

ремонт
.docx
Министерство
образования и науки РФ
Московский автомобильно-дорожный
государственный технический университет
(МАДИ)
Кафедра «Производство ремонт автомобилей и дорожных машин»
Расчётно-графическая работа
Вариант 9
Выполнил:
Группа
Принял:.
Москва, 2017 год
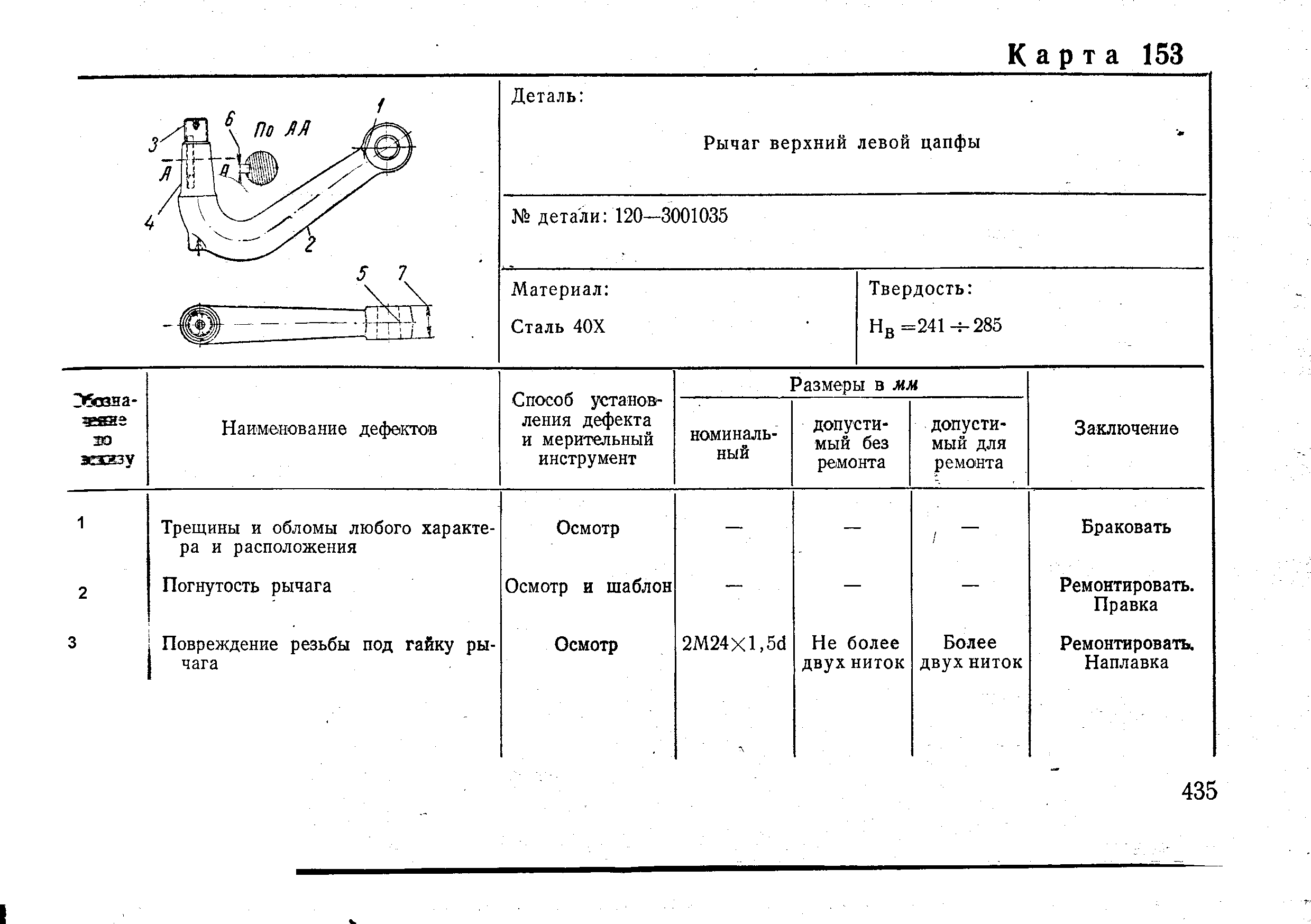
Рычаг левой верхней цапфы
Входит в конструкцию рулевого управления.
