

Отчет по истпп
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
Федеральное государственное бюджетное образовательное учреждение
высшего образования «Московский авиационный институт (национальный исследовательский университет)»
Факультет №3 «Системы управления, информатика и электроэнергетика»
Кафедра №316 «Системное моделирование и автоматизированное
проектирование»
ОТЧЕТ по практическим занятиям
по дисциплине «Интегрированные системы технической подготовки производства»
Выполнил |
Вакурин А.О |
Студент группы: |
3-3ИВТ-4ДБ-009-14 |
Проверил: |
Цырков Г.А |
Москва 2017
|
Содержание |
|
Введение .......................................................................................................... |
3 |
|
1. |
Модель производственной спецификации (ПС) ................................... |
4 |
2. |
Задача технологического проектирования (ЗТП)................................... |
9 |
3. |
Формирование конструкторско-технологического решения.............. |
11 |
4. |
Анализ КТР ............................................................................................. |
16 |
Вывод ............................................................................................................. |
18 |
|
2
Введение.
Система автоматизированного проектирования (САПР) — это организационно-техническая система, состоящая из совокупности комплекса средств автоматизации проектирования и коллектива специалистов подразделений проектной организации, выполняющая автоматизированное проектирование объекта, которое является результатом деятельности проектной организации.
В современных системах высокого уровня одним из основных элементов является система создания и управления знаниями или базами знаний (Knowledgeware). Эта система может быть реализована как в отдельных модулях, тесно связанных с геометрическим ядром системы (CATIA 4 и ряд других систем), либо в системах, в которых идеология использования баз знаний реализована в ядре самой системы проектирования (CATIA V5).
Наличие систем управления базами знаний позволяет существенно расширить возможности конструкторов, максимально реализовать функции автоматизированного проектирования, фактически осуществив переход от систем проектирования с помощью компьютера (CAD-системы Computer Aided Design) к системам автоматизированного проектирования (САПР)
Программно-методический комплекс структурно параметрического моделирования позволяет вести наращивание описания модели объекта в "глубину" по следующим шагам:
А –формирование макета объекта, Б –построение системы параметризации,
В –определение условий работы с вариантами структурных решений, и в "ширину" –по мере детализации определения функциональных, конструктивных и технологических особенностей объекта.
3
1. Модель производственной спецификации
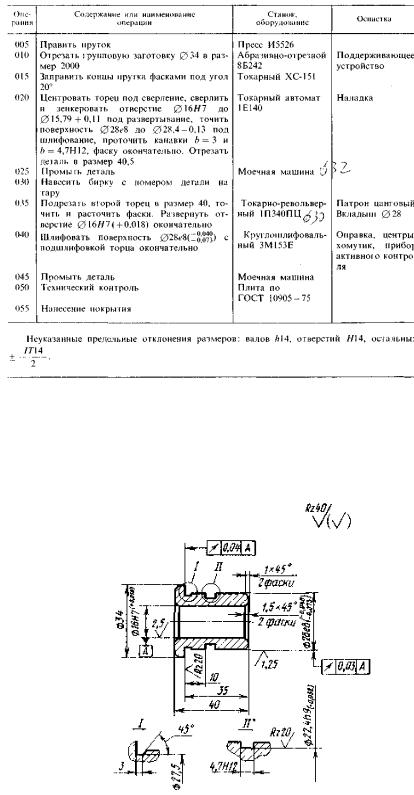
Деталь, выбранная для описания маршрута изготовления детали по средствам создания производственной спецификации представлена на рисунке 1, который соответствует варианту задания №2.
Рис1. Производственная спецификация
Деталь, для которой делается производственная спецификация представлена на рисунке №2
Рис2. Деталь
4
В качестве инструментального средства формирования информационных моделей используется программно-методический комплекс структурно параметрического моделирования, разработаны специалистами МАИ.
Программно-методический комплекс структурно-параметрического моделирования включает:
программный комплекс обработки структурнопараметрических моделей (ПК SPM);
программу визуальной обработки решения (ShowSPB);
программу диалоговой компоновки структурно -параметрической базы
(VisualSPB);
методические материалы по разработке структурно-параметрических моделей;
методические указания по построению программно-алгоритмического комплекса обработки структурно-параметрических моделей в прикладных системах проектирования.
Впроцессе моделирования будет использоваться следующая настройка информационного окружен (в файле DefaultPath).
SPM C:\tias\SPM\ SPB
C:\tias\SPM\spb\ SYS
C:\spm\model\stdPS\;c:\SPM\sys\;c:\SPM\sys\контур\ TAB
c:\spm\tab\ ERR c:\spm\ERR\ GIN c:\spm\gin\
Процесс обработки структурно-параметрических моделей в программнометодическом комплексе структурно параметрического моделирования имеет
4этапа.
1.Трансляция.
2.Параметрический расчет
3.Геометрический расчет
4.Анализ результатов
Исходя из фрагмента технологии изготовления детали, можно выделить следующие элементы маршрута в соответствии с видом выполняемых операций:
5
Заготовительные операции;
Кузнечные операции;
Механические операции;
Контрольные операции;
Слесарные операции;
Малярные работы.
