

15. Сущность, преимущества и недостатки прокатки порошков
Прокатка порошка – это метод получения заготовок (изделий) из металлического порошка путем его обработки с использованием валков прокатного стана.
В настоящее время прокатку порошков применяют для получения заготовок конструкционных материалов (полосы, ленту и профили), а также для производства фильтров, электрохимических электродов и других пористых изделий. Прокатка порошка обеспечивает возможность получения тонких с большой поверхностью заготовок, отличающихся изотропностью свойств и равномерностью плотности. Затраты энергии на прокатку существенно меньше затрат на получение заготовой той же площади, холодным прессованием. Себестоимость тонкой ленты, прокатанной из порошка, в 2 раза ниже, чем при прокатке слитков. Это объясняется резким сокращением числа операций технологического цикла: исключаются плавка металла, отливка слитков, нагрев их и горячая прокатка. Число проходов при прокатке сокращается в 8–10 раз.
|
|
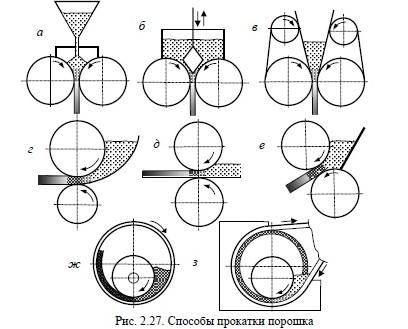
Различают четыре основных вида прокатки: вертикальную (рис. 2.27, а–в), при которой оси прокатных валков расположены в одной горизонтальной плоскости; горизонтальную (рис. 2.27, г, д), при которой оси валков расположены в одной вертикальной плоскости; наклонную (рис. 2.27, е), при которой оси валков расположены в плоскости, наклоненной под углом (обычно 30–60°) к горизонту; радиусную (рис. 2.27, ж, з), когда порошок уплотняется в зазоре между валком и внешним кольцом. Силами трения о поверхность валков, вращающихся навстречу один другому, порошок увлекается в зазор между ними и спрессовывается в полосу (ленту, пластину и т.п.) с определенной плотностью и прочностью. |
К недостаткам метода относят ограниченную толщину проката, обычно не превышающую 10 мм, и сравнительно низкую его прочность сразу после формования.
16. Какое давление обычно используют при прессовании?
Давление прессования – давление, оказываемое прессовым оборудованием на материал, находящийся в пресс-форме; очень твердые и очень мягкие частицы прессуются при низких давлениях.
При прессовании различных материалов величина давления, необходимого для достижения определенной плотности прессовок, будет различной. Чем пластичнее материал порошка, тем при более низких давлениях начинается уплотнение порошков за счет деформации частиц.
Давление прессования составляет 200 - 1000 МПа в зависимости от требуемой плотности, размеров, формы прессуемой детали, вида прессуемого порошка и других факторов. Использование вибрационного прессования позволяет резко (в 50 - 100 раз) уменьшить потребное давление. Рабочие детали пресс-форм изготовляют из высоколегированных, инструментальных сталей и твердых сплавов.
Увеличение давления прессования приводит к увеличению исходной плотности спекаемых изделий и к уменьшению объёмной и линейной усадок. и к повышению твердости, сопротивления разрыву и сжатию, т.е. к повышению всех показателей прочности спеченных изделий. Это связано с тем, что при большей плотности материал имеет больший коэффициент вязкости или сильнее сопротивляется изменениям объёма под воздействием усилий, возникающих при спекании. Так как плотность прессовок неодинакова по высоте, то при спекании усадка в средней части прессовки больше, чем у её торцов, пористость в которых после прессования меньше. При спекании мелкозернистых порошков наблюдается выравнивание пористости как между прессовок с разной исходной плотностью, так и между местами с неоднородной плотностью у одной и той же прессовки.