

7. Агрегатно-поточный способ производства
7.1. Характеристика способа.
7.2. Схема организации линии.
7.3. Производство плит пустотного настила при агрегатно-поточной технологии.
7.4. Производство ячеистых бетонов.
7.5. Проектирование агрегатно-поточного производства.
7.1. Характеристика способа.
Это метод производства ЖБИ с перемещением форм с одного поста на другой, на которых выполняются определенные виды операций.
Перемещение форм осуществляется мостовыми кранами.
Агрегатно-поточный способ получил широкое распространение там, где требуется выпуск широкой номенклатуры изделий. Гибкость данного способа позволяет путем смены и переналадки оборудования осуществлять переход от выпуска одного типа изделий к выпуску другого.
При агрегатно-поточном способе производства ЖБИ капиталовложения ниже чем у конвейерного способа, но выше чем устендового, а трудозатраты выше чем у конвейерного способа, но ниже чем у стендового.
7.2. Схема организации линии.
1) Типовая линия

Рис. 29. Схема типовой линии агрегатно-поточного способа производства ЖБИ:
1 – распалубка изделий; 2 – чистка, смазка формы; 3 – укладка арматуры (пост армирования изделия);4 – формование изделия (пост формовки); 5 – доводка изделия; 6 – ТВО; А – подача арматуры; Б – подача бетонной смеси; И – выдача изделия на склад; Ф1 – перемещение формы; Ф2 – перемещение формы с арматурой на пост формования; Ф3 – перемещение формы в камеру ТВО; Ф4 – перемещение формы на пост распалубки.
2) Схема с операционным роликовым рольгангом.

Рис. 30. Схема агрегатно-поточной линии с операционным роликовым рольгангом
1 – распалубка изделий; 2 – чистка, смазка формы; 3 – укладка арматуры (пост армирования изделия); 4 – формование изделия (пост формовки); 6 – ТВО; А – подача арматуры; Б – подача бетонной смеси; И – выдача изделия на склад.
Рольганг – роликовый конвейер для снижения затрат на крановые операции.
С поста распалубки на пост чистки и смазки формы, а затем на пост армирования – форма перемещается по роликовому конвейеру (рольгангу).
1) Двухветвевая с передаточной тележкой.
Производительность поточно-агрегатной линии определяется продолжительностью цикла формования изделий.
Все эти схемы отличаются друг от друга степенью специализации.
По типовой схеме специализация затруднена, так как в данном случае наблюдается укрупнение (сочленение) постов.
Некоторые операции при поточно-агрегатном способе производства выполняются одновременно (параллельно), например:
- распалубка, осмотр изделий, подготовка форм совмещается по времени с формованием.
Оборудование, используемое при агрегатно-поточном способе производства ЖБИ:
- мостовые краны (как правило, в пролете два мостовых крана: один задействован на отгрузке изделий на склад СГП; второй задействован на формовании изделий);
- самоходные тележки для вывоза готовой продукции на склад;
- виброплощадки;
- специальные формовочные машины (штампы, центрифуги, прессы, пустотообразующие машины);
- бетоноукладчики;
- рольганги;
- формоукладчики.
7.3. Производство плит пустотного настила.
Формовочные машины с выдвижными вибровкладышами различной конструкции широко применяют для изготовления многопустотных панелей, безнапорных труб, элементов пустотных колонн и опор линий электропередач. В таких машинах обычно предусматривают удаление бортоснастки и вкладышей после формования.
Промышленность выпускает формовочные машины для изготовления многопустотных панелей с максимальными размерами в плане 6260х1990 мм и высотой 220 мм, с напряженной или обычной каркасной арматурой. Комплект сменных вибровкладышей дает возможность формовать панели разной ширины с круглыми пустотами.
Комплект оборудования формовочной установки типа СМЖ-24 показан на рис. 31.

