

Заточка зубьев фрез
Заточке подлежат лезвия всех типов фрез, кроме сборных с неперетачиваемыми пластинами. В результате заточки необходимо добиться остроты лезвия и шероховатости шлифуемой поверхности.
При заточке насадных фрез по плоской задней поверхности выдерживают постоянным задний угол. Для этого фрезу устанавливают на оправке делительной головки так, чтобы ось фрезы была параллельна рабочей поверхности круга (рис.2а).
Подрезающие зубья пазовых фрез периодически, через пять- шесть переточек основных зубьев, затачивают сначала по передней поверхности (рис.2 б)с целью восстановления остроты, а затем по задней поверхности, добиваясь выступа вершины подрезателей над окружностью резания основных зубьев на величину около 0.5 мм.
Ножи сборных фрез можно затачивать по задней поверхности все корпуса фрезы и в корпусе фрезы. При заточке режущих кромок, параллельных оси вращения, фрезу закрепляют на оправке в делительной головке и затачивают по задней грани, как и цельные фрезы. При заточке фрезы с винтовым режущими кромками, она должна поворачиваться вокруг оси синхронно, с движением подачи вдоль оси. В простейшем случае заточки в центрах универсально-заточного станка переднюю поверхность поджимают к упору (рис.2в).
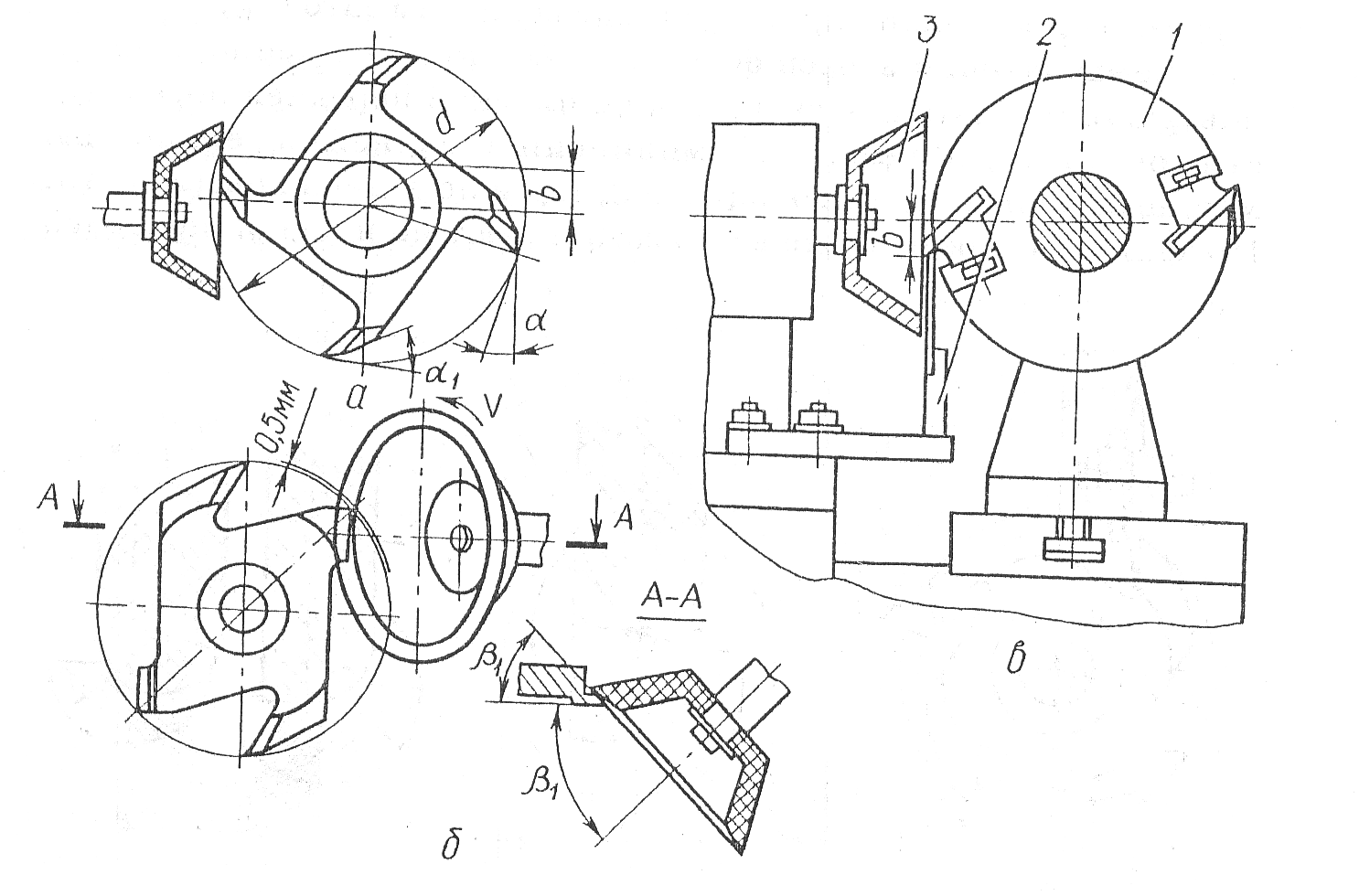
