

Семестровая работа. Устройство и принцип работы кривошипной горизонтально-ковочной машина 2500 тонн с вертикальным разъемом матрицы
.docxМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
«ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет технологии конструкционных материалов
Кафедра «Технология материалов»
Семестровая работа
По дисциплине: «Оборудование кузнечно-штамповочных цехов»
На тему: «Устройство и принцип работы кривошипной горизонтально-ковочной машина 2500 тонн с вертикальным разъемом матрицы»

Содержание
Введение………………………………………………………………………….3
1. Схема, назначение и устройство ГКМ………………………………………4
2. Описание узлов ГКМ…………………………………………………………7
3. Фото и паспортные данные ГКМ…………………………………………….10
Заключение……………………………………………………………………….11
Список литературы………………………………………………………………12
Введение.
ГКМ - предназначена для штамповки поковок в многоручьевых штампах (наборный, формовочный, прошивной, обрезной).
На горизонтально-ковочной машине можно изготовлять поковки такой конфигурации, какую нельзя получить ни на какой другой кузнечной машине. Только некоторые из них можно получить штамповкой на молоте и прессе, да и то с очень большими отходами металла в заусенец (облой) или с большими напусками.
В данной работе узнаем о данной машине больше, на примере модели ГКМ с усилием 2500.
1.Схема, назначение и устройство кривошипной горизонтально-ковочной машины (ГКМ) с усилием 2500т.
Горизонтально-ковочная машина (ГКМ) -предназначена для горячего безоблойного штампования заготовок из прутка в разъёмных матрицах. По характеру воздействия на заготовку ГКМ относится к прессам. На ГКМ производят высадку, а также прошивку, отрезку, гибку, выдавливание. По сравнению с другими кузнечно-прессовыми машинами ГКМ более производительны, обеспечивают высокую точность изделий. Рабочее усилие в ГКМ создаёт кривошипный механизм, движение рабочих органов происходит в горизонтальной плоскости. Вспомогательные операции (подачу заготовки, зажим её и т. п.) осуществляет рычажно-кулачковый механизм. В СССР и за рубежом выпускаются ГКМ с усилием от 0,5 до 31,5 Мн (от 50 до 3150 mc), позволяющие высаживать прутки диаметром до 225 мм.
Горизонтально-ковочные машины применяют при изготовлении различных заготовок, требующих технологических операций высадки, прошивки, просечки, гибки, выдавливания и отрезки, т.е. отделения поковки от прутка.
Преимущества :
· Высокая производительность (у небольших машин – до нескольких тысяч штук в смену);
· Высокий коэффициент использования металла (КИМ);
· Достаточно высокая точность, малые припуски и уклоны, небольшой заусенец или штамповка без заусенца;
· Широкие технологические возможности;
· Возможность автоматизации штамповки.
Главный параметр ГКМ – номинальное усилие на штамповочном ползуне. Основные параметры ГКМ регламентируются ГОСТ 7023 – 89.
У горизонтально-ковочных машин, называемых также высадочными, основное формообразование осуществляется ходом высадочного ползуна. Ho в известных пределах можно также использовать и зажимное усилие матриц для малых деформаций в направлении, перпендикулярном к ходу высадки. Во многих случаях эти машины допускают работу непосредственно из горячекатаного прутка, т. е. без предварительной отрезки. Кроме того, имеется возможность одновременно разместить несколько комплектов инструмента и таким образом деформировать материал в требуемой последовательности за один нагрев.
Машина имеет многостороннее применение. Длина стержня высаживаемой детали, как правило, не ограничена, так что можно изготовлять и те детали, которые по габариту не проходят на фрикционном прессе. По сравнению с молотами и гидравлическими прессами горизонтально-ковочные машины работают производительнее, с большей точностью и часто настолько чисто, что устраняется последующая обработка. Штамповка на них дешевле, чем на молотах и гидравлических прессах. Машина представляет горизонтально расположенный кривошипный пресс. Главный ползун перемещается с помощью коленчатого вала и несет высадочные пуансоны. Матрица состоит из двух зажимных полуматриц, из которых одна размещена на ползуне, перемещающемся перпендикулярно движению главного ползуна, а вторая чаще всего неподвижно монтируется в станине. Однако возможно размещение и этой полуматрицы на подвижном ползуне для облегчения удаления крупногабаритных высаженных деталей. Главный и зажимной ползуны выполнены достаточно высокими, чтобы обеспечить размещение от трех до четырех инструментов друг над другом.