Рис. 31. Общий вид автоматизированной формовочной установки
В ее состав входят: формовочная машина с вибровкладышами 1, бетоноукладчик 2, вибропригрузочный щит 3 и формоукладчик 4. Изделия формуют на поддонах; бортовая оснастка удаляется сразу после формования. Продольные борта передвигаются вместе с вибровкладышами, а поперечные откидываются на шарнирах посредством рычагов, связанных с кареткой формовочной машины.
Вибропригрузочный щит применяют при формовании пустотных панелей из бетонных смесей жесткостью 30 ... 60 с, сокращая этим продолжительность формования в 1,5-2 раза.
Для возможности формования других изделий на формовочном посту иногда устанавливают также виброплощадку.
Технологический процесс осуществляется следующим образом. Поддон с напряженной арматурой, подготовленный для панели и установленный автоматическим захватом на тележку с подъемной платформой, перемещается к формовочному посту и устанавливается между ограничивающими упорами формовочной платформы. Каретка машины с укрепленными на ней вибровкладышами и продольными бортами надвигается на поддон; одновременно на него опускаются поперечные борта, образуя контур формуемой панели. В форму укладывается верхняя арматурная сетка с приваренными к ней вертикальными каркасами и транспортными петлями.
При движении бетоноукладчика вдоль поста в форму подается примерно половина требуемого объема бетонной смеси с одновременным уплотнением ее вибровкладышами. При повторном проходе бетоноукладчика укладывается и разравнивается остальная часть бетонной смеси; одновременно на поверхность изделия опускается вибропригрузочный щит и снова включаются вибровкладыши.
Виброщит поднимают с изделия после извлечения вибровкладышей, вместе с которыми удаляются продольные и поперечные борта формы. Краном, оборудованным автоматическим захватом, снимают поддон с отформованным изделием и направляют его в камеру тепловой обработки, где устанавливают на автоматически опускающийся кронштейн. Продолжительность выполнения операций на каждом посту примерно одинакова, что позволяет организовать поточное производство с ритмом 15 мин.
На ряде заводов применяют формование многопустотных панелей перекрытия на базе формовочной установки, позволяющей выполнять все операции в автоматическом режиме, включая немедленную распалубку отформованных изделий.
При автоматическом режиме управления формоукладчик устанавливает на виброплощадку очищенный и смазанный поддон с натянутой стержневой арматурой; вначале закрываются продольные, а затем поперечные борта оснастки, вводятся вкладыши в отверстия поперечных бортов. Вручную устанавливаются только подъемные петли и вертикальные арматурные сетки.
Благодаря интенсивной совместной вибрации площадки и пустотообразователей можно формовать бетонные смеси жесткостью20...30 с, что снижает расход цемента и улучшает качество поверхности изделий, а конструкция поддона с продольными полубортами полностью исключает утечку цементного молока.
Комплект оборудования линии типа СМЖ (рис. 32) состоит из формовочной машины, бетоноукладчика, самоходного портала и опор формовочного и подготовительного постов. Основной процесс происходит на посту формования: здесь производят подачу поддонов на пост, установку бортоснастки, ввод пустотообразователей, укладку бетона и его уплотнение с пригрузом, немедленную распалубку отформованного изделия.
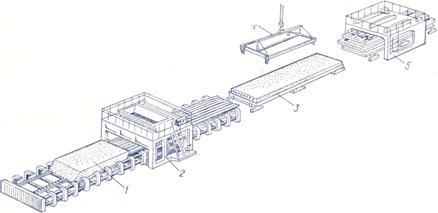
Рис. 32. Комплект для формования многопустотных панелей:
1 – формовочная машина СМЖ-227; 2 – бетоноукладчик СМЖ-69; 3 – поддон СМЖ-229; 4 – автоматический захват; 5 – самоходный портал СМЖ-228.
Формовочная машина СМЖ-227 имеет механический привод передвижения каретки с пустотообразователями. Каретка представляет собой сварную раму с ходовыми колесами. На передней балке рамы помещены кронштейны для крепления вкладышей, изготовленных из труб диаметром 159 мм с конусообразными концами для точного совмещения с отверстиями в торцовом борте оснастки. Переналадка машины на другой типоразмер изделия сводится к съему или установке вибровкладышей на каретке.
Самоходным порталом СМЖ-228, имеющим общую колею с бетоноукладчиком, транспортируют поддон и устанавливают его на опоры поста формования; затем опускают бортоснастку, которая фиксируется на штырях поддона. Портал возвращается на пост подготовки, освобождая пост формования для бетоноукладчика и пустотообразующей машины. Бетоноукладчик СМЖ-69 разравнивает нижний слой бетонной смеси; после этого в форму вдвигаются пустотообразователи, форма заполняется бетонной смесью, которая уплотняется вибровкладышами; затем портал перемещают на пост формования, а на изделие опускают пригрузочный виброщит. Применение дистанционного программного управления всем комплексом оборудования сокращает цикл формования до 10 мин.
После извлечения вкладышей сначала поднимают пригрузочный щит, который фиксируется в верхнем положении, а затем бортоснастку, состоящую из двух продольных и двух торцовых бортов, соединенных между собой рычагами. В бортах оснастки установлены четыре пневмоцилиндра, которыми борта раздвигаются при распалубке. Поддоны с отформованными изделиями транспортируются краном с автоматической траверсой-захватом.
Схемой технологической линии предусматривается подготовительный пост, где на поддон укладывают прутковую арматуру с натяжением ее электротермическим способом. Затем портал перемещают на пост для подъема поддона и подачи его к формовочному посту. В дальнейшем технологический цикл повторяется.
Для формования многопустотных панелей применяют малоподвижные бетонные смеси с осадкой конуса 2 ... 3 см и крупностью щебня не более 20 мм (во избежание возможного заклинивания между вкладышами и перегрузки на приводе каретки).