

Лабораторна робота2
.doc Лабораторна
робота № 2
Лабораторна
робота № 2
2. ДОСЛІДЖЕННЯ ПОХИБКИ УСТАНОВКИ ЗАГОТОВКИ
2.1. Мета роботи: визначення похибок установки заготовки в трьох-кулачковому самоцентрівному патроні в радіальною і осьовому напрямках та виявлення їх впливу на точність обробки.
2.2. Теоретичні відомості
Для обробки заготовки установлюють або безпосередньо на столі верстата, або у пристроях. В залежності від кількості заготовок, які підлягають обробці, застосовують або універсальні пристрої (лещата, кулачкові патрони і т.п.), які дозволяють здійснювати закріплення різних заготовок, або спеціальні, призначені для закріплення заготовок, певного найменування і типорозміру.
Процес установки містить базування і закріплення. При базуванні заготовці придають певне положення, незмінність цього положення в процесі обробки забезпечують закріпленням. Внаслідок похибок виконання баз заготовок, неточності виготовлення і спрацювання установочних елементів пристрою, нестабільності сил закріплення положення заготовок у пристроях буде різним, тобто установка здійснюється з похибкою. Цю похибку називають похибкою установки ωУ. Іншими словами, (похибка установки - це різниця граничних положень заготовки при установці на верстаті або у пристрої - поле розсіювання положень заготовок). Похибка установки, будучи однією із складових сумарної (виробничої) похибки, впливає на точність обробки. Похибку установки визначають як поле розсіювання положень вимірюваної поверхні відносно поверхні відліку (вимірювальної бази) у напрямку витримуваного розміру або умов (паралельність, співвісність і т.п.).
ωУ = ωБ + ωЗ + ωПР
, де ωБ - похибка базування;
ωЗ - похибка закріплення;
ωПР - похибка пристрою.
Похибка базування ωБ - відхилення положення заготовки, досягнутого при базуванні, від потрібного.
Похибка закріплення ωЗ - величина зсуву геометричних елементів заготовки відносно їх початкового положення, досягнутого при базуванні, в результаті пружніх деформацій заготовки і установочних елементів пристрою під дією зусиль закріплення.
Похибка пристрою ωПР - похибка, яка виникає в результаті неточності виготовлення пристрою і його спрацювання в процесі експлуатації.
Самоцентрівні спірально-рейкові токарні патрони дозволяють обробляти заготовки в достатньо широкому діапазоні діаметрів, найбільш універсальні і тому отримали широке розповсюдження.
Точність патрона є однією із основних його експлуатаційних характеристик і залежить від точності виготовлення центруючого механізму, точності остаточної обробки затискних поверхонь кулачків, жорсткості і ступеню спрацювання деталей патрона. Точність патрона характеризується точністю переміщення кулачків при закріпленні і звільненні заготовки. Затискні поверхні кулачків повинні залишатися співвісними при переміщенні кулачків, а вісь їх повинна співпадати з віссю патрона. Це досягається якісним виготовленням спірального диска і рейок а також правильною посадкою диска в корпус патрона.
 При
закріпленні заготовки в патроні можливі
похибки установки як в радіальному, так
ї в осьовому напрямках. Похибка установки
в радіальному напрямку (точність
центрування) визначається величиною
відхилення осі заготовки, затиснутої
в патроні від осі шпинделя верстата. В
патроні, з незалежним, переміщенням
кулачків (наприклад, чотирикулачковому)
точність установки залежить від
кваліфікації робітника і точності
вимірювальних інструментів, якими він
користується, вивіряючи положення
заготовки. В самоцентрівному патроні
точність установки залежить від точності
механізму патрона. У випадку неправильного
центрування заготовки оброблювані
поверхні одержуються неспіввісними
(мають биття) відносно технологічних
баз, тобто поверхонь, якими заготовка
установлена в патроні. При експлуатації
патрони спрацьовуються і точність
центрування зменшується. Найбільш
піддається спрацюванню центруючий
механізм (спіральний диск і рейки), який
сприймає більшу частину зусиль різання
при роботі. Кривизна спіралі диска
збільшується в міру наближення до
центра, тоді як кривизна зубців рейок
кулачків, якими вони зчеплені із спіраллю,
постійна. Тому, тільки у тому випадку,
коли кулачки патрона займають крайнє
внутрішнє положення, відбувається повне
зіткнення спіралі диска із зубцями
рейок кулачків. В міру віддалення
кулачків від центра зубці будуть
стикатися із спіраллю диска по вузьких
площадках. Внаслідок цього виникає
великій питомий тиск, який спричиняє
до швидкого спрацювання зубців рейок
кулачків і витків спіралі. Спрацювання
прискорюється за рахунок того, що
неможливе постійне змащування тертьових
частин патрона, а місце контакту їх не
захищене від пилу і стружки. В результаті
того, що контактуючі поверхні спіралі
і кулачків спрацьовуються неоднаково,
зазори між зубцями рейок кулачків і
спіраллю будуть у кожного кулачка
патрона відрізнятись від зазорів інших
кулачків. Внаслідок цього за один оберт
спіралі кулачки патрона перемістяться
на різну величину і вісь заготовки,
закріпленої в патроні, буде зміщуватись
у ту чи іншу сторону від осі обертання
патрона на величину якогось ексцентриситету
"е" (рис. 2.1). Про похибку установки
ωУР
можна судити по величині радіального
биття. Іншими словами, буде виникати
похибка установки в радіальному напрямку
ωУР,
яка є результуючою від ωЗ
і ωПР.
