

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «ТЕХНОЛОГИЯ МАТЕРИАЛОВ»
Семестровая работа
По дисциплине: «Основы автоматизации технологических процессов ОМД»
Тема работы: «Автоматизация процессов листовой штамповки»
Содержание
Введение 3
Направления автоматизации 4
Процессы листовой штамповки 8
Устройства автоматизации 9
Подача заготовок 9
Раскрой широкорулонный 13
Пакетирование листовых отходов 15
Развитие автоматизации холодной штамповки 17
Техника безопасности при холодной листовой штамповке 18
Заключение 19
Список использованной литературы 20
Введение
В условиях массового производства широко применяется автоматизация процессов штамповки. Этим обеспечивается рост производительности труда, снижаются трудоемкость и себестоимость аппаратов, повышаются качество и единообразие штампованных деталей, а также обеспечивается полная безопасность работы на прессах.
В электроаппаратном производстве наибольшее распространение имеют операции вырубки и отрезки заготовок или деталей, поэтому важным фактором автоматизации является применение материала в рулонах.
Направления автоматизации
Автоматизации холодной листовой штамповки разделяется на следующие направлениях:
1. Применение штампов-автоматов, которые отличаются от обычных штампов тем, что в них встраиваются дополнительные устройства для автоматической подачи ленты, полосы или штучных заготовок.
На рисунке 1 изображен штамп-автомат для вырубки и гибки кабельных наконечников.
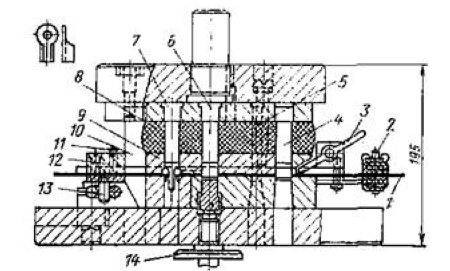
Рисунок 1 - Пресс-автомат для вырубки и гибки кабельных наконечников
1 – материал – латунь в виде ленты; 2 – зажим ленты; 3 – прижим ленты; 4 – ножи шаговые разрезной; 5 – пуансон для отверстия; 6 – пуансон для вырубки контура двух наконечников; 7 – гибочный пуансон; 8 – резина для прежима ленты; 9 – прижим ленты; 10 – клин подачи ленты; 11 – зуб подачи; 12 – ползун подачи; 13 – пружинный механизм возврата ползуна; 14 – регулятор.
2. Применение прессов-автоматов, отличающихся от обычных тем, что
они предназначены только для автоматической штамповки и применяются в крупносерийном и массовом производствах.
Прессы-автоматы подразделяются на:
1) вертикальные автоматические прессы с валковой, клещевой и револьверной подачей заготовок;
2) горизонтальные автоматические прессы с бункерной подачей заготовок;
3) многопозиционные прессы;
4) прессы-автоматы с нижним приводом для перемещения матрицы
3. Автоматизация обычных прессов осуществляется, во-первых, за счет модернизации, во-вторых, за счет оснащения их универсальными автоматическими подачами и устройствами для правки полос и лент. Наибольшее применение имеют валковая, крючковая и клещевая подачи ленточного и полосового материала.
В механизме валковой подачи лента из рулона, надетого на катушку, подается через правильные ролики парой подающих валиков. Валики вращаются периодически от тяги, соединенной с эксцентриком, сидящим на кривошипном валу пресса, Лента периодически перемещается к штампу, откуда она после штамповки через валики поступает на наматывающую катушку, приводимую во вращение от вала пресса посредством рычажной передачи.
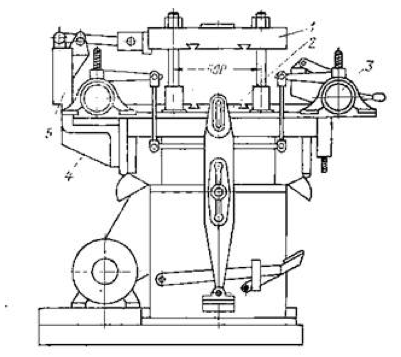
Рисунок 2 – Общий вид пресса-автомата с нижним приводом
1 – верхняя подвижная плита; 2 – нижняя подвижная плита; 3 и 4 – механизм валиковой подачи ленты – входной и выходной; 5 – ножницы для резки отходов полосы
Точность шага подачи может быть доведена до 0,2 мм. Другие автоматические подачи, как и валковая, работают периодически и синхронно с валом пресса, в то время как пуансон штампа находится вне рабочей зоны. Для подачи отдельных заготовок и полуфабрикатов часто применяют специальные приемники (бункера 89 и магазины), откуда они особым механизмом подаются в штамп. Для удаления отштампованных мелких деталей часто применяют сжатый воздух, а для крупных — механические руки.
Из прессов, оснащенных автоматическими подающими устройствами (рисунок 3), и из прессов-автоматов создаются автоматические линии для массового производства разных листовых деталей.

Рисунок 3 – Схема автоматической валковой подачи листового материала
Приведенный на рисунке 3 штамп простого действия предназначен для вырубки кружков. Штамп состоит из пуансона (верхняя часть) и матрицы (нижняя часть). Пуансон 3 крепится к верхней плите штампа 2 с помощью пуансонодержателя 4, хвостовик которого 1 крепится к ползуну пресса. Матрица 9 крепится к нижней плите 7 штампа с помощью матрицедержателя 8, а нижняя плита — к столу пресса. Соосность пуансона и матрицы достигается при помощи направляющих колонок 6 и втулок 5.
4. Автоматизация подъемно-транспортных операций: 1) применение для межпрессового транспорта заготовок устройств: ленточных (прямолинейных), роторных (вращающихся), лотковых (наклонных); 2) применение для удаления отходов подпольных ленточных и других транспортеров.
5. Применение автоматических линий. Поточные, в том числе и автоматические линии, производства холодноштампованных деталей могут состоять из ножниц для резки материала, прессов-автоматов, межоперационных транспортных устройств, иногда и другого дополнительного оборудования. Например, для штамповки релейных пластинчатых пружин организована автоматическая линия из 13 прессов 50 — 80 кН каждый. Для штамповки 68 типоразмеров пружин по методу групповой технологии разработано 16 штампов с расчетом на одновременную работу 5 — 8 штампов.