

Задания / ДЗ ПИОФ 2 Табличный, аналитический и графический методы выбора режимов резания
.docxМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«Национальный исследовательский ядерный университет «МИФИ»
Озерский технологический институт -
филиал федерального государственного автономного образовательного учреждения высшего образования «Национальный исследовательский ядерный университет «МИФИ»
(ОТИ НИЯУ МИФИ)
Кафедра ТМиМАХП
ДОМАШНЕЕ ЗАДАНИЕ
по курсу
«Процессы и операции формообразования»
10 вариант
|
Выполнил студент группы 1ТМ-26Д
|
|
|
П.С. Сергеев |
|
|
|
||
|
Преподаватель |
|
|
Э.Р. Логунова
|
|
|
|
2018
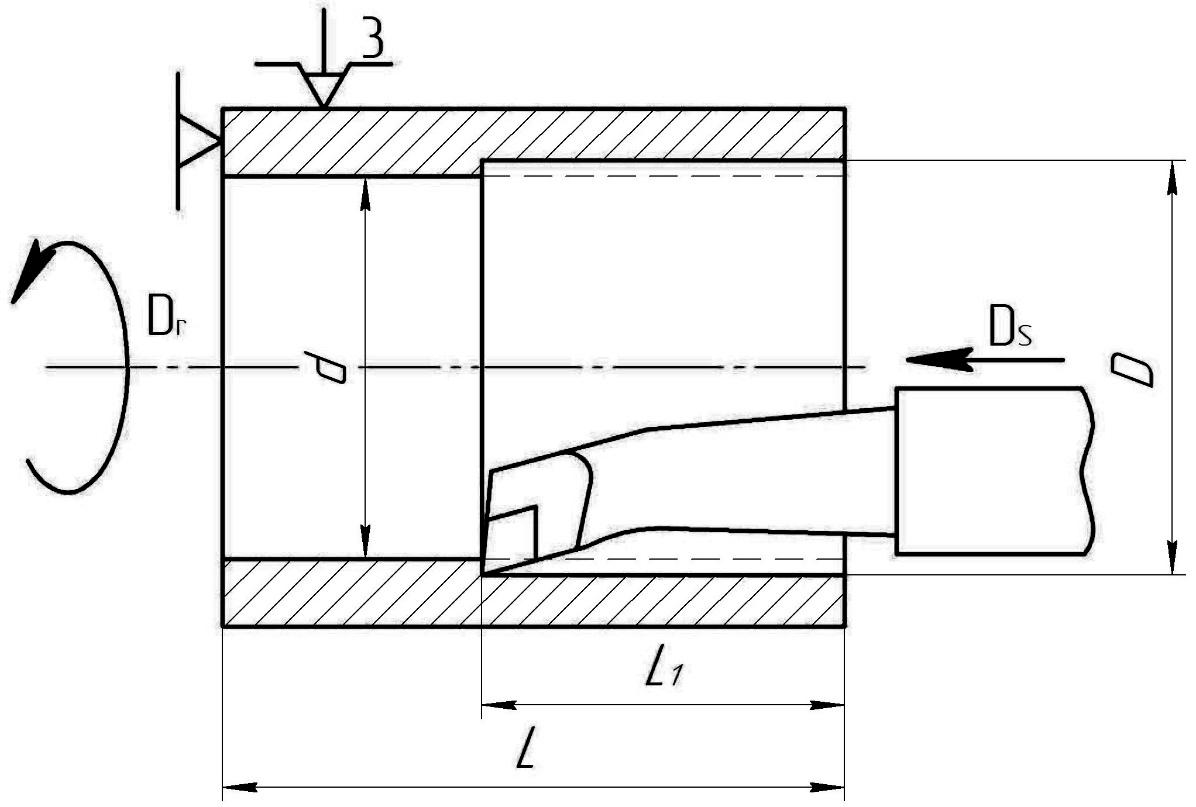
Задание: выбрать режущий инструмент, таблично, аналитически и графически подобрать оптимальный режим резания для обработки заданной детали.
Материал обрабатываемой детали – СЧ28-48, HB160, отливка без корки;
Качество обработанной поверхности – Rz20;
Станок – 1А616;
Жёсткость системы СПИД – средняя;
D=40 [мм]; d=37 [мм]; L1=35 [мм]; L=60 [мм].
-
Выберем материал режущей части резца [1, 8 с., 1 т.].
Для чернового и чистового растачивания отливки без корки подходят сплавы: ВК6, ВК6М, ВК8. Возьмём сплав ВК6.
-
Выберем геометрические характеристики режущей части [1, 9 с., 2 т.].
Для обработка серого чугуна подойдёт плоская передняя поверхность с положительным передним углом.
 ;
;
 .
.
Для обработки глухих отверстий главный угол в плане должен быть больше 90°.
 ;
;
 .
.
Для
требуемой шероховатости подойдёт
радиус при вершине
 .
.
-
Выберем параметры сечения резца в зависимости от высоты центров над опорной поверхностью резцедержателя.
Державка
квадратного сечения
 .
.
Выбранным параметрам соответствует резец 2141-0073 по ГОСТ 18883-73.
-
Определим глубину резания при точении.
 .
.
Для заданной чистоты поверхности детали рассчитанный припуск можно снять за один проход.
 .
.
ТАБЛИЧНЫЙ МЕТОД
-
Определим подачу для растачивания [2, 19 с., 7 т.].
Для
обработки чугуна с радиусом при вершине,
равном 1 мм оптимальной будет подача
 .
Для сравнительно небольшого обрабатываемого
диаметра на станке 1А616 имеется подача
.
Для сравнительно небольшого обрабатываемого
диаметра на станке 1А616 имеется подача
 .
.
Проверим выбранную подачу на допущение прочности державки резца [1, 22 с., 10 т.]:
При заданной глубине резания и твёрдости обрабатываемого материала допускается подача до 0,81 мм.
Проверим выбранную подачу на допущение прочности твердосплавной пластины резца [1, 23 с., 11 т.]:
Максимальная предельная подача для пластин из твёрдого сплава, независимо от их толщины 0,8 мм.
-
Определим скорость резания при растачивании [2, 28 с., 16 т.].
Скорость резания зависит от заданных твёрдости обрабатываемого материала, глубины резания и подачи. С учётом поправочных коэффициентов имеем:
 .
.
-
Определим частоту вращения шпинделя исходя из технических характеристик станка и скорости резания.
 .
.
Для
станка 1А616 ближайшая частота вращения