При
закріпленні заготовки в патроні можливі
похибки установки як в радіальному, так
ї в осьовому напрямках. Похибка установки
в радіальному напрямку (точність
центрування) визначається величиною
відхилення осі заготовки, затиснутої
в патроні від осі шпинделя верстата. В
патроні, з незалежним, переміщенням
кулачків (наприклад, чотирикулачковому)
точність установки залежить від
кваліфікації робітника і точності
вимірювальних інструментів, якими він
користується, вивіряючи положення
заготовки. В самоцентрівному патроні
точність установки залежить від точності
механізму патрона. У випадку неправильного
центрування заготовки оброблювані
поверхні одержуються неспіввісними
(мають биття) відносно технологічних
баз, тобто поверхонь, якими заготовка
установлена в патроні. При експлуатації
патрони спрацьовуються і точність
центрування зменшується. Найбільш
піддається спрацюванню центруючий
механізм (спіральний диск і рейки), який
сприймає більшу частину зусиль різання
при роботі. Кривизна спіралі диска
збільшується в міру наближення до
центра, тоді як кривизна зубців рейок
кулачків, якими вони зчеплені із спіраллю,
постійна. Тому, тільки у тому випадку,
коли кулачки патрона займають крайнє
внутрішнє положення, відбувається повне
зіткнення спіралі диска із зубцями
рейок кулачків. В міру віддалення
кулачків від центра зубці будуть
стикатися із спіраллю диска по вузьких
площадках. Внаслідок цього виникає
великій питомий тиск, який спричиняє
до швидкого спрацювання зубців рейок
кулачків і витків спіралі. Спрацювання
прискорюється за рахунок того, що
неможливе постійне змащування тертьових
частин патрона, а місце контакту їх не
захищене від пилу і стружки. В результаті
того, що контактуючі поверхні спіралі
і кулачків спрацьовуються неоднаково,
зазори між зубцями рейок кулачків і
спіраллю будуть у кожного кулачка
патрона відрізнятись від зазорів інших
кулачків. Внаслідок цього за один оберт
спіралі кулачки патрона перемістяться
на різну величину і вісь заготовки,
закріпленої в патроні, буде зміщуватись
у ту чи іншу сторону від осі обертання
патрона на величину якогось ексцентриситету
"е" (рис. 2.1). Про похибку установки
ωУР
можна судити по величині радіального
биття. Іншими словами, буде виникати
похибка установки в радіальному напрямку
ωУР,
яка є результуючою від ωЗ
і ωПР.
Похибка установки (точність центрування) заготовки в радіальному напрямку для нових патронів складає біля 0,1 мм, для старих (спрацьованих) - 0,15...0,4 мм.
Як бачимо, точність центрування трикулачкових спіральних патронів невисока. Тому, для забезпечення максимально можливої співвісності поверхонь, незалежної від похибки установки (точність патрона), їх обробку ведуть за один установ. Однак, не завжди буває технічна можливість Здійснити такий план обробки. У зв’язку з цим, у виробництві часто виникає необхідність підвищити точність патрона або відновити її з метою зменшення ωУ.
