

Насосные штанги
Насосные штанги, свинченные в штанговую колонну, передают возвратно-поступательное движение от точки подвеса штанг поверхностного привода к плунжеру насоса.
Штанга представляет собой стальной стержень круглого сечения диаметром 12, 16, 18, 22, 25 мм, с высаженными концами. На концах штанги имеется участок квадратного сечения для захвата под ключ при свинчивании-развинчивании, и выполнена резьба метрическая специальная, причем резьба накатывается. Штанги соединяются между собой муфтами.
ГОСТ 13877-80 предусматривает изготовление штанг номинальной длиной 8000 мм. Для подбора необходимой длины подвески колонны изготовляются укороченные штанги длиной 1000, 1200, 1500, 2000 и 3000 мм.
Для соединения штанг одинаковых размеров выпускают соединительные муфты, а штанг разных размеров - переводные муфты. Муфты каждого типа изготовляют в двух исполнениях: с лысками под ключ и без них.
Муфты из стали марок 40 и 45 подвергают поверхностной закалке током высокой частоты (ТВЧ). Для тяжелых условий эксплуатации муфты изготовляют из легированной стали марки 20Н2М.
Штанги поставляют с навинченными на один конец муфтами. Открытая резьба штанги и муфты защищается колпачками или пробками.
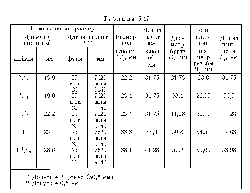
Для изготовления насосных штанг (табл. 5.16) используют сталь следующих марок:
40, нормализованная и нормализованная с последующим поверхностным упрочнением нагревом ТВЧ;

20Н2М (никель-молибденовая), нормализованная, нормализованная с последующим поверхностным упрочнением нагревом ТВЧ или нормализованная с последующей объемной закалкой и высоким отпуском;
15Н3МА, нормализованная с последующим поверхностным упрочнением нагревом ТВЧ;
15Х2НМФ, закалка и высокий отпуск или нормализация и высокий отпуск;
30ХМА, нормализованная с последующим высоким отпуском и упрочнением нагревом ТВЧ.
В начале 70-х годов разработаны стеклопластиковые насосные штанги (СПНШ) для использования в скважинах с коррозионно-активной средой. Конструкция их аналогична стальным. Основная особенность - при одинаковой прочности они в 3-4 раза легче стальных, но в 2-3 раза эластичнее. Обычно их используют (в сочетании со стальными) в глубоких скважинах (более 2000 м).
Производители - зарубежные фирмы, связанные с производством фибергласа, и отечественные заводы, выпускающие стекловолокна.
Полые штанги предназначены для передачи движения от головки балансира станка-качалки плунжеру скважинного насоса при непрерывной или периодической подаче в полость насосных труб ингибиторов коррозии, ингибиторов против отложения парафина, растворителей парафина, теплоносителей, деэмульгаторов, жидкости гидрозащиты насоса. Продукция скважины при этом может отбираться как по центральному каналу полых штанг, так и по кольцевому пространству между полыми штангами и НКТ.
Техническая характеристика полых штанг
Диаметр наружный, мм
Толщина стенки, мм
Диаметр наружной муфты, мм
При применении полых штанг изменяется конструкция оборудования устья скважин, в состав которого входят устьевой сальник для полых штанг, устьевой полый шток, трубопровод шарнирный, рукав высокого давления и др.
Штанговая колонна работает в тяжелых условиях, на нее действуют агрессивная скважинная среда и переменные нагрузки, приводящие к накоплению усталостных явлений в штанговой колонне. Кроме этого, колонна штанг изнашивается вследствие трения об НКТ при эксплуатации в наклонно направленных скважинах.
На штанговую колонну действуют следующие нагрузки:
статические - вес штанговой колонны с учетом силы плавучести и вес столба жидкости над плунжером высотой от динамического уровня жидкости, за вычетом объема, занимаемого штанговой колонной;
динамические - силы инерции движущихся масс штанговой колонны и жидкости, так как их движение осуществляется с ускорением, а также силы вибрации, обусловленные волновыми явлениями, возникающими в штанговой колонне при работе насоса.
При работе штанговой колонны в наклонно направленных скважинах и при откачке высоковязких жидкостей, эмульсий необходимо учитывать силы трения штанговой колонны о трубы и жидкость, так как их значение может быть соизмерено с весом колонны.
Наибольшие растягивающие напряжения действуют в верхней части колонны, наименьшие - в нижней. Однако в нижней части колонны могут возникнуть и сжимающие напряжения при ходе вниз при откачке вязких жидкостей и эмульсий. Это отрицательно влияет на долговечность работы штанговой колонны, поэтому в этих условиях данный участок усиливают, т.е. применяют тяжелые штанги или штанги большего диаметра.
Возможно применение и специальных насосов с утяжелителем низа штанговой колонны.