Всоответствии с технологией изготовления детали схема маршрута представлена на рисунке 3.
1.Механическа |
2.Механическая |
3.Механическая |
4.Механическая |
я операция |
операция |
операция |
обработка |
5.Технический |
6.Слесарные |
7.Технический |
8.Механическая |
контроль |
операции |
контроль |
обработка |
9.Токарная |
10.Слесарные |
11.Технический |
12.Малярные |
обработка |
операции |
контроль |
работы |
Рис3. Схема маршрута
Модель производственной спецификации будет типом «П», называться «Производственная спецификация» и иметь код «ПрСпец2».
+ОБ"ЕКТ; КОД=ПрСпец2; ИМЯ=Производственная спецификация; ТИП=П;
f1(схема процесса)=; ГРУППА(схема)=f1;
МОДЕЛЬ=GRM;
В качестве элементов будем использовать модели производственных систем входящие в комплект ПМК СПМ, в частности:
Объект «T_zag» для заготовительных работ;
Объект «T_kuzn» для кузнечных и термических операций;
Объект «T_mech» для механических воздействий;
Объект «T_kontr» для контроля;
Объект «T_sles» для слесарных операций;
Объект «T_malyr» на этапе малярных работ;
6
+ОБЪЕКТ; КОД=ПрСпец16; ИМЯ=Производственная спецификация; ТИП=П;
f1(схема |
процесса)=; |
|
|
ГРУППА(схема)=f1; |
|
|
|
МОДЕЛЬ=GRM; |
|
|
|
+ПАРАМЕТРЫ; |
|
|
|
партия=25; DUR=; |
|
|
|
+ЭЛЕМЕНТЫ; |
|
|
|
ЭЛЕМЕНТ=012; |
ИМЯ=Малярные операции; |
КОД=T_malyr; исп=1; |
|
кол=партия; Sок=1; Кслож=15; |
|
|
|
ЭЛЕМЕНТ=011; |
ИМЯ=Контрольные операции; |
КОД=T_kontr; |
исп=1; |
кол=партия; T=0.2; |
|
|
|
ЭЛЕМЕНТ=010; |
ИМЯ=Слесарные работы; |
КОД=T_sles; |
исп=1; |
кол=партия; T=1; |
|
|
|
ЭЛЕМЕНТ=009; |
ИМЯ=Слесарные работы; |
КОД=T_sles; |
исп=1; |
кол=партия; T=0.1; |
|
|
|
ЭЛЕМЕНТ=008; |
ИМЯ=Механические операции; |
КОД=T_mech; |
исп=1; |
кол=партия; T=0.5; |
|
|
|
ЭЛЕМЕНТ=007; |
ИМЯ=Механические операции; |
КОД=T_mech; |
исп=1; |
кол=партия; T=0.5; |
|
|
|
ЭЛЕМЕНТ=006; |
ИМЯ=Контрольные операции; |
КОД=T_kontr; |
исп=1; |
кол=партия; T=0.1; |
|
|
|
ЭЛЕМЕНТ=005; |
ИМЯ=Слесарные работы; |
КОД=T_sles; |
исп=1; |
кол=партия; T=0.1; |
|
|
|
ЭЛЕМЕНТ=004; |
ИМЯ=Контрольные операции; |
КОД=T_kontr; исп=1; |
|
кол=партия; T=0.1; |
|
|
|
ЭЛЕМЕНТ=003; |
ИМЯ=Механические операции; |
КОД=T_mech; |
исп=1; |
кол=партия; T=0.5; |
|
|
|
ЭЛЕМЕНТ=003; |
ИМЯ=Механические операции; |
КОД=T_mech; |
исп=1; |
кол=партия; T=0.5; |
|
|
|
ЭЛЕМЕНТ=002; |
ИМЯ=Механические операции; |
КОД=T_mech; |
исп=1; |
кол=партия; T=0.5; |
|
|
|
ЭЛЕМЕНТ=001; |
ИМЯ=Механические операции; |
КОД=T_mech; |
исп=1; |
кол=партия; T=0.5; |
|
|
|
В качестве входных параметров для моделей производственных систем передается:
Трудоемкость выполняемых действий (параметр «T»);
Количество исполнителей (параметр «исп»);
Количество деталей определяющие одну партию (параметр «кол»);
Площадь окрашиваемой поверхности (для объекта «T_malyr», параметр
«Sок»).
Так как количество деталей в партии в нашем случае будет одинаковым на всех этапах маршрута изготовления, то выделим его в отдельный параметр «кол». Описание последовательности работ описывается в блоке «СТРУКТУРА» и для нашего варианта будет выглядеть следующим образ ом:
+СТРУКТУРА;
ЦЕПЬ=012-011-010-009-008-007-006-005-004-003-002-001;
МАТРИЦА=; +ФОРМУЛЫ; +ПОЛОЖЕНИЕ;
7
2. Задача технологического проектирования
Для решения задачи технологического проектирования необходимо воспользоваться процедурой «Проектирования», которая реализована в модуле «PrTech», входящего в состав ПМК СПМ. Процедура проектирования формирует решение в виде модели технологического решения (МТР) основываясь на данных описанных в технологической модели изделия (ТМИ), модели технической системы (МТС) и модели элемента технологического решения (МЭР). Таким образом текст модели ЗТП будет выглядеть следующим образом.