 Існує
декілька способів підвищення і відновлення
точності патронів. Одним із них е
шліфування або розточування зажимних
поверхонь кулачків, в результаті чого
вісь розточеної (прошліфованої) поверхні
співпадає з віссю обертання патрона
або наближається до неї (через похибки
обробки). Ексцентриситет у розташуванні
осі заготовки і осі обертання її (осі
обертання патрона) усувається або значно
зменшується.
Існує
декілька способів підвищення і відновлення
точності патронів. Одним із них е
шліфування або розточування зажимних
поверхонь кулачків, в результаті чого
вісь розточеної (прошліфованої) поверхні
співпадає з віссю обертання патрона
або наближається до неї (через похибки
обробки). Ексцентриситет у розташуванні
осі заготовки і осі обертання її (осі
обертання патрона) усувається або значно
зменшується.
Іншим способом зменшення похибки установки (підвищення точності патрона) є застосування розрізної втулки, отвір якої розточується під діаметр технологічної бази оброблюваних заготовок (рис. 2.2), Наявність розрізу дозволяє здійснювати закріплення заготовки.
Втулки, як правило, виготовляють з буртиком, який править за упор при їх затисканні в патроні. Строго кажучи, буртик втулки є ребром жорсткості і порущує рівномірну деформацію втулки по її довжині. Виходячи з цього, необхідно переріз буртика виконувати як можна меншим. Досліди показали, що при висоті буртика 3 мм і довжині його 5 мм він суттєво не впливає на точність центрування. Довжина втулки приймається, з конструктивних міркувань, виходячи з довжини технологічної бази заготовки або зажимних поверхонь кулачків.
Положення розрізної втулки в кулачках патрона повинне бути незмінним як при її розточуванні, так і при закріпленні в ній оброблюваної заготовки. Враховуючи можливість зминання втулки в кулачках патрона, на ній виконують позначку, яка дозволяє при необхідності відновити її положення. Похибка установки заготовок у патроні із застосуванням розрізної втулки може складати 0,03..,0,05 мм і більше, в залежності від стану патрона.
Застосування розрізних втулок при необхідності слід передбачати технологічним процесом обробки деталі, а виготовлення їх (крім остаточного розточування отвору) вести централізовано в інструментальному цеху.
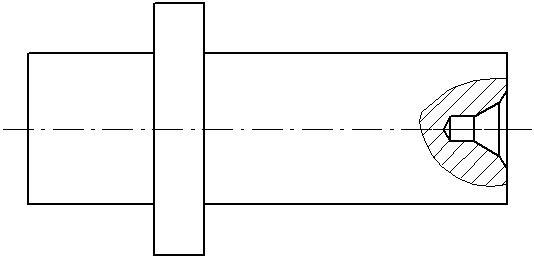
При закріпленні заготовки в трьохкулачковому самоцентрівному патроні виникає похибка установки заготовки і в осьовому напрямку ωУО. ЇЇ виникнення є наслідком деформації в результаті "випинання" передньої стінки патрона і спрацювання напрямних корпусу і рейок ,які приводять до перекосу кулачків.
Так, при повороті спирального диска 1 патрона (рис. 2.3) зусилля Р намагається перемістити кулачок 3 до центра і закріпити заготовку 4. Зі сторони заготовки на кулачок діє сила реакції Р і, таким чином, при закріпленні заготовки на кулачок патрона діє момент, який намагається повернути кулачок у напрямку стрілки М . Після вибирання зазорів цьому повороту чинять опір напрямні 2 корпусу патрона, однак перекидний момент достатньо великий для того, щоб деформувати напрямні разом з усією передньою стінкою корпусу патрона. Внаслідок цього відбувається "видавлювання" заготовки із патрона - похибка установки заготовки в осьовому напрямку ωУО. Так як зусилля, прикладене при закріпленні заготовки, непостійне, то і ця похибка носить випадковий характер. Похибка установки ωУО при обробці на налагоджених верстатах впливає на точність довжин окремих ступенів оброблюваних валиків.
 С
С лід
підкреслити, то похибка установки
виникає і при закріпленні заготовок в
інших пристроях, наприклад, цангах,
лещатах і т.п. Так, похибка установки
заготовки при її закріпленні у цанзі
викликана сукупністю причин випадкового
характеру. До них можна віднести
витискання заготовки із цанги в момент
її затискання, відхід заготовки в момент
її закріплення від торця цанги внаслідок
наявності деякого перекосу заготовки,
який має місце при розжатій цанзі і ін.