 .
.
-
Определим мощность, затрачиваемую на резание [2, 32 с., 20 т.], и установим, способен ли станок обеспечить выбранный режим резания.
Для заданного режима резания необходима мощность 1,7 кВт.
Станок 1А616 имеет двигатель мощностью 4 кВт, следовательно, выбранные режимы резания для его не превышают допустимых.
-
Сведём полученные данные в таблицу:
|
Таблица 1 |
|||
|
t, [мм] |
S, [мм/об] |
n, [об/мин] |
v, [м/мин] |
|
1,5 |
0,26 |
1120 |
141 |
АНАЛИТИЧЕСКИЙ МЕТОД
Определим поправочные коэффициенты, характеризующие вид и условия обработки заготовки [4, г. 4, т. 9, 22, 23].
CPz=92;
xPz=1;
yPz=0,75;
n=0,4;
m=0,2;
 .
.
-
Определим подачу для растачивания.
-
Подача, допустимая прочностью державки резца.
Определим момент сопротивления сечения державки:
 ,
,
D – диаметр державки у основания.
Определим подачу выразив её из формулы [2, 6 с., 6 ф.]:

 ,
,
[σ]и – предел прочности на изгиб материала державки,
l – вылет державки.
-
Подача, допустимая жёсткостью державки резца Sж.р..
Определим момент инерции сечения державки:
 ,
,
D – средний диаметр державки.
Определим подачу выразив её из формулы [2, 6 с., 9 ф.]:

