

Министерство образования и науки Республики Татарстан
Альметьевский государственный нефтяной институт
Кафедра технологии нефтегазового машиностроения
О Т Ч Е Т
по учебно-ознакомительной практике
Студента группы
Руководитель практики
от института
Калинкин А.К.
Альметьевск 2015 г.
Содержание:
1. Введение…………………………………………… ………………….3
2.Опытно-инструментальное производство…………… ………………5
2.1 Характеристика станков………………………… …………………7
3. ОАО «Альметьевский трубный завод»……………………………….10
3.1. Характеристика станков……………………………… …… ……..12
4. ОАО «Альметьевский завод «Радиоприбор»…………………………16
4.1 Общие сведения о предприятии………………………………………18
4.2. Характеристика станков………………………………………….…..19
5. ОАО «Алнас»…………………………………………… …………..22
5.1 Общие сведения о предприятии…………………….……..………….23
5.2 Характеристика станков……………………………………………….25
6. Заключение………………………………………………………...…….27
Введение.
Практика является важной составной частью учебного процесса по основной образовательной программе высшего профессионального образования и включается в учебные планы всех форм обучения в соответствии с требованиями Государственного образовательного стандарта.
Учебно-ознакомительная практика является необходимой составляющей учебного процесса по подготовке специалистов по специальности «Конструкторско-технологическое обеспечение машиностроительных производств».
Объектом прохождения практики является 4 предприятия Альметьевского района:
1.Опытно-инструментальныое производство.
2.Альметьевский трубный завод.
3.Альметьевский завод «Радиоприбор».
4. ОАО «АЛНАС».
Практика имеет свою цель- знакомство с основными принципами работы предприятий и их подразделений, на основе теоретических и практических знаний, полученных при изучении профессиональных дисциплин, улучшение качества профессиональной подготовки специалистов, закрепление знаний в области проектирования.
В соответствии с целью, основными задачами ознакомительной практики являются:
- ознакомление с основными направлениями деятельности предприятий;
-изучение и анализ действующих на предприятии технологических процессов изготовления деталей и сборки изделий;
-изучение достижений техники, которая используется на предприятиях;
-приобретение навыков проектирования современных технологических процессов изготовления деталей и сборки изделий.
При прохождении практики, длившейся с 20.05.2015 по 3.06.2015, на каждом предприятии сначала был пройден вводный инструктаж по технике безопасности, после было ознакомление студентов с подразделениями предприятий.
Опытно- инструментальное производство.
Данное производство включает в себя несколько участков.
1. Заготовительный участок обеспечивает инструментальное производство заготовками по заявкам технологического бюро инструментального цеха. При заготовительном участке имеется склад необходимых материалов, который обеспечивает и все другие участки.
2. Участок черновой обработки.
Он оборудован точильным станком, радиально- сверлильным , горизонтально-фрезерным, вертикально-фрезерным станком.
а.Точильный станок- это уникальный и многофункциональный аппарат, в задачи которого входит не только заточка режущих инструментов, но и шлифовка, зачистка, удаление ржавчины.
б.Радиально-сверлильный станок предназначены для многоинструментальной обработки отверстий в заготовках крупных деталей при единичном и серийном производстве.
в.Горизонтально- фрезерный станок предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства.
г.Вертикально-фрезерный станок применяется для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
3. Термический участок обладает большой мощностью и производительностью, что позволяет осуществлять термическую обработку изделий различной формы, размеров и веса от нескольких килограммов до сотен килограммов.Работа участка осуществляется вахтовым методом, что существенно сокращает сроки термической обработки и увеличивает производительность, т.к. оборудование работает по непрерывному циклу.
4.Кузнечный участок служит для изготовления крупных и мелких поковок, термические - для термообработки деталей и инструментов. Оборудование кузнечных цехов - молоты, прессы, ковочные машины, нагревательные печи, горны для ручной ковки.
5. Участок точечной шлифовки . Он оборудован универсальным станком, плоскошлифовальным станком.