+ОБЪЕКТ; |
|
|
|
КОД=var2Z; |
|
|
|
ИМЯ=Механическая обработка (токарная); |
|
||
ТИП=Z; |
|
|
|
+ПАРАМЕТРЫ; |
|
|
|
T(+)=; |
|
|
|
Td(+)=; |
|
|
|
Труд=; |
|
|
|
+ЭЛЕМЕНТЫ; |
|
|
|
ЭЛЕМЕНТ=a; |
КОД=var2A; |
ИМЯ=(ТМИ) Технологический |
процесс |
Мехобработки детали;
ЭЛЕМЕНТ=p1; КОД=mechob2; ИМЯ=(МТС) Модель технической системы; ЭЛЕМЕНТ=t; КОД= var2T; ИМЯ=(МТР) Решение технологического проектирования;
ЭЛЕМЕНТ=t0; КОД=TehResh; ИМЯ=(МЭР) Модель элемента технологического решения; +ФОРМУЛЫ;
T:= SUM( 'tшт', 0, 'a');
Td:=SUM( 'tшт', 0, 'd'); Труд=Td/60;
+ПОЛОЖЕНИЕ;
В качестве модели технической системы (МТС) и модели элемента технологического решения (МЭР) мы используем уже разработанные объекты «mechob2» и «TehResh», так же входящие в состав ПМК СПМ. Технологическая модель изделия описывается в соответствии с выбранным вариантом. В состав модели входят модели элементарно обрабатываемых поверхностей (ЭОП), различающиеся по видам поверхностей соответственно.
Описывать ТМИ для проектирования ТП механической обработки детали будем в редакторе. СПМ (рисунок4).
8
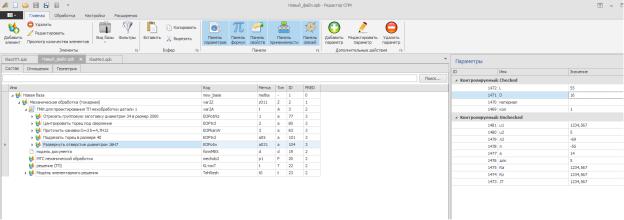
Рис4. ТМИ для проектирования В нашем варианте будут использованы следующие ЭОП:
Объект «EOPotrkz» отрезка круглой детали;
Объект «EOPkanW» канавка внутреняя;
Объект «EOPtrcl»для торца;
Объект «EOPotw» для канавок.
Таким образом ТМИ будет выглядеть следующим образом:
+ОБЪЕКТ;
КОД=var2A; ИМЯ=ТМИ для проектирования ТП мехобработки детали 1; ТИП=A;
+ПАРАМЕТРЫ;
Разработал(T: )='Вакурин А.О';
Проверил(T:+ )='';
Н.контроль(T: )='';
Шифр(T: )='К 08.08.01.000';
ЕдВеса(T: )='кг';
+ЭЛЕМЕНТЫ;
ЭЛЕМЕНТ=1; КОД=EOPotrkz; ИМЯ=Отрезать групповую заготовку диаметром 34 в размер 2000; ТИП=a;
кол=1; D=34 L=2000;
ЭЛЕМЕНТ=2; КОД=EOPtrcl; ИМЯ=Центрировать торец под сверление; ТИП=a;
кол=1; D=16; Пр=1; t=1; d=0;
ЭЛЕМЕНТ=3; КОД=EOPkanW; ИМЯ=Проточить канавки b=3; ТИП=a;
кол=1; L=3; Пр=2; t=2;
ЭЛЕМЕНТ=4; КОД=EOPkanW ; ИМЯ=Проточить канавки b=4,7H12; ТИП=a;
кол=1; L=4,7; Пр=2; t=2;
ЭЛЕМЕНТ=5; КОД=EOPtrcl; ИМЯ=Подрезать торец в размере 40; ТИП=a;
кол=1; D=40; Пр=1; t=1; d=0;
ЭЛЕМЕНТ=6; КОД=EOPotw; ИМЯ=Развернуть отверстие диаметром 16H7; ТИП=a;
кол=1; D=16; L=55;
+ФОРМУЛЫ; +ПОЛОЖЕНИЕ;
9
Входящими параметрами для элементарно обрабатываемых поверхностей являются следующие количественные характеристики: D, d – диаметры; L–длина; Пр –толщина снимаемого материала; t – количество проходов на станке; кол– количество. Так же необходимо передавать данные точности обработки, например JT11, что соответствует 11-му квалитету. Последним этапом в процессе создания модели задачи технологического проектирования, является подготовка объекта, в котором будет формироваться решение задачи проектирования. Таким объектом будет модель с кодом var2T:
+ОБЪЕКТ;
КОД=var2T; ИМЯ=решение (ТП); ТИП=T; +ПАРАМЕТРЫ; +ЭЛЕМЕНТЫ; +ФОРМУЛЫ; +ПОЛОЖЕНИЕ;
10