 ,
,
E – модуль Юнга,
f – допустимый прогиб резца.
-
Подача, допустимая прочностью твердосплавной пластины [2, 7 с., 12 ф.]:
 ,
,
C – толщина пластины,
φ – главный угол в плане.
-
Подача, допустимая прочностью механизма подач станка.
Определим подачу выразив её из формулы [2, 8 с., 16 ф.]:

 ,
,
Qм.п. – усилие, допустимое механизмом подачи.
-
Подача, допустимая жёсткостью изделия.
Определим момент инерции сечения заготовки:
 ,
,
D – наружный диаметр заготовки,
d – внутренний диаметр заготовки.
Определим подачу [2, 10 с., 21 ф.]:
 ,
,
fдоп – допустимый прогиб заготовки,
A – коэффициент, зависящий от метода закрепления детали в станке,
L – длина вылета детали.
Можно подобрать патрон, вылет кулачков которого равен длине детали. Тогда ограничений на подачу не будет.
-
Подача, допустимая шероховатостью поверхности детали [2, 10 с., ф. 22]:
 ,
,
r – радиус при вершине резца.
-
Подача, допустимая мощностью и крутящим моментом на шпинделе станка.
Подача, определяемая крутящим моментом на шпинделя станка, выражается из формулы [2, 12 с., ф. 29]:

 .
.
Подача, определяемая мощностью станка, выражается из формулы [2, 11 с., 26 ф.]:

 .
.
-
Подача, допустимая стойкостью резца [2, 12 с., ф. 33]:
 ,
,
T – период стойкости инструмента,
m – показатель относительной стойкости.
|
Таблица 2 |
|||||||||||||||||||
|
№ ступени |
n, об/мин |
M, Н*м |
Подача допустимая |
Технологическая S, мм/об |
Фактическая S, мм/об |
Минутная S, мм/мин |
Основное время t, мин |
||||||||||||
|
Sп.д., мм/об
|
Sж.д., мм/об
|
Sп.п., мм/об
|
Sм.л., мм/об
|
Sж.д., мм/об
|
Sч.o., мм/об |
Sм.с., мм/об
|
Sк.м., мм/об
|
Sс.р., мм/об
|
|
|
|
|
|||||||
|
1 |
11,2 |
557 |
1,37 |
0,114 |
0,874 |
17,44 |
1,4 |
0,219 |
68,3 |
536 |
41,4 |
0,114 |
0,114 |
1,28 |
31,33 |
||||
|
2 |
18 |
617 |
78,3 |
285 |
21,9 |
0,114 |
0,114 |
2,05 |
19,49 |
||||||||||
|
3 |
28 |
620 |
78,7 |
158 |
12,2 |
0,114 |
0,114 |
3,19 |
12,53 |
||||||||||
|
4 |
45 |
563 |
69,3 |
83,8 |
6,48 |
0,114 |
0,114 |
5,13 |
7,80 |
||||||||||
|
5 |
56 |
522 |
62,6 |
62,6 |
4,84 |
0,114 |
0,114 |
6,38 |
6,27 |
||||||||||
|
6 |
71 |
412 |
45,7 |
45,6 |
3,53 |
0,114 |
0,114 |
8,09 |
4,94 |
||||||||||
|
7 |
90 |
325 |
33,3 |
33,3 |
2,57 |
0,114 |
0,114 |
10,26 |
3,90 |
||||||||||
|
8 |
112 |
264 |
25,2 |
24,8 |
1,92 |
0,114 |
0,114 |
12,77 |
3,13 |
||||||||||
|
9 |
140 |
209 |
18,5 |
18,5 |
1,42 |
0,114 |
0,114 |
15,96 |
2,50 |
||||||||||
|
10 |
180 |
163 |
13,2 |
13,2 |
1,02 |
0,114 |
0,114 |
20,52 |
1,95 |
||||||||||
|
11 |
224 |
130 |
9,81 |
9,87 |
0,76 |
0,114 |
0,114 |
25,54 |
1,57 |
||||||||||
|
12 |
280 |
104 |
7,29 |
7,33 |
0,57 |
0,114 |
0,114 |
31,92 |
1,25 |
||||||||||
|
13 |
355 |
88 |
5,83 |
5,34 |
0,41 |
0,114 |
0,114 |
40,47 |
0,99 |
||||||||||
|
14 |
450 |
69 |
4,22 |
3,89 |
0,30 |
0,114 |
0,114 |
51,3 |
0,78 |
||||||||||
|
15 |
560 |
56 |
3,19 |
2,91 |
0,22 |
0,114 |
0,114 |
63,84 |
0,63 |
||||||||||
|
16 |
710 |
42 |
2,17 |
2,21 |
0,16 |
0,114 |
0,114 |
80,94 |
0,49 |
||||||||||
|
17 |
900 |
33 |
1,58 |
1,54 |
0,12 |
0,114 |
0,114 |
102,6 |
0,39 |
||||||||||
|
18 |
1120 |
26 |
1,15 |
1,15 |
0,089 |
0,089 |
0,08 |
89,6 |
0,45 |
||||||||||
|
19 |
1400 |
21 |
0,86 |
0,86 |
0,066 |
0,066 |
0,065 |
91 |
0,44 |
||||||||||
|
20 |
1800 |
15 |
0,55 |
0,61 |
0,047 |
0,047 |
0,065 |
– |
– |
||||||||||
|
21 |
2240 |
11 |
0,36 |
0,46 |
0,035 |
0,035 |
0,065 |
– |
– |
||||||||||
-
Определим скорость резания при растачивании для выбранной ступени.
 .
.
-
Сведём полученные данные в таблицу:
|
Таблица 3 |
|||
|
t, [мм] |
S, [мм/об] |
n, [об/мин] |
v, [м/мин] |
|
1,5 |
0,114 |
900 |
113,1 |
ГРАФИЧЕСКИЙ МЕТОД
-
Определим силы резания Pz при подаче
 и глубинах резания
и глубинах резания
 .
.
 ;
;
 ;
;
 ;
;
 .
.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
Пропотенцируем величину подачи и значения полученных сил.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
 .
.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
Построим номограмму зависимости Pz=f(S, t).