Она образует рулевой привод.
При вращении рулевого колеса усилие передается через вал на рулевую передачу. Червяк, который находится в зацеплении с сектором, начинает перемещать его по своей нарезке, чем вращает вал сектора. Он в свою очередь и отклоняет сошку, которая насажена своим верхним концом на выступающую часть вала. Возникающее отклонение передается на продольную тягу, которая начинает перемещаться вдоль своей оси. Она связана с поворотной цапфой через верхний рычаг, таким образом, её перемещение вызывает перемещение левой поворотной цапфы. А от левой усилие поворота передается к правой через нижние рычаги и поперечную тягу. Так реализуется поворот колёс.
Поворотная цапфа, штампованная из стали, имеет ось с фланцем и вилку. На две цилиндрические шейки оси устанавливаются подшипники ступицы переднего колеса, к фланцу привертывается тормозной щит колеса. В соосные отверстия верхней и нижней частей вилки запрессовываются бронзовые втулки, на которых цапфа поворачивается около шкворня. Поворот цапф и колес осуществляется посредством рычагов, закрепленных в боковых отверстиях вилки. Левая цапфа получает усилие поворота от рулевого механизма через продольную рулевую тягу и рычаг. Это усилие передается рычагом через поперечную рулевую тягу правой цапфе.
Балка и ось цапфы испытывают вертикальную нагрузку силы веса автомобиля, горизонтальную нагрузку сил инерции при торможении и повороте, кроме этого балка получает скручивающую нагрузку от тормозного момента. В связи с этим балка и ось цапфы рассчитываются на прочность при изгибе, а балка — еще и при кручении.
Материал – Сталь 40Х. Сталь конструкционная легированная, хромистая.
Применение: Оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
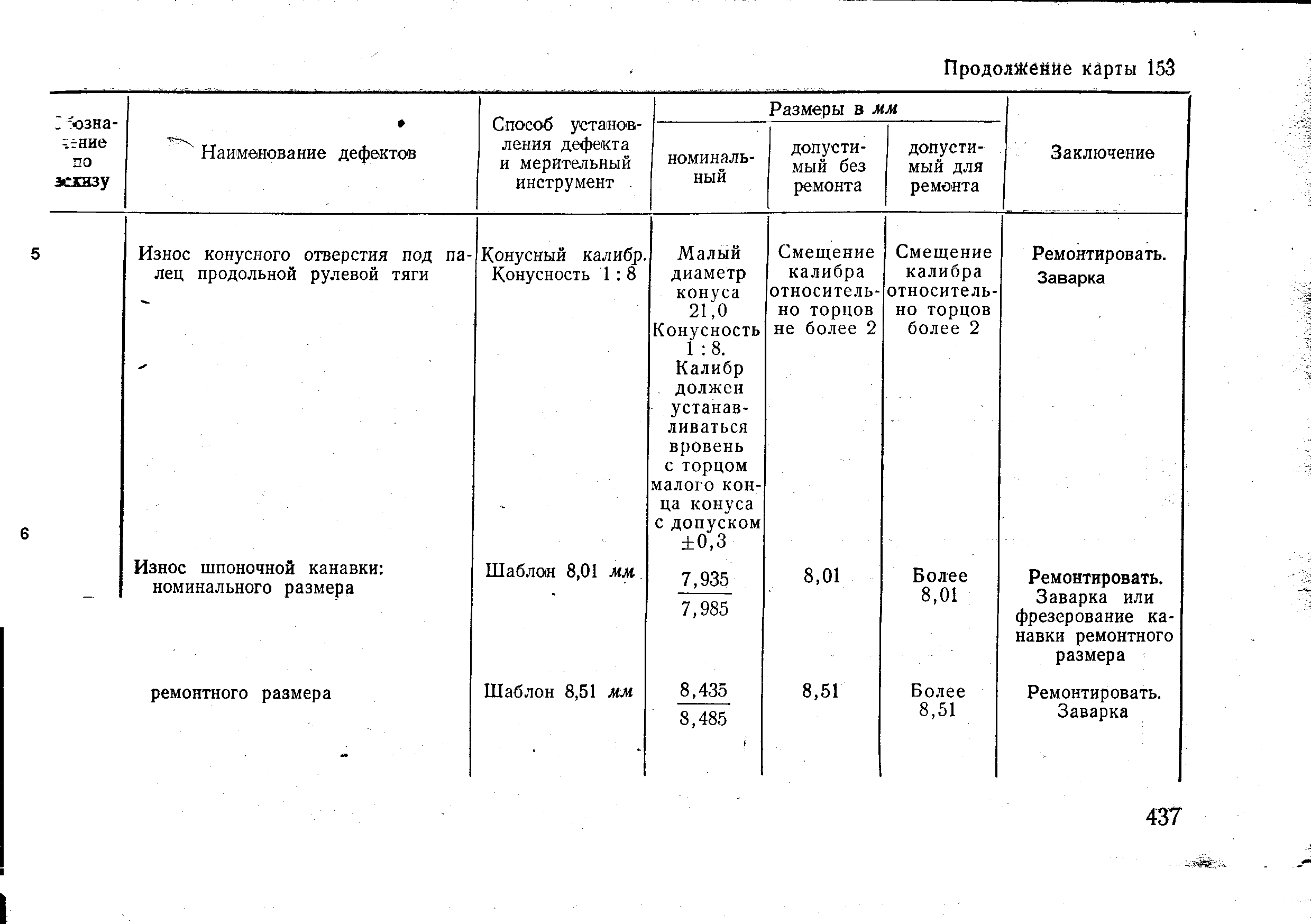
1) Износ конусного отверстия под палец продольной рулевой тяги.
С течением времени сферическая головка и коническая часть пальца, а также вкладыши и другие детали шарнира изнашиваются. Это приводит к возникновению люфтов и биений в рулевом приводе, что выливается в снижение комфорта и качества рулевого управления, а в конечном итоге — в снижение безопасности транспортного средства.
2) Износ шпоночной канавки.
