

ЛЕКЦИЯ 3. Соединения металлических конструкций
Основной вид соединений МК - сварные (более 90 %). При монтаже часто используют болтовые соединения. Для ответственных конструкций, работающих в тяжелых условиях, могут применяться заклёпочные соединения. В конструкциях из тонколистовой стали (t = 0,5-1 мм) возможны паяные соединения.
3.1 Сварные соединения. Виды сварки и их общая характеристика
Наиболее распространенным видом соединения элементов стальных конструкций являются электросварные соединения.
Основными достоинствами сварных соединений являются:
- высокая прочность и надежность;
- возможность соединения элементов непосредственно без вспомогательных деталей и отверстий (в отличие от клепаных и болтовых соединений);
- простота конструктивной формы;
- экономия металла;
- возможность механизации и автоматизации процесса сварки.
Недостатками сварных соединений являются:
- деформация изделий от усадки сварных швов;
- наличие остаточных напряжений в конструкции, что в некоторых случаях приводит к увеличению хрупкости стали.
Структура сварного шва подразделяется на три зоны:
- зона основного металла;
- переходная зона;
- зона наплавленного металла.
Зоной основного металла считается его часть около шва, нагреваемая не выше критической температуры (t = 723°С), в которой металл сохраняет свои механические свойства.
Переходная (околошовная) зона или зона термического влияния, расположена между основным и наплавленным металлом. В этой зоне во время сварки наблюдается резкое изменение температуры от 1500°С (температура плавления) до 723°С. Структура металла в этой зоне неравномерна. Переходная зона является самым слабым местом шва.
Проникание наплавленного металла в основной шов называется проваром, чем глубже провар, тем лучше шов. Обычно глубина провара составляет 1,5 – 2 мм.
Типы сварных соединений и швов
Сварные соединения могут быть:
1) встык – свариваемые детали приставляются одна к другой встык, и место их соединения проплавляется сварным швом;
2) внахлестку – одна деталь накладывается на другую и приваривается по отдельным граням или по всему контуру соединения;
3) комбинированные – детали свариваются встык и для усиления привариваются накладки внахлестку.
Сварные швы в соединениях подразделяются по ряду признаков:
1) по конструкции шва – на стыковые и угловые. Если усилие действует вдоль углового шва, он называется фланговым, если поперек то лобовым;
2) по назначению – на рабочие (передающие усилия) и конструктивные (связующие);
3) по положению в пространстве при их выполнении – на нижние, вертикальные и потолочные;
5) по числу слоев, накладываемых при сварке – на однослойные (однопроходные) и многослойные (многопроходные);
6) по месту производства – на заводские и монтажные;
7) по форме шва при сварке с обработанными кромками – на V-образные, Х-образные, К-образные и U-образные.
Таблица 1 – Виды сварных соединений и сварных швов
|
Стыковые |
Угловые |
Комбинированный |
||
|
Фланговые |
Лобовые |
|||
|
|
|
|
|
|




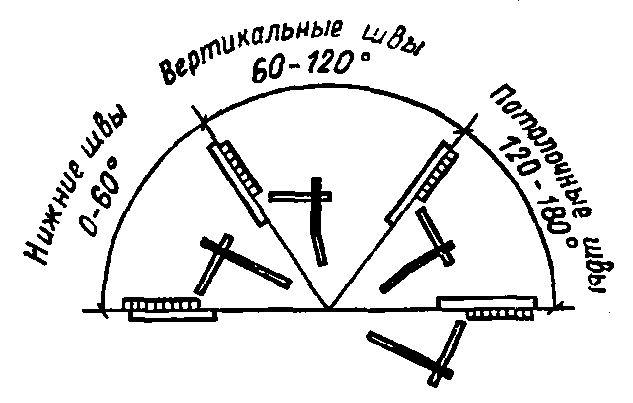
Рис. 1. Положение сварного шва в пространстве
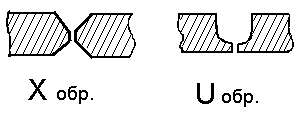
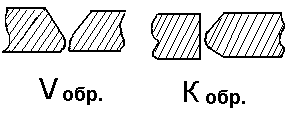
Рис. 2. Форма кромки свариваемых элементов
Кромки свариваемых изделий обрабатывают при больших толщинах металла для возможности выполнения монолитного соединения.