Разрушение штанговой колонны носит усталостный характер. Промысловый опыт показал, что чаще всего штанга обрывается на участках 25-35 см, прилегающих к головкам, т.е. там, где максимальные концентраторы напряжений и где мо
жет возникнуть изгибающий момент от возможной несоосности тела и головки штанги.
Долговечность штанг снижается при работе в коррозионной среде.
За рубежом штанги и муфты к ним выпускаются по стандарту АНИ11В. Согласно данному стандарту насосные штанги различают лишь по показателям прочности на растяжение. Выбор материала, методов упрочнения, технологических приемов изготовления, повышающих надежность штанги, стандартом не оговорены и оставлены на усмотрение изготовителя. Последнее особенно сильно влияет на долговечность работы штанговой колонны, поэтому при приобретении штанг этому необходимо уделять особое внимание. По показателям прочности стандарт АНИ разделяет штанги на классы.
Класс АНИК. Предел прочности на растяжение - минимум 85 000 фунтов на квадратный дюйм (590 МПа), максимум 115 000 фунтов на квадратный дюйм (790 МПа).
Класс АНИС. Предел прочности на растяжение - минимум 90 000 фунтов на квадратный дюйм (630 МПа), максимум 115 000 фунтов на квадратный дюйм (790 МПа).
Класс АНИД. Предел прочности на растяжение - минимум 115 000 фунтов на квадратный дюйм (790 МПа), максимум 140 000 фунтов на квадратный дюйм (969 МПа).
Обычно применяются углеродисто-марганцевые стали для класса С, никелемолибденовые улучшенные стали для класса К и хромомолибденовые улучшенные стали для класса Д.
Квадрат штанги маркируется твердым штампом, где указывается фирменный знак изготовителя, обозначение стандарта, класс АНИ, код идентификации расплава, месяц и год изготовления.
На рис. 5.31 представлен общий вид штанги, а в табл. 5.17 даны размеры штанги по стандарту АНИ11В [14].
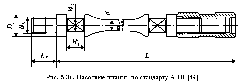
Стандартом предусмотрен выпуск штанг для подгонки колонны (pony rods) длинами 2, 4, 6, 8, 10 и 12 футов (61, 122, 183, 244, 305, 366 см).
Резьбы готовых для отгрузки штанг смазываются специальной смазкой и защищаются пластмассовыми колпачками и заглушками.
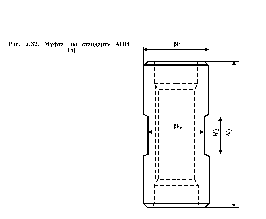
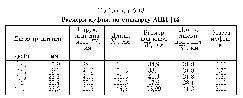
По стандарту АНИ предусмотрен выпуск муфт, которые могут выполняться с лыской под ключ или без нее (рис. 5.32, табл. 5.18).
Видно, что для штанг 5/8, 3/4, 7/8 и 1,0 дюйма длина муфты одинакова - 101,6 мм (4 дюйма). Ниппельная же часть штанги при этом увеличивается. Поэтому при смазывании резьбовых соединений внутренняя полость муфты может переполниться смазкой, что препятствует свинчиванию соединения. Поэтому обильная смазка резьбовых соединений не рекомендуется .
На долговечность штанговой колонны большое влияние оказывает момент свинчивания резьбового соединения. Прочность резьбового соединения должна быть не меньше прочности тела штанги.
Правильно свинченное резьбовое соединение должно создавать на упорных торцах муфты и ниппеля такие сжимающие
напряжения, чтобы при работе соединения в скважине максимально возможное растягивающее усилие в штангах не могло разжать и раскрыть стык. При сборке соединения необходимо очищать и смазывать резьбу. Как указывается в работе [14], это сильно влияет на правильность сборки соединения, так как из 100 % крутящего момента лишь 10 % расходуется на создание сжимающих напряжений, остальные - на трение.
Для правильного свинчивания колонны необходимо применять специальные механические ключи. Свинчивание вручную штанговой колонны не позволяет достичь требуемых моментов.
Например, для штанги 7/8 дюйма необходимый крутящий момент составляет по данным [14] около 70 кг-м, или при длине рукоятки ключа 0,5 м усилие, прикладываемое рабочим, должно быть не менее 140 кг, что невозможно при серийных операциях.
Как уже указывалось ранее, на долговечность работы колонны большое влияние оказывает технология производства штанги и применяемые при изготовлении методы упрочнения, особенно состояние наружной поверхности тела штанги. Изготовление штанг без упрочнения может привести к образованию микротрещин на теле штанги, которые выступают концентратами напряжений и очагами коррозии.
Появление микротрещин может происходить вследствие неосторожного обращения со штангами в процессе их транспортировки, спускоподъемных операциях и др. Поэтому существуют специальные требования стандарта АНИ по обращению со штангами [14].
