

Физико-механические основы обработки материалов давлением (ОМД). Влияние температуры на ОМД.
При воздействии внешних сил на металл заготовки он деформируется. Сначала возникает упругая деформация, при увеличении действия сил упругая деформация переходит в пластическую. При снятии нагрузки она не исчезает. Пластическая деформация заключается в перемещении атомов металла относительно друг друга на расстояние больше межатомных из одних равновесных положений в новые. При перемещении атомов в одной кристаллографической плоскости без изменения расстояния между этими плоскостями силовое взаимодействие атомов не исчезает и деформация протекает без нарушения сплошности тела. Основным видом пластической деформации является скольжение. При скольжении происходит смещение отдельных частей кристаллов по определенным кристаллографическим плоскостям – плоскостям скольжения. ПД происходит в результате последовательного перемещения небольшого числа атомов в области дислокации или иначе, перемещение дислокаций. Закономерности: 1) При ОД объем металла практически не изменяется. 2) При ОД металл течет в сторону наименьшего сопротивления. 3) Деформирование происходит в результате действия внутренних напряжений, возникающих на плоскостях скольжения. Существует горячая и холодная ОМД. Горячая при температуре заготовки выше температуры рекристаллизации. Холодная при температуре заготовки ниже температуры рекристаллизации.
Прокатное производство. Оборудование, продукция.
Процесс прокатки металлов осуществляется между двумя или несколькими вращающимися приводными валками. При этом площадь поперечного сечения заготовки уменьшается, длина и ширина увеличиваются, может изменятся форма. В зависимости от направления относительно осей валков различают три основных способа прокатки: продольный, поперечный, поперечно-винтовой.
Продольная прокатка.Признаки: 2 валка на встречу друг другу. Иногда к двум горизонтальном добавляют два вертикальных, оси которых расположены в одной вертикальной плоскости. Движение заготовки поступательное, ее ось перпендикулярна осям валков. Длина раската многократно превышает размеры поперечного сечения. Продукция: листы, полосы, сортовые профили, бесшовные трубы, катанка постоянного и переменного сечения. Горячее и холодное бывает.
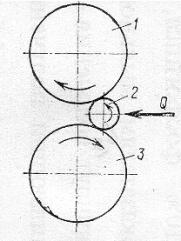
Поперечная прокатка.Признаки: 2 валка в одном и том же направлении. Движение заготовки вращательно-поступательное, ее ось параллельна осям валков. Размер поперечного сечения изделий соизмеримы или меньшей длины. Продукция: шары, шестерни, оси, валы. Поэтому такие станы именуются ещё деталепрокатными. Чаще в горячем состоянии.
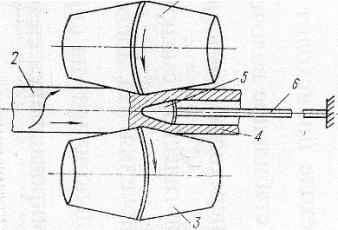
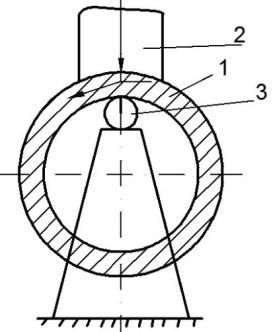
Поперечно-винтовая (косая) прокатка.Бочкообразные валки. Оси валков параллельны, на виде сбоку – наклонены к горизонту под углом 4…15 градусов. Валки вращаются в одном направлении. Движении заготовки поступательно- вращательное, ее ось параллельна осям валков. Длина раската превышает размеры поперечного сечения. Вследствие поверхностной деформации внутренние слои заготовки разрыхляются, образуя полость. Для придания её правильной геометрической формы внутрь полости, с обртной стороны вводиться оправка на жестко закрепленной штанге. Оправка прошивает разрыхленную центральную область заготовки, в результате получают пустотелую гильзу.
4 – гильза 5- оправка 6 - штанга