Это закрытая канавка. Закрытые и полузакрытые шпоночные канавки фрезеруют специальными концевыми (шпоночными) фрезами на горизонтально- и вертикально-фрезерных станках или на специальных шпоночных станках.
Износ конусного отверстия под палец продольной рулевой тяги.
Под внутренний диаметр 21 мм подходит только НЭИ.
НЭИ – микронаплавка электроимпульсная
Разработка технологического процесса восстановления
Маршрутная технология восстановления детали включает следующие операции:
05 Сверлильная дефекта 5
10 Фрезерная дефекта 6
15 Наплавочная дефекта 5
20 Наплавочная дефекта 6
25 Сверлильная дефекта 5
30 Фрезерная дефекта 6
35 Контрольная
Нормирование работ по восстановлению деталей
Tшк = То + Тв + Тоб + Тст + Тпз/N = Тшт + Тпз/N
N – количество деталей = 1000 штук
Тпз = 20 минут
Тпз/N = 20/1000 = 0,02 мин
1. Сверлильная дефекта 5
То = Lp*i/n*S
Lp – расчетная длина обработки, мм;
i – число проходов;
n – частота вращения детали или инструмента, об/мин;
S – подача, м/об
S = 0,27 м/об
Lp = 30 мм
i = 1
V = Cv*Dq*Kv/Tm*Sy
Cv = 9.8; Kv = 0,83; T = 20 мин.; t = 0,5; y = 0,5; q = 0.4; m = 0.2
V = 29.06 м/мин
n = 1000*V/pi*d = 1000*29,06/3,14*21 = 440.7 об/мин
To = 30*1/440.7*0.27 = 0.25 мин
Tв = 0,1*То = 0,025 мин
Топ = То + Тв = 0,275 мин
Тоб = 0,05*Топ = 0,014 мин
Тот = 0,04*Топ = 0,011 мин
Тшт = 0,25 + 0,025 + 0,014 + 0,011 = 0,3 мин
Тшк = 0,3 + 0,02 = 0,32 мин
2. Фрезерная дефекта 6
То = Lp*i/n*S
S = 0,06 м/об
Lp = 20 мм
i = 1
V = Cv*Dy*Kv/Tm*tx*Szy*Bu*Zp
Cv = 332; Kv = 0,83; T = 120 мин.; t = 0,5; х = 0,1; y = 0,4; u = 0,2; p = 0; m = 0,2; D = 9
V = 210,8
n = 1000*V/pi*d = 1000*210,8/3,14*8,51 = 7888,81 об/мин
To = 20*1/7888,81*0,06 = 0,04 мин
Тв = 0,1*То = 0,004
Топ = То + Тв = 0,044 мин
Тоб = 0,05*Топ= 0,0022 мин
Тот =0,04*Топ = 0,0017 мин
Тшт = 0,04 + 0,004 + 0,0022 + 0,0017 = 0,048 мин
Тшк = 0,02 + 0,048 = 0,068 мин
3. Наплавочная дефекта 5
То = 0,06*F*L*ˠ*Kп*Кс/αн*J
F – площадь поперечного сечения шва (валика), мм^2;
L – длина шва, мм;
γ – плотность наплавляемого металла, г/см3 = сталь – 7,8
Кп - коэффициент разбрызгивания металла (Кп = 0,9);
αн - коэффициент наплавки
J - сила сварочного тока, А;
Кс = 1,5
F = pi*r^2 = 3.14*2*2 = 12,56
L = pi*d*n = 3,14*21*6 = 395,64
