – поправочный
коэффициент, зависящий от обрабатываемого
материала.
– поправочный
коэффициент, зависящий от обрабатываемого
материала.
Согласно [5,с. 129]
![]() =21
м/мин.
=21
м/мин.
Согласно [5,с. 83]
![]() =1,1.
=1,1.
Получим скорость резания:
![]() =21·1,1=23,1
м/мин
=21·1,1=23,1
м/мин
Число двойных ходов долбяка
 ,
,
где L – величина хода долбяка, мм.
Величину хода долбяка определим по зависимости:
L=B+l,
где l – величина перебега долбяка в обе стороны, мм.
Согласно [5,с. 131] l=6мм.
Получим ход долбяка:
L=28+6=34мм
Число двойных ходов долбяка

Принимаем n=188дв.ход/мин.
Опеределим минутную радиальную подачу
SРад= SРадДв·n=0,035·188=6,58мм/мин
Принимаем SРад=5,4 мм/мин.
5. Настройка гитар станка
5.1 Гитара скоростей
Уравнение перемещения конечных участков кинематической цепи
![]()
Уравнение кинематического баланса
Формула настройки гитары
Имеем
5.2 Гитара круговой подачи
Уравнение перемещения конечных участков кинематической цепи
Уравнение кинематического баланса

Передаточное
отношение двухступенчатого блока
Формула настройки гитары
Имеем
5.3 Гитара радиальной подачи
Уравнение перемещения конечных участков кинематической цепи
![]()
Уравнение кинематического баланса

Формула настройки гитары
Имеем
5.4 Гитара обката
Уравнение перемещения конечных участков кинематической цепи
Уравнение кинематического баланса