Ковка. Сущность процесса. Основные операции ковки.
Свободная ковка осуществляют между двумя бойками, один из которых (нижний) неподвижный, второй (верхний) совершает возвратно поступательные движения вверх-вниз. При ходе вниз осуществляется пластическая деформация заготовки (рабочий ход), при ходе вверх вверх (холостой ход), заготовку продвигают на ширину бойка. При этом, если необходимо обжимать заготовку по высоте и ширине, ее кантуют поочередно на 90 градусов. Процесс осуществляется преимущественно в горячем состоянии, используют для получения крупных паковок из черных металлов. Детали до 250 тонн. Свободная машинная ковка осуществляется на молотах и прессах. Молот – машина ударного действия, в которой энергия привода перед ударом преобразуется в кинетическую энергию линейного движения рабочих масс с закреплённом на них рабочим инструментом, а время удара – в полезную работу деформирования поковки. Паровоздушные молоты. Пневматические. В электромеханических молотах. В газовых молотах. В высокоскоростных молотах.
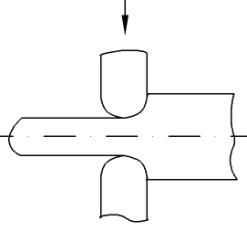
Основные операции ковки:Осадка – обжатие заготовки по высоте с целью увеличения её поперечных размеров. Осадка с утолщением одного из концов заготовки – высадка.

Протяжка– операция удлинения заготовки или её части за счет уменьшения площади поперечного сечения. Протяжку проводят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие одни к другому, подачей с подачей заготовки вдоль оси протяжки с поворотами ее на 90 град. вокруг оси.
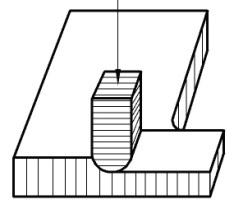
Разновидности протяжки:Разгонка – операция увеличения ширины части заготовки за счет уменьшения ее толщины (1 и 2). Протяжка с оправкой – операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок (3). Раскатка на оправке - операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (4).

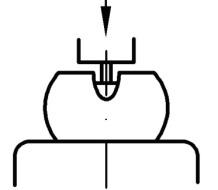
Прошивка– операция получения в заготовке сквозного отверстия или углубления. Инструмент для прошивки – прошивни сплошные или пустотелые, пустотелыми прошивают отверстия большого диаметра (400-900мм). При прошивке сквозной сравнительно тонких поковок применяют подкладные кольца. Диаметр прошивня не более ½ от наружного диаметра заготовки, при большом диаметре прошивня заготовка значительно искажается.
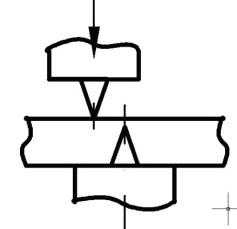
Отрубка– операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента – топора. Отрубку применяют для получения из заготовок большой длины нескольких коротких, для удаления излишков металла на концах поковок, для удаления прибыльной и донной частей слитка и тд.
Гибка– операция придания заготовке изогнутой формы.

Закручивание – поворот одной части заготовки относительно оси на некоторый угол. Например для изготовления коленчатых валов.
![]()
Кузнечная сварка– операция, при которой обеспечивается соединение отдельных частей заготовки. Температура д/б выше 1100градусов( порог свариваемости), сталь не должна содержать много углерода. Внахлест, вразруб.

Для изготовления небольших партий сложных поковок применяют штамповку в подкладных штампах. Подкладной штамп может состоять из одной или двух частей, в которых имеется полость с конфигурацией поковки или ее отдельного участка.