Рис.2
Схемы заточки зубьев по плоской задней поверхности:
а- основных зубьев пазовой незатылованной фрезы; б- подрезающих зубьев пазовой незатылованной фрезы; в- сборной цилиндрической фрезы: 1- фреза; 2- упор; 3- абразивный круг.
Режим заточки
Режим заточки должен обеспечивать требуемые остроту лезвия и шероховатость затачиваемых поверхностей, и неизменность структуры инструментального материала. Рекомендуется после заточки сделать несколько подходов без поперечной подачи до пропадания искр и, сменив шлифовальный круг вместе с оправкой, на том же заточном станке, не меняя базирования фрезы, выполнить доводку лезвий. После заточки и доводки следует удалить заусенец оселком.
Оборудование для заточки фрез
На деревообрабатывающих предприятиях фрезы затачиваются на универсальных заточных станках и специализированных ля заточки насадных и хвостовых фрез.
Универсально-заточной станок позволяет затачивать практически все виды дереворежущего инструмента. Для этого станок должен быть оснащен специальными приспособлениями, поставляемыми с ним в комплекте или приобретенными дополнительно. В комплект поставки входят: универсальная головка, трехповоротные тиски, универсальный упор, передняя и задняя бабки, оправки, цанговые патроны и др. (рис.3).