В
координатных осях S
и Pz
построим вертикальные линии по каждой
из подач станка. Построим в точках на
вертикальной линии подачи
 ,
соответствующих логарифмов сил резания
наклонные прямые с угловым коэффициентом
k=0,75.
Минимальное значение силы резания
возьмём при
,
соответствующих логарифмов сил резания
наклонные прямые с угловым коэффициентом
k=0,75.
Минимальное значение силы резания
возьмём при
 ,
,
 ,
максимальное
,
максимальное
 .
Значения подач возьмём по всему диапазону
подач станка.
.
Значения подач возьмём по всему диапазону
подач станка.
-
Определим поправочные коэффициенты, характеризующие вид и условия обработки заготовки [4, г. 4, т. 1-6, 17].
Cv=240;
x=0,2;
y=0,4;
m=0,28;
 .
.
-
Определим скорости резания v при подаче
 и глубинах резания
и глубинах резания
 .
.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
Пропотенцируем значения полученных скоростей резания.
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
-
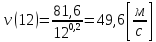
Построим номограмму зависимости v=f(S, t).
В
координатных осях S
и v
построим вертикальные линии по каждой
из подач станка. Построим в точках на
вертикальной линии подачи ,
соответствующих логарифмов скоростей
резания наклонные прямые под угловым
коэффициентом k=-0,4.
Минимальное значение скорости резания
возьмём при
,
соответствующих логарифмов скоростей
резания наклонные прямые под угловым
коэффициентом k=-0,4.
Минимальное значение скорости резания
возьмём при
 ,
,
 ,
максимальное при
,
максимальное при
 ,
,
 .
Значения подач возьмём по всему диапазону
подач станка.
.
Значения подач возьмём по всему диапазону
подач станка.
-
Определим скорости резания для различных частот вращения. Для расчёта возьмём диаметр D=100 мм.