Конструктивная схема изучаемой модели ГКМ с вертикальным разъемом матриц, представленной на рисунке 1, характеризуется общим приводом блока пуансонов и одной подвижной матрицы, расположением хобота высадочного ползуна под коленчатым валом, а хобота бокового ползуна – над ним, установкой приводного вала за коленчатым в горизонтальной плоскости, применением пневматической фрикционной муфты включения и ленточного тормоза, смонтированных на приводном валу, ребристым исполнением станины. Привод машин – электродвигательный с маховиком. Система управления – электропневматическая. Управление работой машины – кнопочное или от педали.
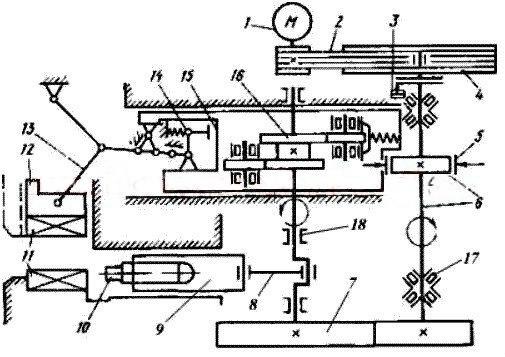
1 — электродвигатель; 2 — клиноременная передача; 3 — фрикционная пневматическая муфта включения; 4 — маховик; 5 — тормоз; 6 — приводной вал; 7 — зубчатая передача; 8 — шатун; 9 — высадочный ползун; 10 — блок пуансонов; 11 — подвижная и неподвижная матрицы; 12 — зажимной ползун; 13 — тяга; 14 — предохранительный механизм; 15 — боковой ползун; 16 — кулачок; 17 — упорные роликовые подшипники; 18 — главный вал
Рисунок 1 — Кинематическая схема горизонтально – ковочной машины
Работа ГКМ, показанной на рисунке 1, осуществляется следующим образом. Движение от электродвигателя 1 посредством клиноременной передачи 2 передается маховику 4, установленному консольно на левом конце приводного вала 6. В маховик 4 встроена фрикционная пневматическая муфта включения 3, при включении которой происходит передача крутящего момента с приводного вала на коленчатый вал.
На приводном валу расположены также пневматический ленточный или колодочный тормоз 5 главного привода и малая шестерня зубчатой передачи 7. С помощью тормоза 5 осуществляется остановка подвижных частей ГКМ. Через шестерню зубчатой передачи 7 вращение от приводного вала передается на коленчатый вал, который через шатун 8 сообщает возвратно-поступательное движение высадочному ползуну 9. Высадочный ползун с помощью закрепленного на нем блока пуансонов 10 совершает работу деформации поковки.
2. Описание основных узлов ГКМ.
Муфта.
Фрикцио́нная му́фта — устройство передачи вращательного движения посредством силы трения скольжения.
По назначению фрикционные муфты могут быть сцепными и предохранительными.
Сцепная фрикционная муфта (муфта сцепления), предназначенная для разъединения и плавного соединения входного и выходного валов посредством трения.
Во время включения в работу сцепных фрикционных муфт крутящий момент на ведомом валу возрастает поступательно и пропорционально увеличению силы взаимного прижатия поверхностей трения. Это позволяет соединять валы под нагрузкой и со значительной начальной разницей их угловых скоростей. В процессе включения муфта пробуксовывает, а разгон ведомого вала осуществляется плавно, без ударов.
Предохранительная муфта предназначена для разобщения входного и выходного валов в случае превышения предельной величины крутящего момента.
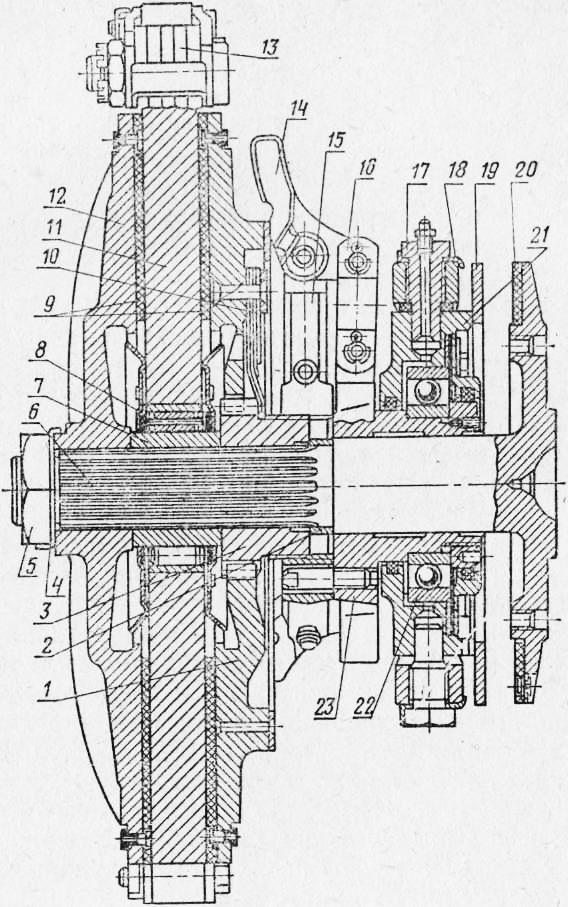
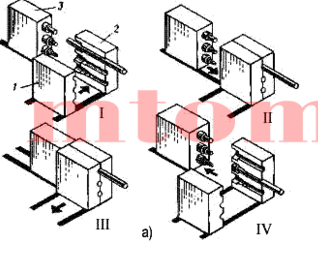
Рисунок 2- Схема конструкции фрикционных муфт
Тормоз.
