

Метрология лаба 1
.docx1)Назначение и принцип действия и метрологические характеристики вертикального длинномера?
Отсчет по окуляру осуществляют следующим образом. В окуляр наблюдают миллиметровый штрих, попавший в поле шкалы десятых долей миллиметра (6 мм). Десятые доли миллиметра отсчитывают по десятичной шкале миллиметровым штрихом (на рисунке четвертый). Спираль Архимеда для повышения точности отсчета выполнена двойной. Вращая винт 4 в любую сторону, добиваются, чтобы двойная линия спирали заняла симметричное положение относительно штриха миллиметровой шкалы. По круговой шкале отсчитывают сотые и тысячные доли миллиметра. Окончательный отсчет составит 6,432 мм. Итак, с миллиметровой шкалы считывают целые миллиметры, с малой вертикальной — их десятые доли, с круговой — сотые и тысячные. Сумма отсчетов дает абсолютное значение измеряемого размера. Установку прибора на нуль осуществляют винтом 7.
С помощью этого длиномера можно измерять
размеры более 100 мм методом сравнения
с мерой. Установку прибора на нуль в
этом случае следует выполнять по концевой
мере длины размером 100 (150) мм. Для этого
необходимо ослабить винты 15, резьбовым
кольцом поднять корпус несколько выше
установочной меры, отпустить винт 8,
подождать, пока измерительный наконечник
коснется рабочей поверхности меры,
Затем, пользуясь нониусом головки 6 с
установленной в нулевое положение
круговой шкалой, нужно с помощью резьбовой
гайки опустить корпус длиномера по
колонне до примерного совпадения нулевых
штрихов шкал, затянуть винты 15 и провести
тонкую подстройку нуля винтом 7.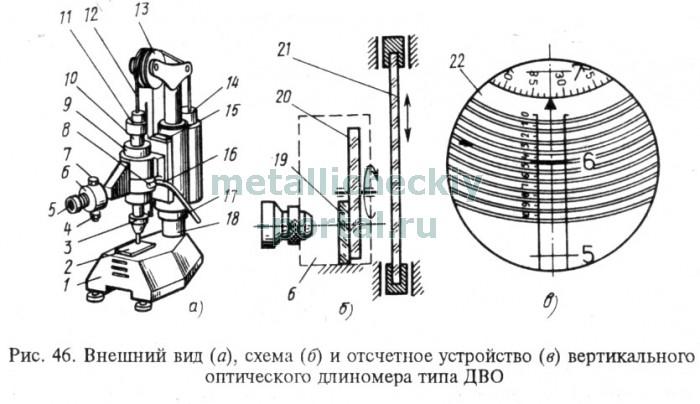
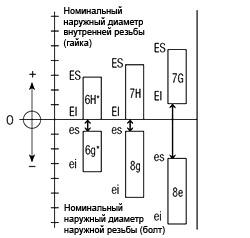
2.На какие параметры установлены допуски в крепежных резьбах?
Система допусков и посадок метрической резьбы нормирована следующими стандартами:- ГОСТ 16093-81 «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором»;- ГОСТ 4608-81 «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом»;- ГОСТ 24834-81 «Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки»
0 - нулевая отметка (h/H) - Номинальный диаметр
+/- - положительные/отрицательные зоны расположения допусков
e/g/G - положение допуска относительно 0 (h/H)
6/7/8 - степень точности допуска
* - стандартный размер допуска болта/гайки
Es/ei - максимальный размер границы поля допуска
Ei/es - минимальный размер границы поля допуска
↨ - допуск зазора для антикоррозийного покрытия
3.Изобразите схему полей допусков для резьбового соединения с зазором?
4.Какие методы измерения и контроля использованы в данной работе?
o Нулевой метод измерений — метод сравнения с мерой, в котором результирующий эффект воздействия измеряемой величины и меры на прибор сравнения доводят до нуля.
o Метод измерений замещением — метод сравнения с мерой, в котором измеряемую величину замещают мерой с известным значением величины.
o Метод измерений дополнением — метод сравнения с мерой, в котором значение измеряемой величины дополняется мерой этой же величины с таким расчетом, чтобы на прибор сравнения воздействовала их сумма, равная заранее заданному значению.
o Дифференциальный метод измерений — метод измерений, при котором измеряемая величина сравнивается с однородной величиной, имеющей известное значение, незначительно отличающееся от значения измеряемой величины, и при котором измеряется разность между этими двумя величинами.
Какие средства могут быть использованы для измерения и контроля крепежных резьб?
Для контроля крепёжных цилиндрических резьб, образующих посадки с зазором
(обычных болтов, винтов, гаек), чаще всего используют комплексный метод, при котором
одновременно проверяются все параметры резьбы. Этот контроль осуществляется с помо-
щью предельных резьбовых калибров: резьбовых пробок для контроля внутренних резьб
(рис.3а) и резьбовых колец или скоб для наружных резьб (рис.3 б,в).