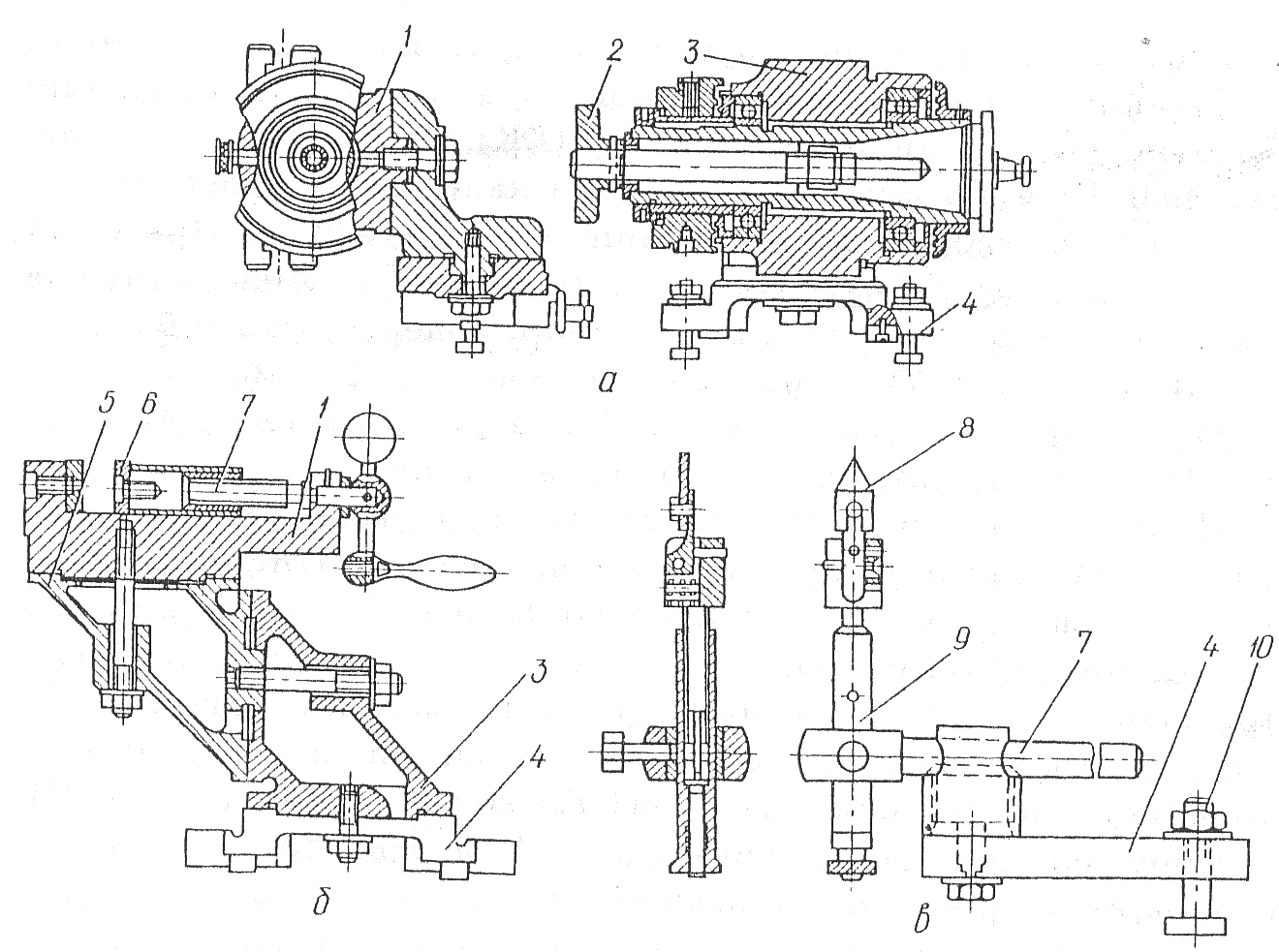
Рис.3
Приспособления к универсально-заточному станку:
а- универсальная головка; б- трехповоротные тиски; в- упор: 1- несущий поворотный корпус; 2- оправка; 3- поворотный кронштейн универсальной головки; 4- основание; 5- поворотный кронштейн тисков; 6- подвижная губка; 7-зажимной винт;8-собачка;9-державка;10-крепежный болт.
Методы контроля фрез после заточки.
Контролю подлежат параметры и характеристики фрез, которые могут изменяться при заточке.
Тщательно осматривают режущие кромки заточенного инструмента.
Выкрошины, забои и следы прижогов не допускаются.
Приборы для измерения в производственных условиях затупления лезвия не выпускаются. Поэтому рекомендуется проводить сравнительный осмотр заточенного и эталонного лезвий при помощи 10-кратного увеличения лупы с делениями.
Радиальное и торцовое биение зубьев и выступ подрезающих зубьев над основными измеряют индикатором при установке фрез: насадных- на оправке или в центрах (рис.4), хвостовых- в цанговом патроне делительной головки.

Рис.4
Приспособление для контроля и наладки (а) сборных насадных фрез (б):
основание; 2-оправка; 3-индикатор;4-штатив индикатора;5-стойка;6-корпус фрезы;7-нож сборной фрезы;8-прижимной клин;9-распорный винт;10-регулировачная планка;11-регулированый винт.