n – количество швов
Марка электрода «УОНИ-13-45», применяется для «Сварка углеродистых и низколегированных сталей», диаметр электрода = 2 мм, Сила сварочного тока = 45 А, Коэффициент наплавления = 8,5
То = 0,06*12,56*395,64*7,8*0,9*1,5/8,5*45 = 8,21 мин
Тв = 0,15*То = 1,23 мин
Топ = 8,21 + 1,23 = 9,44 мин
Тоб = 0,05*Топ = 0,47 мин
Тот = 0,03*Топ = 0,28 мин
Тшт = 8,21 + 1,23 + 0,47 + 0,28 = 10,19 мин
Тшк = 10,19 + 0,02 = 10,21 мин
4. Наплавочная дефекта 6
То = 0,06*F*L*ˠ*Kп*Кс/αн*J
γ = 7,8 ; Кп = 0,9; Кс = 1,5
F = pi*r^2 = 3.14*2*2 = 12,56
L = pi*d*n = 3,14*8,51*4 = 106,89
Марка электрода «УОНИ-13-45», применяется для «Сварка углеродистых и низколегированных сталей», диаметр электрода = 2 мм, Сила сварочного тока = 45 А, Коэффициент наплавления = 8,5
То = 0,06*12,56*106,89*7,8*0,9*1,5/8,5*45 = 2,22 мин
Тв = 0,15*То = 0,33 мин
Топ = 0,33 + 2,22 = 2,55 мин
Тоб = 0,05*Топ = 0,13 мин
Тот = 0,03*Топ = 0,08 мин
Тшт = 2,22 + 0,33 + 0,13 + 0,08 = 2,76 мин
Тшк = 2,76 + 0,02 = 2,78 мин
5. Сверлильная дефекта 5
То = Lp*i/n*S
S = 0,27 м/об
Lp = 30 мм
i = 5
V = Cv*Dq*Kv/Tm*Sy
Cv = 9.8; Kv = 0,83; T = 20 мин.; t = 0,1; y = 0,5; q = 0.4; m = 0.2
V = 29.06 м/мин
n = 1000*V/pi*d = 1000*29,06/3,14*21 = 440.7 об/мин
To = 30*5/440.7*0.27 = 1.26 мин
Tв = 0,1*То = 0,126 мин
Топ = То + Тв = 1,386 мин
Тоб = 0,05*Топ = 0,069 мин
Тот = 0,04*Топ = 0,055 мин
Тшт = 1.26 + 0.126 + 0.069 + 0.055 = 1.51 мин
Тшк = 1.51 + 0,02 = 1.53 мин
6. Фрезерная дефекта 6
То = Lp*i/n*S
S = 0,06 м/об
Lp = 20 мм
i = 10
V = Cv*Dy*Kv/Tm*tx*Szy*Bu*Zp
Cv = 332; Kv = 0,83; T = 120 мин.; t = 0,5; х = 0,1; y = 0,4; u = 0,2; p = 0; m = 0,2; D = 9
V = 548,44 м/мин
n = 1000*V/pi*d = 1000*548,44/3,14*8,51 = 20524,37 об/мин
To = 20*10/20524,37*0,06 = 0,16 мин
Тв = 0,1*То = 0,016
Топ = То + Тв = 0,176 мин
Тоб = 0,05*Топ= 0,0088 мин
Тот =0,04*Топ = 0,007 мин
Тшт = 0,016 + 0,16 + 0,0088 + 0,007 = 0,19 мин
Тшк = 0,02 + 0,19 = 0,21 мин
Оценка затрат на восстановление детали
Сссд = См + Сзпо + Ссст + Сцр + Сзпд; [центы]
Сзпд = 0; [центы]
Ссст = 0,3*Сзпо; [центы]
Сцр = 0,6*Сзпо; [центы]
См = Км*Сзпо; [центы]
См – сырьё и материалы; Сзпо – основная ЗП; Ссст – отчисления на социальное страхование; Сцр – накладные цеховые расходы.
