

Раздел 3. Станки и инструменты
3.1 Ленточная пила для распиловки древесины
1. Общие сведения о пилении ленточными пилами
Ленточные пилы представляют собой инструмент в виде бесконечной стальной ленты, на одной из кромок которой насечены зубья. Ленточные пилы используют для продольной распиловки бревен, пиломатериалов, а также криволинейного раскроя древесины, фанеры и других древесных материалов.
Подготовка ленточных пил. Подготовка полотен ленточных пил включает в себя соединение концов ленты сваркой или пайкой, контроль напряженного состояния полотна, правку дефектов формы полотна, вальцевание, заключительный контроль напряженного состояния полотна пилы.
Сварка концов ленты встык состоит из следующих приемов: обрезки и выравнивания концов, сварки, отпуска и зачистки шва. Концы ленты при сварке должны быть обрезаны точно под углом 90° к кромке пилы, тщательно зачищены и обезжирены.
Для соединения концов ленточной пилы методом стыковой сварки применяют специальные агрегаты АСЛП18 или АСЛП23 для пил шириной до 175 и 230 мм соответственно.
Для соединения пайкой необходимы станок для скашивания концов ленточной пилы с фрезой или со шлифовальным кругом, приспособление для снятия фасок вручную напильником, аппарат для пайки ленточных столярных пил ПЛ6; пресс с паяльными брусками, приспособление для зачистки шва после пайки (выпуклая опора с зажимами).
Пайка концов ленты внахлестку состоит из следующих приемов: разметки шва и обрезки концов, скашивания концов (снятия фасок), зачистки фасок, пайки, закалки, отпуска и опиловки (зачистки) шва. Ширина фасок (шва) должна быть у столярных пил 8-10 мм, у делительных 10- 15 мм. Концы лент необходимо скашивать на клин в пределах ширины шва, чтобы при наложении концов толщина шва равнялась толщине пилы. Применяют серебряные, латунные и медно-цинковые припои.
Кинематика пиления и геометрия стружки. Лента натянута на пильных шкивах. Один шкив (обычно нижний) — приводной, второй — натяжной (Рис. 3.1.а, а). Рабочим участком траектории ленты служит прямолинейный участок между шкивами. Скорость главного движения Vr (м/с) постоянна:
Vr = πDn/(60×1000)
,где D — диаметр приводного шкива, мм; n — частота вращения приводного шкива, мин-1.
Обычно скорость главного движения составляет 30...50 м/с. Распиливаемый материал (заготовку) подают на пилу также с постоянной скоростью подачи Vn (м/мин), вектор которой направлен перпендикулярно вектору скорости Vr.
Тректория резания — прямая линия, наклоненная к линии вершин зубьев на угол y (Рис. 3.1.1.а, в):
tg y = un/(60Vr)
Расстояние между этими траекториями bc, измеренное в направлении вектора подачи Vn, есть подача на зуб Sz (мм). Из треугольника abc имеем tg y = bc/ab, или bc=ab tg y;. Учитывая, что ab представляет собой шаг зубьев пилы t3 (мм), а также выражение для tg y , получим формулу для расчета подачи на зуб (мм) при пилении ленточными пилами:
Sz = t3Vn/(60Vr)
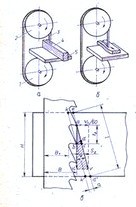
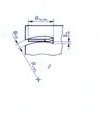
Рис. 3.1.1.а Схема пиления ленточными пилами: а – прямолинейного: 1 – нижний приводной шкив; 2 – верхний натяжной шкив; 3 – ленточная пила; 4 – заготовка; 5 – стол; б – криволинейного; в – геометрия стружки; г – радиус кривизны выпиливаемой заготовки
Толщина стружки а — это расстояние между траекториями ed' и kk', измеренное по нормали к траектории kk'. Как видно из рис. Рис. 3.1.1а, в, толщина номинальной стружки а (мм) постоянна по ее длине l. Ввиду малости угла y принимают a=sz, l=H.