Принимаем
передаточное отношение перебора

Формула настройки гитары примет вид
Имеем
В данном случае (числа
зубьев выбираются при настройке гитары
на станке).
(числа
зубьев выбираются при настройке гитары
на станке).
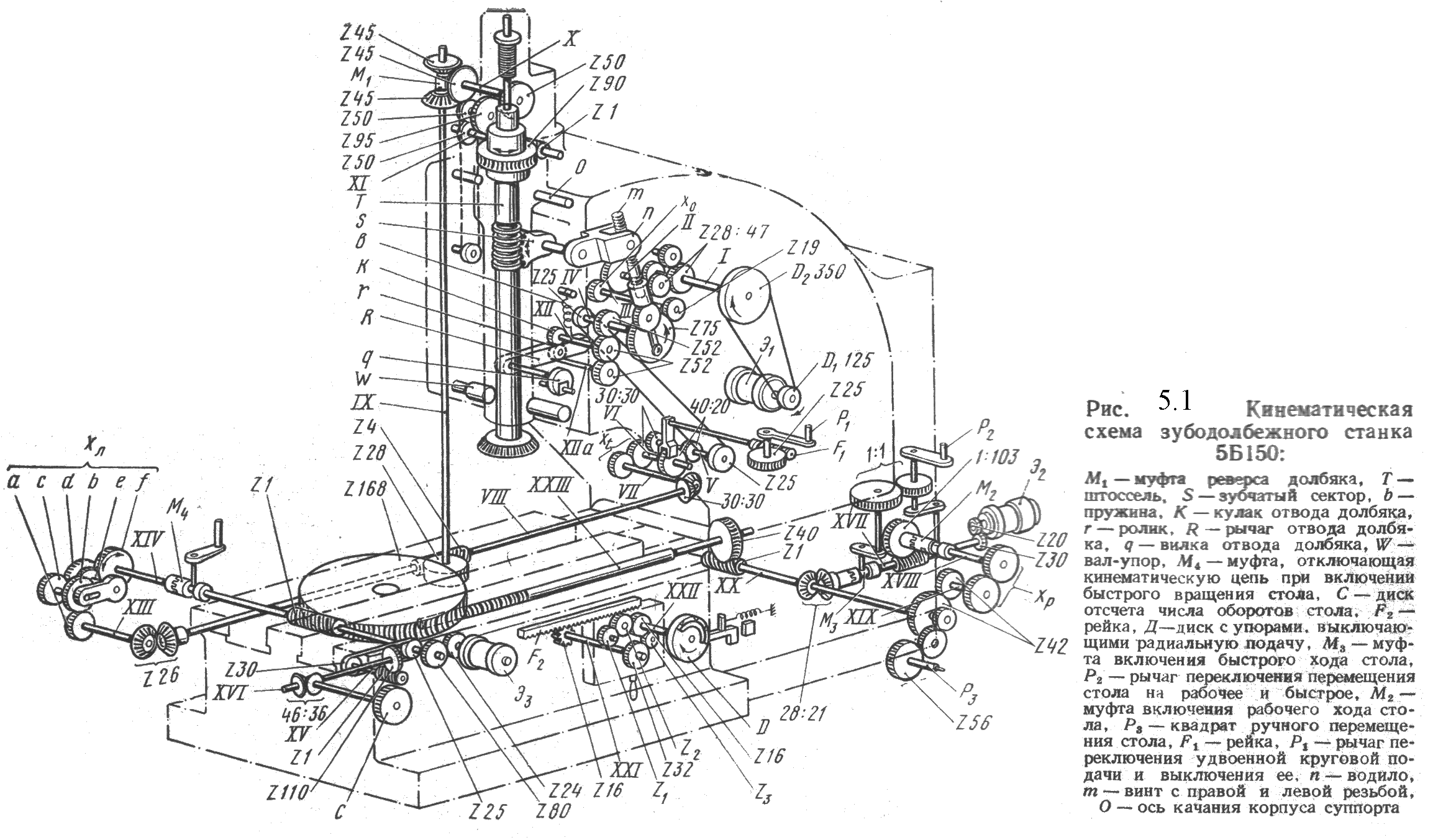
Кинематическая схема станка согласно [1, с.156] приведена на
рис. 5.1
Задача 2
Для станка 5Б150 определить коэффициент ремонтной сложности механической части, выбрать структуру ремонтного цикла и определить длительность ремонтного цикла и межремонтных периодов.
При решении задачи принимаем:
-порядковый номер планового ремонтного цикла: четвертый;
-год изготовления станка: 1976.
Коэффициент ремонтной сложности зубообрабатывающего станка определим по зависимости:
![]()
где
![]() -
коэффициент, зависящий от класса точности
станка
-
коэффициент, зависящий от класса точности
станка
![]() -
коэффициент, зависящий от типа станка
-
коэффициент, зависящий от типа станка
![]() -основная
часть ремонтной сложности
-основная
часть ремонтной сложности
![]() -
ремонтная сложность шпинделей
многошпиндельных станков
-
ремонтная сложность шпинделей
многошпиндельных станков
![]() -
коэффициент ремонтной сложности
гидравлической части оборудования
-
коэффициент ремонтной сложности
гидравлической части оборудования
Согласно [6, с.609]
для станков нормальной точности
![]() =1
=1
Согласно [6, с.631]
для зубодолбежных cтанков,
работающих долбяками,
![]() =0,9
=0,9
Согласно [6, с.632]
для зубофрезерных станков с наибольшим
диаметром обрабатываемого колеса 800мм
![]() =14
=14
Для одношпиндельных
станков
![]() =0
=0
Ремонтную сложность гидравлической части определяем по формуле:
![]() ,
,
где P- рабочее давление триплунжерного насоса , МПа;
Q- производительность триплунжерного насоса высокого давления, л/мин;
С- коэффициент, учитывающий конструктивные особенности насоса;
![]() - коэффициент,
учитывающий конструктивные особенности
насосов других типов, кроме триплунжерных;
- коэффициент,
учитывающий конструктивные особенности
насосов других типов, кроме триплунжерных;
![]() -
производительность насосов других
типов, кроме триплунжерных, л/мин;
-
производительность насосов других
типов, кроме триплунжерных, л/мин;
L – длина цилиндра, мм;
D – диаметр цилиндра, мм;
n – число цилиндров;
m – число клапанов, золотников, регуляторов и т.п.
В гидравлической
схеме станка присутствует лопастный
гидронасос производительностью
![]() =12
л/мин, с числом цилиндров n
=1.
=12
л/мин, с числом цилиндров n
=1.
В системе имеется два фильтра и распределительная коробка. Принимаем m =3.