а. Универсальный шлифовальный станок предназнакчен для шлифования кромок щитовых заготовок.
б.Плоскошлифовальный станок предназначены для чистовой и финишной обработки плоских поверхностей деталей абразивным или алмазным кругами. Заготовки крепятся на зеркале стола, магнитной плите или в приспособлении.
В зависимости от формы стола, на котором закрепляют деталь, различают продольную и круговую подачи. Шлифование заготовки производят периферией или торцом шлифовального круга.
6. Участок профильной шлифовки называется обработка деталей по сложному контуру, который нельзя обработать простым движением круга простой формы. Кругами простой формы считают круги, у которых рабочая поверхность - цилиндр, конус или плоский торец. Профильное шлифование ведут методом копирования или огибания.
7. Измерительная лаборатория.
а. Проектор для измерения.
б. Координатно-измерительная машина необходима в производственном и сборочном процессе для проверки размеров и форм деталей
Характеристика станков.
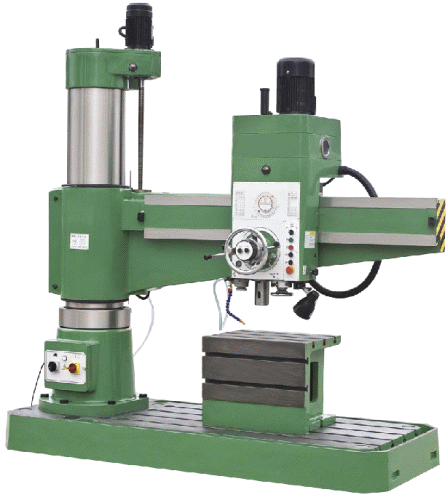
1. Радиально-сверлильный станок.
Радиально-сверлильные станки – один из наиболее широко используемых типов оборудования, применяемого как в единичном, так и в мелко-, средне- и крупносерийном производстве. На радиально-сверлильных станках выполняют следующие операции: - сверление отверстий в различных материалах; - зенкование торцовых поверхностей; - рассверливание и зенкерование отверстий, которые были предварительно просверлены в детали; - нарезание внутренней резьбы и множество других операций, выполняемых как с помощью базовой оснастки станка, так и с использованием специальных инструментов и приспособлений. Основные параметры.
Основными параметрами являются: -мощность; -максимальный условный диаметр сверления; -вылет шпинделя; -размер конуса шпинделя; -максимальный ход шпинделя; Все станки оснащены надёжными системами предохранительных устройств, исключающих поломку при перегрузке. Надёжность в работе предлагаемого нами оборудования обеспечивается благодаря шпинделю из высокоуглеродистой стали, имеющему двойные конические и упорные подшипники, а также закаленным и шлифованным шестерням шпиндельной головки.
Техническая характеристика: Наибольшее перемещение шпинделя, мм 1600 Точность- Н Мощность -7,5 Габариты 1500x1630x4170 Масса -10500 Минимальная частота вращения шпинделя,-12.5 об/мин Максимальная частота вращения шпинделя -1600об/мин:
2. Горизонтально-фрезерные станки.
Оборудование позволяет обрабатывать вертикальные и горизонтальные, а также фасонные и винтовые поверхности, пазы и углы. Работу ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами, а также сверлами. Обработка деталей, требующих деления или винтового движения, выполняют с использованием специальных приспособлений.
Все основные узлы станка смонтированы на станине. Также внутри нее размещены шпиндельный узел и коробка скоростей. Консоль с коробкой подач перемещается по вертикальным направляющим. Оправку с инструментом поддерживает хобот с серьгами.
Техническая характеристика:
змеры рабочей поверхности стола-1250х320
Наибольшее
продольное перемещение стола 250
Точность-
Н
Мощность электродвигателя привода
шпинделя -5,5кВт
Габариты 2135x1865x1695
Масса
станка с электрооборудованием -2360 кг