То́рмоз — устройство для замедления или остановки движения и/или вращения механизма машины, рабочего механизма.
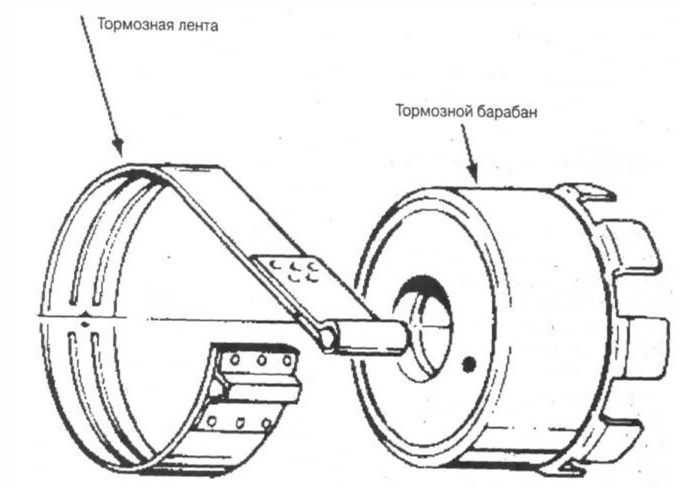
Рисунок 3 – Схема тормоза
Механизм сжатия матриц.
ГКМ также конструируют с общим и раздельным приводом блока пуансонов и подвижной матрицы, с одной и двумя подвижными матрицами, с различным исполнением и расположением в машине ползунов, муфт включения, тормозов, ограничителей подачи металла и станин.
Процесс штамповки на этих машинах характеризуется деформированием металла в замкнутых полостях штампа, состоящего из двух матриц и блока пуансонов. Штампы имеют две взаимно перпендикулярные плоскости разъема. Одна плоскость разделяет блок матриц, а вторая проходит между торцами пуансонов и рабочих полостей матриц. В блоках матриц образуется несколько параллельных ручьёв, а в блоке пуансонов устанавливается соответствующее количество пуансонов.
1 – подвижная матрица; 2 – неподвижная матрица; 3 – блок пуансонов
Рисунок 4 – Схема механизма сжатия матриц
3. Фото и паспортные данные кривошипного ГКМ с усилием 2500т.
Рисунок 5 – Фото кривошипного ГКМ с вертикальным разъемом матрицы
Таблица 1 -Технические характеристики станка ВВ1134
|
Параметр |
Значение |
|
Номинальное усилие, т |
2500 |
|
Ход подвижной матрицы, мм |
350 |
|
Ход высадочного ползуна, мм |
700 |
|
Частота ходов ползуна непрерывных, 1/мин |
25 |
|
Размеры стола: ширина, длина, мм |
- |
|
Мощность двигателя главного движения / мощность суммарная, кВт |
250 |
|
Габариты, мм |
7150_10305_6110 |
|
Масса, кг |
415000 |
|
Начало серийного выпуска, год |
|
|
Завод-производитель |
Ново-Краматорский машиностроительный завод, НКМЗ, ОАО |
Заключение.
В данной работе мы ознакомились с устройством, принципом работы и схемами кривошипной горизонтально- ковочной машины с вертикальным расположением матриц и усилием 2500т. Также ознакомились с паспортными данными модели ВВ1134.
Список литературы:
1. В.И. Ершов «Справочник кузнеца-штамповщика», МАИ, 1996
2.«Ковка и штамповка: справочник в 4-х томах» Под ред. Е.И. Семенова - М.: Машиностроение, 1987
3. Технология конструкционных материалов. /Дальский А.М., Арутюнова И.А., Барсукова Т.М. и др. - М.: Машиностроение, 1977.
4. Ансеров Ю.М., Салтыков В.А., Семин В.Г. Машины и оборудование машиностроительных предприятий. - Л.: Политехника, 1991.