лід
підкреслити, то похибка установки
виникає і при закріпленні заготовок в
інших пристроях, наприклад, цангах,
лещатах і т.п. Так, похибка установки
заготовки при її закріпленні у цанзі
викликана сукупністю причин випадкового
характеру. До них можна віднести
витискання заготовки із цанги в момент
її затискання, відхід заготовки в момент
її закріплення від торця цанги внаслідок
наявності деякого перекосу заготовки,
який має місце при розжатій цанзі і ін.
При закріпленні заготовок в лещатах відбувається відрив бази від установочних поверхонь лещат, викликаний перекосом рухомої губки внаслідок зазорів та іншими причинами.
Похибка установки оброблюваних заготовок необхідно враховувати, визначаючи точність операції, яка проектується, і розраховуючи величину припусків на обробку. Зменшення похибки установки підвищує точність обробки і сприяє досягненню потрібної якості деталей.
При виконанні лабораторної роботи проводять досліди по визначенню похибок установки заготовки в трьохкулачковому патроні в радіальному ωУР і осьовому ωУО напрямках і ефективності застосування розрізної втулки для зменшення цих похибок. Для спрощення лабораторної роботи заготовкою служить двоступінчатий вал. Похибка його базування дорівнює нулю.
3. Обладнання і оснащення роботи
Для виконання лабораторної роботи необхідні:
3.1. Токарний верстат із трикулачковим самоцентрівним патроном.
3.2. Стояк індикаторний з індикатором годинникового типу ГОСТ 577-68 (ціна поділки 0,01 мм).
3.3. Розрізна втулка.
3.4. Зразок оброблюваної заготовки.
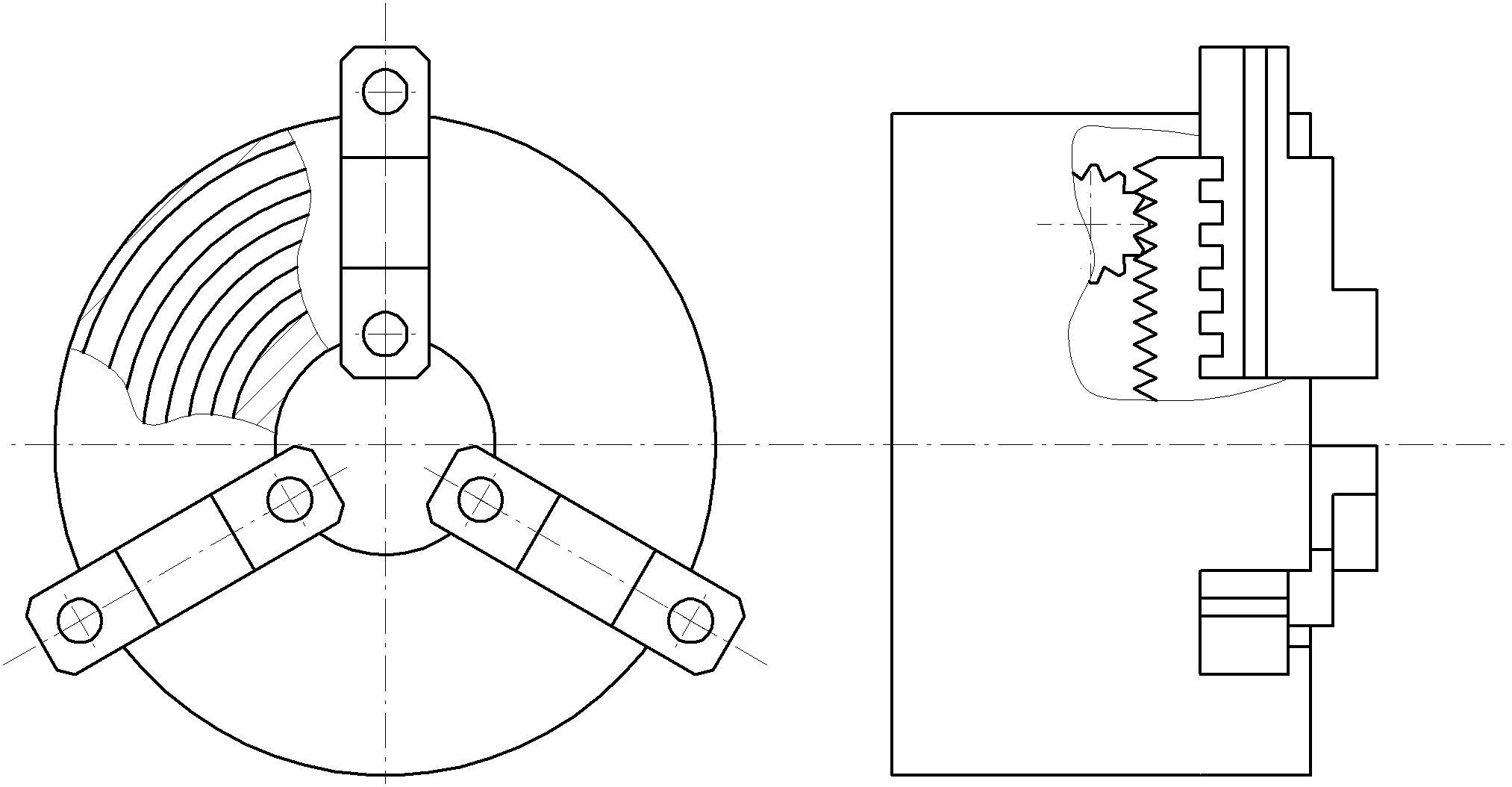
4. Ескіз трикулачкового самоцентрівного спірального патрона
5. Ескіз розрізної втулки і зразка-заготовки
6. Експериментальна частина
Таблиця 2.1. Похибка установки заготовки в радіальному напрямку
|
Без застосування втулки |
Із застосуванням втулки |
||||||
|
№ досл. |
ур, мм |
№ досл. |
ур |
№ досл. |
ур |
№ досл. |
ур |