Сзпо = Тшт * Сч [центы]
Сч = часовая тарифная ставка
Сч (единый и равен 50 центов)
1. Сверлильная дефекта 5
Сзпо = 0,3 * 50 = 15
См = 0.26*15 = 3.9
Ссст = 4.5
Сцр = 9
Сссд = 32.4
2. Фрезерная дефекта 6
Сзпо = 0,048 * 50 = 2,4
См = 0,28 * 2,4 = 0,67
Ссст = 0,72
Сцр = 1,44
Сссд = 5,23
3. Наплавочная дефекта 5
Сзпо = 10,19 * 50 = 509,5
См = 0,31 * 509,5 = 157,95
Ссст = 152,85
Сцр = 305,7
Сссд = 1126
4. Наплавочная дефекта 6
Сзпо = 2,76 * 50 = 138
См = 0,31 * 138 = 42,78
Ссст = 41,4
Сцр = 82,8
Сссд = 304,98
5. Сверлильная дефекта 5
Сзпо = 1.51 * 50 = 75.5
См = 0.26*15 = 19.63
Ссст = 22.65
Сцр = 45.3
Сссд = 163.08
6. Фрезерная дефекта 6
Сзпо = 0,19 * 50 = 9,5
См = 0,28 * 9,5 = 2,66
Ссст = 2,85
Сцр = 5,7
Сссд = 20,71
Сссд
=
 = 20,71 + 163.08 + 304,98 + 1126 + 5,23 + 32,4 = 1652.4
= 20,71 + 163.08 + 304,98 + 1126 + 5,23 + 32,4 = 1652.4
В случае восстановления ремонтным предприятием деталей в виде товарной продукции необходимо установление оптовой цены предприятием, которая приблизительно будет равна
Ц = (1 – ϭрп) * Сссд
Рентабельность продукции в этом случае задаётся нормативной в пределах
7
 12
12
Общее время для восстановления данной детали (если таких деталей 1000 штук)
Т = 0.21 + 1.53 + 2.78 + 0.05 + 10.21 + 0.32 = 15.1 мин
Вывод: использование восстановленных деталей вместо новых позволяет снизить затраты на капитальный ремонт автомобилей, но не все детали автомобилей технически возможно и экономически целесообразно восстанавливать. Детали целесообразно восстанавливать только в том случае, если на данном предприятии будет обеспечено такое качество, при котором срок службы восстановленной детали будет соответствовать сроку службы новой детали или установленному межремонтному пробегу соответствующего агрегата, и, если себестоимость ее восстановления будет равна или ниже стоимости новой детали. Затраты на восстановление детали, приходящиеся на единицу ее пробега, должны быть меньше или в крайнем случае равны стоимости новой детали, приходящейся на единицу ее пробега до полного износа. Опыт централизованного восстановления деталей показывает его большую экономическую эффективность.
Предоставленные для ремонта дефекты является изношенными, и в случае ремонта, обеспечат нормальное состояние. Затраты на восстановление не будет превышать стоимость новой детали.
Ремонт данной детали целесообразен.