Правила обслуживания и обращения с насосными штангами.
При транспортировке и эксплуатации штанг необходимо, чтобы штанги и их концы не ударялись ни обо что, могущее вызвать вмятины или изгиб штанг. Повреждение резьбы предупреждается путем установки предохранительных колпачков и заглушек. Вмятины, искривления или изгиб штанг считаются неисправимыми дефектами и требуют забраковки штанг.
Штанги следует по возможности транспортировать и складировать в упаковке до момента установки их в скважине. Для распаковки штанг необходимо пользоваться подходящим инструментом, не повреждающим штанги. В особенности следует опасаться изгиба штанг.
Ни в коем случае нельзя бить молотком по предохранительным колпакам резьбы муфты или по самим муфтам, по высаженным концам или лыскам под ключ. Один-единственный удар может повредить любую часть штанги или муфты настолько, что возникает опасность ее преждевременного разрушения.
На эксплуатационную вышку или мачту агрегата штанги следует затаскивать поштучно, с особой внимательностью, следя, чтобы штанги не ударялись о землю, мостки либо другую часть вышки или мачты. Кроме того, необходимо предупредить чрезмерное изгибание штанг во время их затаскивания.
Для предотвращения неправильного свинчивания необходимо установить вышку или мачту агрегата таким образом, что
бы штанга находилась точно над центром скважины, когда она свободно висит на элеваторе.
Когда резьба ниппеля штанги попадает на муфту, штанга должна висеть совершенно прямо, чтобы предупредить косую посадку резьбы. В случае косой посадки необходимо разъединить соединение и обработать ниппель плашкой, а муфту - метчиком. Затем очистить резьбы, проконтролировать их состояние и вновь смазать.
Если для свинчивания или развинчивания штанговых соединений применяются ручные ключи, следует применять только ключи, пригодные для данной работы. Для свинчивания, например, рекомендуют применять два ключа с рукоятками соответствующей длины. Как правило, три или четыре сильных удара опытного рабочего дают достаточный крутящий момент.
С целью достижения наилучшего равномерного вращающего момента рекомендуется применять пневматические или гидравлические штанговые ключи. При помощи этих ключей удается прикладывать равномерный момент свинчивания. Не допускается многократная перестановка ключа после попадания опорных поверхностей друг на друга, потому что этим создаются вращающие моменты, значительно превышающие расчетные.
Для получения удовлетворительного свинчивания резьбовых соединений насосных штанг, резьбы должны быть чистыми, без повреждений и хорошо смазанными. Резьбы должны легко свинчиваться до упора, чтобы передаваемый вращающий момент создавал предварительную затяжку, предотвращающую разъединение контактных поверхностей во время работы насоса.
Важнейшее значение имеет техническое состояние автоматических ключей. Крайне важно периодически контролировать все моментомеры и общее состояние всего ключа в целом, потому что в ином случае могут получиться совершенно другие результаты.
При разъединении соединений (в особенности ручными ключами) ни в коем случае нельзя ударять молотком по штанге и муфте. Если не удается разъединить соединение обычным путем, следует пользоваться соответствующими ключами с рукоятками и удлинителями.
Каждую муфту, по которой ударяли молотком, следует отбраковать. Перекручивание соединения повреждает опорные поверхности муфты и штанги, кроме того, могут произойти срыв резьбы ниппеля и образование трещин на закаленных поверхностях.
При свинчивании следует обращать внимание на то, чтобы муфта плотно прилегала к бурту штанги. В случае отсутствия плотного прилегания необходимо разъединить соединение, очистить, проконтролировать и вновь смазать.
Если штанговая колонна демонтируется, то перед повторным монтажом штанги следует тщательно проконтролировать на дефекты. Штанги с насечками, искривленные или изогнутые, имеют неисправимые дефекты и должны быть забракованы.
При развинчивании соединения нельзя повреждать резьбы и бурты.
Если нет устройства для подвески штанг на вышке или мачте, демонтаж производится по одной штанге с последующей укладкой без провисания. При этом следует действовать с такой же осторожностью, что была указана выше относительно обращения с новыми штангами.
Для длительной работы штанговой колонны необходимо уметь правильно ее рассчитать и подобрать. За рубежом получили распространение различные методы расчета штанговых колонн. За критерии выбора штанговой колонны берутся следующие показатели:
штанговая колонна должна быть легкой и прочной и выдерживать переменные нагрузки;
штанговая колонна не должна сильно растягиваться при нагружении, так как это ведет к увеличению потерь хода плунжера, а также к увеличению динамических нагрузок, действующих на нее;
штанговая колонна с большой долей вероятности должна обеспечивать безаварийную работу в течение заданного срока эксплуатации.
Известно, что разрушение штанговой колонны носит усталостный характер, поэтому большее распространение получили методы расчета, основанные на расчете на усталость.