5. Определение режимов нагрева металла.
Температурный интервал ковки – область температур, при которых металл обладает достаточной пластичностью и пониженным сопротивлением деформированию.
Верхняя граница температурного интервала ниже линии солидуса на 100-200 градусов.
Нижняя граница – на 75 – 4 градусов выше линии PSK. 1300-800 градусов.
4. Штамповка. Оборудование для штамповки. Объемная штамповка. Листовая штамповка.
Штамповка – вид обработки металлов давлением, при котором формообразование поковки из заготовки осуществляется с помощью специального инструмента – штампа.
- По температуре процесса различают горячую и холодную штамповку.
- По технологическим принципам штамповка делится на объемную и листовую.
Оборудование для штамповки
Штамповка осуществляется на штамповочных молотах, прессах, горизонтально-ковочных машинах и специальных машинах узкого назначения.
Горячей объемной штамповкой называют процесс получения заготовок, при котором формообразующую полость штампа, называемую ручьем, принудительно заполняют разогретым металлом и перераспределяют его в соответствии с заданной чертежом конфигурацией.
Холодная объемная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Листовая штамповка — метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов.
Листовая
штамповка подразделяется на горячую и
холодную.
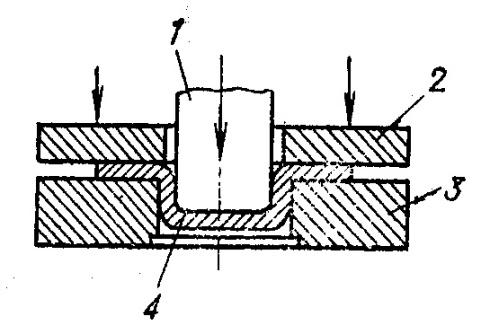
Рисунок 1.7 – Схема объемной штамповки: 1 – верхняя часть штампа; 2 – нижняя часть штампа; 3 – изделие; 4 – облой (заусенец).
Рисунок 1.8 – Схема листовой штамповки: 1 – пуансон; 2 – прижим; 3 – матрица; 4 – изделие.
5. Сварочное производство. Физические основы сварки. Понятие свариваемость.
Сварка – процесс получения неразъемных соединений металлических деталей в узлах и целых конструкциях, осуществимый за счет сил межатомного сцепления. Образование сварных соединений происходит в большинстве случаев при нагреве в узкой зоне кристаллизации с образованием сварного шва, за счет свариваемого металла или присадочного. Способы сварки: совместной пластической деформацией соединяемых деталей (сварка давлением), сварка совместным плавлением стыков. Также существует промежуточные методы. 3 метода электрической контактной сварки: точечный, роликовый, стыковой.
Свариваемость. Свариваемость — свойство металлов или сочетания металлов образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
6. Классификация сварных швов и способов сварки.
Различают стыковое, нахлесточное, угловое, тавровое и заклепочное соединение. При толщине 3мм – отбортовка без зазора с высотой бортика 2 толщины. 4-8 без разделки кромок 2мм зазор. 13-15 толщина сваривается одностороннейVобразной разделкой кромок. Больше 15 двухсторонняяXобразная кромка. Более 20 чашеобразной разделкой кромок (одностороннее или двух).
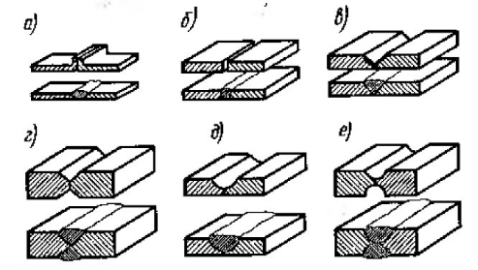
Соединение внахлест. Выполняют угловыми швами, величина нахлестки трех-пятикратной толщины свариваемых элементов.
Угловое соединение производится без скоса и со скосом кромок

Тавровое соединение выполняют привариванием одного элемента изделия к другому. 10-20 мм односторонний скос. Более 20 мм – двухсторонний.
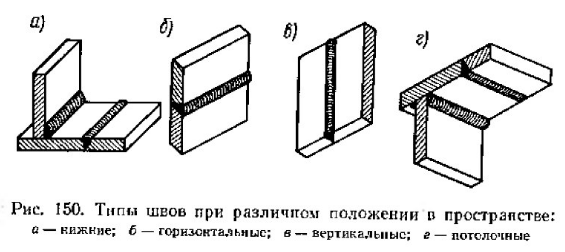
Типы швов

Типы швов в зависимости от положения относительно действия внешних сил.
Сварка плавлением: Электрошлакова, Дуговая (неплавящимся электродом, плавящимся) Газоэлектрическая (неплавящимся вольфрам и тд., плавящимся металлически электродом) Сварка давлением: Кузнечная, Электроконтактная ( стыковая, точеная, шовная) Газопрессовая, Холодная, Трением.