

Формование
-
Идеализированная кривая процесса прессования
Наиболее интенсивное уплотнение происходит на I стадии. II стадия (б) характеризуется тем, что частицы порошка, упакованные достаточно плотно, оказывают определенное сопротивление сжатию, давление прессования возрастает, а плотность порошкового тела при этом некоторое время не увеличивается. Когда давление прессования превысит сопротивление сжатию частиц порошка, начинается их пластическая деформация и процесс уплотнения вступает в третью стадию - участок в. С этого момента пластическая деформация охватывает весь объем каждой частицы, смещение контактов фактически прекращается, и они фиксируются.

Рис.1 Идеализированная кривая уплотнения порошков пластичных металлов
-
Виды деформаций при прессовании
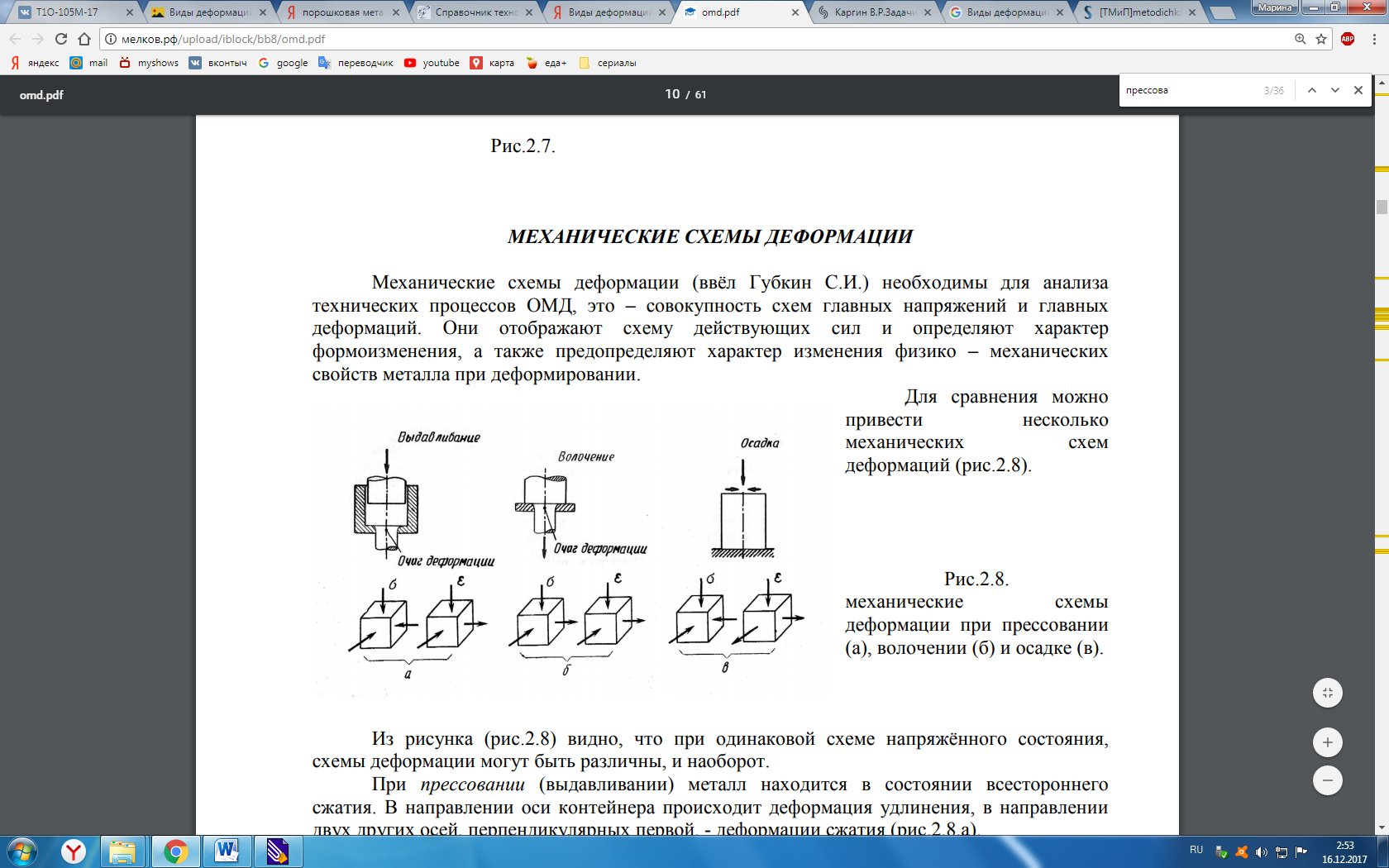
Механические схемы деформации необходимы для анализа технических процессов ОМД, это – совокупность схем главных напряжений и главных деформаций. Они отображают схему действующих сил и определяют характер формоизменения, а также предопределяют характер изменения физико – механических свойств металла при деформировании. При прессовании (выдавливании) металл находится в состоянии всестороннего сжатия. В направлении оси контейнера происходит деформация удлинения, в направлении двух других осей, перпендикулярных первой, - деформации сжатия.
-
Боковое давление и его роль при прессовании
Порошок в пресс-форме во время уплотнения в известной степени ведет себя аналогично жидкости и стремится растекаться в стороны, в результате чего возникает давление на стенки пресс-формы, которое называется боковым.
Однако в отличие от жидкости, равномерно передающей приложенное к ней давление во всех направлениях, в порошке наблюдается значительная неравномерность его распределения. В результате степень сжатия порошка в различных сечениях неодинакова, а боковой стенки передается значительно меньшее давление, чем в направлении прессования, в основном из-за трения между частицами, заклинивания и других факторов, затрудняющих перемещение частиц в стороны. Боковое давление уменьшается по высоте прессованных брикетов, так как силы трения, возникающие между перемещающимися частицами порошка и стенками пресс-формы, уменьшают величину осевого давления прессования.
Важной характеристикой является так называемый коэффициент бокового давления ξ, представляющий собой отношение бокового давления рб, т.е. усилия оказываемого порошком на единицу поверхности боковой стенки матрицы пресс-формы, к давлению прессования р:
ξ = рбp ≤ 1
Коэффициент бокового давления растет с увеличением плотности прессовки, но для разных материалов по-разному: чем пластичнее металл, тем в большей степени величина ξ связана с давлением прессования.
Боковое давление уменьшается по высоте прессовок, так как внешнее трение снижает давление прессования, приложенное к порошку в пресс-форме.