|
1 |
0,125 |
26 |
0,08 |
1 |
0,06 |
26 |
0,02 |
|
2 |
0,085 |
27 |
0,105 |
2 |
0,06 |
27 |
0,025 |
|
|
0,095 |
28 |
0,065 |
3 |
0,075 |
28 |
0,055 |
|
4 |
0,06 |
29 |
0,075 |
4 |
0,07 |
29 |
0,01 |
|
5 |
0,065 |
30 |
0,11 |
5 |
0,055 |
30 |
0,01 |
|
6 |
0,07 |
31 |
0,055 |
6 |
0,03 |
31 |
0,015 |
|
7 |
0,09 |
32 |
0,05 |
7 |
0,03 |
32 |
0,025 |
|
8 |
0,115 |
33 |
0,08 |
8 |
0,03 |
33 |
0,04 |
|
9 |
0,095 |
34 |
0,065 |
9 |
0,02 |
34 |
0,03 |
|
10 |
0,11 |
35 |
0,11 |
10 |
0,005 |
35 |
0,045 |
|
11 |
0,105 |
36 |
0,125 |
11 |
0,02 |
36 |
0,06 |
|
12 |
0,11 |
37 |
0,135 |
12 |
0,055 |
37 |
0,055 |
|
13 |
0,065 |
38 |
0,12 |
13 |
0,07 |
38 |
0,035 |
|
14 |
0,06 |
39 |
0,09 |
14 |
0,085 |
39 |
0,03 |
|
15 |
0,1 |
40 |
0,13 |
15 |
0,08 |
40 |
0,04 |
|
16 |
0,105 |
41 |
0,125 |
16 |
0,065 |
41 |
0,025 |
|
17 |
0,06 |
42 |
0,085 |
17 |
0,07 |
42 |
0,01 |
|
18 |
0,135 |
43 |
0,075 |
18 |
0,05 |
43 |
0,01 |
|
19 |
0,12 |
44 |
0,09 |
19 |
0,06 |
44 |
0,005 |
|
20 |
0,08 |
45 |
0,14 |
20 |
0,06 |
45 |
0,015 |
|
21 |
0,075 |
46 |
0,095 |
21 |
0,05 |
46 |
0,04 |
|
22 |
0,1 |
47 |
0,105 |
22 |
0,03 |
47 |
0,03 |
|
23 |
0,09 |
48 |
0,125 |
23 |
0,03 |
48 |
0,025 |
|
24 |
0,09 |
49 |
0,075 |
24 |
0,03 |
49 |
0,025 |
|
25 |
0,05 |
50 |
0,145 |
25 |
0,01 |
50 |
0,02 |
 3
3
Таблиця 2.1. Похибка установки заготовки в осьовому напрямку
|
Без застосування втулки |
Із застосуванням втулки |
||||||
|
№ досл. |
ур, мм |
№ досл. |
ур |
№ досл. |
ур |
№ досл. |
ур |
|
1 |
0,07 |
26 |
0,06 |
1 |
0,09 |
26 |
0,09 |
|
2 |
0,07 |
27 |
0,07 |
2 |
0,08 |
27 |
0,1 |
|
3 |
0,11 |
28 |
0,07 |
3 |
0,1 |
28 |
0,08 |
|
4 |
0,06 |
29 |
0,08 |
4 |
0,11 |
29 |
0,06 |
|
5 |
0,08 |
30 |
0,09 |
5 |
0,1 |
30 |
0,09 |
|
6 |
0,07 |
31 |
0,08 |
6 |
0,13 |
31 |
0,06 |
|
7 |
0,07 |
32 |
0,08 |
7 |
0,17 |
32 |
0,09 |
|
8 |
0,07 |
33 |
0,09 |
8 |
0,17 |
33 |
0,11 |
|
9 |
0,07 |
34 |
0,08 |
9 |
0,08 |
34 |