Учитывая что в системе нет триплунжерного насоса принимаем P=0; Q=0
Согласно [7,c. 592] принимаем D =50 мм; L =400мм.
Согласно [6,c.
656] для лопастных одинарных насосов
![]() =1
=1
Согласно [6,c. 656] С=4
Получим ремонтную сложность гидравлической части
![]() =0,003·1·12+4+0,001·400+0,003·50+0,5·1+0,03·3=5,176
=0,003·1·12+4+0,001·400+0,003·50+0,5·1+0,03·3=5,176
Определим коэффициент ремонтной сложности
![]() =1·0,9·14+5,176=17,776≈18
=1·0,9·14+5,176=17,776≈18
Для станков массой более 10т нормальной степени точности согласно [6,c. 41] принимаем структуру ремонтного цикла
КР-ТР-ТР-СР-ТР-ТР-КР,
где КР- капитальный ремонт;
СР- средний ремонт;
ТР- текущий ремонт.
Согласно [6,c. 44] длительность ремонтного цикла
![]() ,
,
где
![]() -
коэффициент обрабатываемого материала
-
коэффициент обрабатываемого материала
![]() -
коэффициент материала инструмента
-
коэффициент материала инструмента
![]() -
коэффициент класса точности оборудования
-
коэффициент класса точности оборудования
![]() -
коэффициент возраста
-
коэффициент возраста
![]() -
коэффициент долговечности.
-
коэффициент долговечности.
Согласно [6,c.
47]
![]() =1;
=1;
![]() =1;
=1;![]() =1.
=1.
Согласно [6,c.
656] для 4-го порядкового номера планового
ремонтного цикла
![]() =0,8.
=0,8.
Согласно [6,c.
656] для станков, изготовленных с 1975 г по
1980 г
![]() =0,9.
=0,9.
Имеем длительность ремонтного цикла:
![]()
Длительность межремонтного периода согласно [6,c. 44]
![]()
Перечень использованной литературы
-
Мильштейн М. З. Нарезание зубчатых колес. Учеб. Пособие для подготовки рабочих. -М.: Высш. школа,1972.- 272с.
-
Анурьев В.И. Справочник конструктора-машиностроителя: в 3-хт.. Т.2. - 8-е изд. перераб. и доп. Под ред. И.Н. Жестковой. - М.: Машиностроение, 2001.- 912 с: ил.;
-
Овумян Г. Г., Адам Я. И.Справочник зубореза — 2-е изд., перераб. и доп. —М.: .Машиностроение, 1983 — 223 с, (Серия справочников для рабочих)
-
Зенкин А.С., Петко И.В. Допуски и посадки в машино-строении: Справочник. - 3-е изд., перераб. и доп. - К.: Тэхника, 1990. – 320 с.
-
Режимы резания металлов: Справочник. /Под ред. А.И. Каширина. - М.: Машиностроение, 1970. -340 с.
-
Типовая система технического обслуживания и ремонта металло- и деревообрабатываюшего оборудования /Мин-во станкостроительной и инструментальной промышленности; ЭНИМС; Ред. В.И. Клягин, Ф.С. Сабиров. - М.: Машиностроение, 1988. - 667 с
-
Анурьев В.И. Справочник конструктора-машиностроителя: в 3-х т.. Т.3. - 8-е изд. перераб. и доп. Под ред. И.Н. Жестковой.- М.: Машиностроение, 2001.- 864 с: ил.;