Рис.3 Предельные резьбовые калибры.
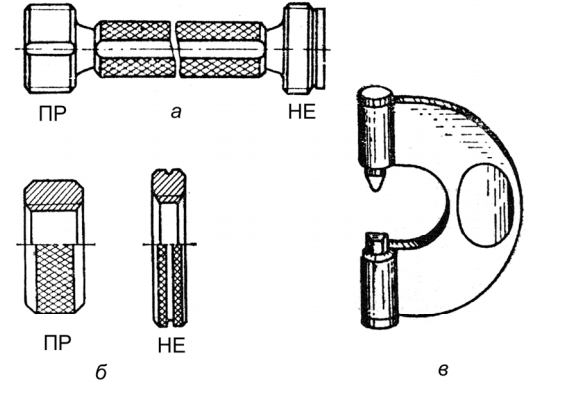
а – двусторонняя пробка; б – резьбовые кольца;
в – резьбовая скоба с конической и призматической вставками.
О годности резьбовой детали судят по тому, как она свинчивается с калибрами. Если
деталь свинчивается с проходным калибром, но не свинчивается с непроходным, то она при-
знаётся годной. Детали, которые не свинчиваются с проходным калибром или свинчиваются
с непроходным, считаются бракованными.
Указанный метод контроля отличается простотой, не требует высокой квалификации
контролёра и является достаточно производительным. Однако он не позволяет произвести
оценку погрешностей отдельных параметров резьбы: среднего диаметра, шага, угла профиля
и др.
Проверка внутреннего диаметра гайки D1 и наружного диаметра болта d при ком-
плексном методе контроля осуществляется соответственно гладкими предельными пробками
и скобами.
В производстве точных резьб: ходовых винтов, резьбовых шпилек, резьбовых калиб-
ров, метчиков, - используют дифференцированный метод контроля, при котором контроли-
руется (измеряется) каждый отдельный параметр резьбы.
Наиболее широкое применение для измерения параметров резьбы получили инстру-
ментальные микроскопы: малые (ММИ), большие (БМИ) и универсальные (УИМ).
Ниже рассмотрена конструкция большого инструментального микроскопа типа БМИ
и изложена методика измерения отдельных параметров резьбы.
1.Что такое абсолютная, относительно и приведенная погрешности средств измерения?
а под абсолютной погрешностью измерительного прибора – разность между его показанием и действительным значением измеряемой величины:
![]()
Однако в большей степени точность средства измерений характеризует относительная погрешность, т.е. выраженное в процентах отношение абсолютной погрешности к действительному значению измеряемой или воспроизводимой данным средством измерений величины:

2.Что такое класс точности средств измерения и как он показывается на приборах?
Класс
точности измерительного прибора — это
обобщенная характеристика, определяемая
пределами допускаемых основных и
дополнительных погрешностей, а также
другими свойствами, влияющими на
точность, значения которых установлены
в стандартах на отдельные виды средств
измерений.
3.Что такое основная и дополнительная погрешность средств измерений?
a) Основная - это погрешность средств измерения, которое находятся в нормальных условиях эксплуатации, возникает из-за неидеальности функции преобразования и вообще неидеальности свойств средств измерений и отражает отличие действительной функции преобразования средств измерения в н.у. от номинальной нормированной документами на средства измерений (стандарты, тех. условия). Нормативными документами предусматриваются следующие н.у.:
-
Температура окружающей среды (20±5)°С;
-
Относительная влажность (65±15)%;
-
напряжение питания сети (220±4,4)В;
-
частота питания сети (50±1)Гц;
-
отсутствие эл. и магн. полей;
-
положение прибора горизонтальное, с отклонением ±2°.
b) Дополнительная – это составляющая погрешности средств измерений, возникающая дополнительно к основной, вследствие отклонения какой-либо из влияющих величин от нормы её значения или вследствие её выхода за пределы нормированной области значений. Обычно нормируется наибольшее значение дополнительной погрешности.
4.Что называется вариацией показаний прибора и как она определяется?
Вариацией называется наибольшая разность между повторными показаниями прибора при одном и том же значении измеряемой величины.
Вариация показаний b определяется как разность показаний прибора при одном и том же значении измеряемой величины при подходе стрелки к отметке шкалы со стороны меньших и со стороны больших значений. Вариация характеризует степень устойчивости показаний прибора при одних и тех же условиях измерения одной и той же величины. Причиной вариации является трение в опорах подвижной части измерительного механизма стрелочных приборов.
5.Как можно установить соответствие прибора требованиям того или иного класса точности?
6.Что такое проверка средств измерения?
Поверка средств измерений — совокупность операций, выполняемых с целью подтверждения соответствия средств измерений установленным метрологическим требованиям.