0,12 |
|
10 |
0,07 |
35 |
0,07 |
10 |
0,11 |
35 |
0,15 |
|
11 |
0,06 |
36 |
0,09 |
11 |
0,12 |
36 |
0,08 |
|
12 |
0,06 |
37 |
0,09 |
12 |
0,1 |
37 |
0,11 |
|
13 |
0,06 |
38 |
0,11 |
13 |
0,1 |
38 |
0,12 |
|
14 |
0,06 |
39 |
0,1 |
14 |
0,09 |
39 |
0,11 |
|
15 |
0,08 |
40 |
0,07 |
15 |
0,07 |
40 |
0,13 |
|
16 |
0,08 |
41 |
0,08 |
16 |
0,07 |
41 |
0,15 |
|
17 |
0,09 |
42 |
0,07 |
17 |
0,08 |
42 |
0,11 |
|
18 |
0,08 |
43 |
0,09 |
18 |
0,1 |
43 |
0,09 |
|
19 |
0,09 |
44 |
0,11 |
19 |
0,09 |
44 |
0,1 |
|
20 |
0,08 |
45 |
0,08 |
20 |
0,09 |
45 |
0,08 |
|
21 |
0,06 |
46 |
0,1 |
21 |
0,1 |
46 |
0,08 |
|
22 |
0,08 |
47 |
0,05 |
22 |
0,1 |
47 |
0,08 |
|
23 |
0,08 |
48 |
0,06 |
23 |
0,1 |
48 |
0,07 |
|
24 |
0,08 |
49 |
0,07 |
24 |
0,09 |
49 |
0,08 |
|
25 |
0,07 |
50 |
0,07 |
25 |
0,1 |
50 |
0,09 |
 7.
Обробка експериментальних даних
7.
Обробка експериментальних даних
 Дата
Дата
Ф И О
Группа
Т/SIGt=813.2694
Т.к. Т/SIGt>=3
Расхождение между средними арифметическими двух выборок /без применения и с применением втулки/ неслучайно, а существенно. Выборки принадлежат одной генеральной совокупности
Погрешность установки в радиальном направлении
(без применения втулки)
Среднее арифметическое значение Хср.= .094
Wур.= .151
Среднее квадратическое отклонение для данной выборки SIGMA= .025
Погрешность установки в радиальном направлении
(с применением втулки)
Среднее арифметическое значение Хср.= .038
Wур.= .126
Среднее квадратическое отклонение для данной выборки SIGMA= .021

Дата
 Ф
И О
Ф
И О
Группа
Т/SIGt=813.2694
Т.к. Т/SIGt>=3
Расхождение между средними арифметическими двух выборок /без применения и с применением втулки/ неслучайно, а существенно. Выборки принадлежат одной генеральной совокупности
Погрешность установки в осевом направлении
(без применения втулки)
Среднее арифметическое значение Хср.= .077
Wуо.= .082
Среднее квадратическое отклонение для данной выборки SIGMA= .014