

ЖУРНАЛ_л/р_1,2,4,5
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЮЖНО-УРАЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ журнал лабораторных работ
Челябинск
2014
ЮУрГУ
Статистическое исследование Кафедра технологии Работа №1
машиностроения
точности обработки
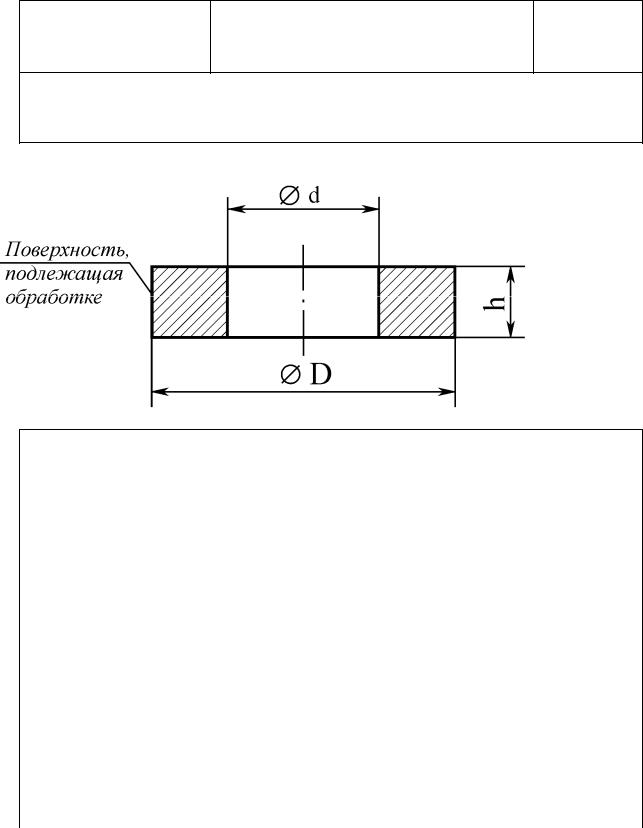
Задание: оценить точность обработки деталей на настроенном токарном станке путем измерения их размеров и статистического анализа результатов измерений
1. Результаты измерений наружного диаметра кольца
№ |
Диаметр |
№ |
Диаметр |
№ |
Диаметр |
№ |
Диаметр |
п/п |
D, мм |
п/п |
D, мм |
п/п |
D, мм |
п/п |
D, мм |
1 |
|
16 |
|
31 |
|
46 |
|
2 |
|
17 |
|
32 |
|
47 |
|
3 |
|
18 |
|
33 |
|
48 |
|
4 |
|
19 |
|
34 |
|
49 |
|
5 |
|
20 |
|
35 |
|
50 |
|
6 |
|
21 |
|
36 |
|
51 |
|
7 |
|
22 |
|
37 |
|
52 |
|
8 |
|
23 |
|
38 |
|
53 |
|
9 |
|
24 |
|
39 |
|
54 |
|
10 |
|
25 |
|
40 |
|
55 |
|
11 |
|
26 |
|
41 |
|
56 |
|
12 |
|
27 |
|
42 |
|
57 |
|
13 |
|
28 |
|
43 |
|
58 |
|
14 |
|
29 |
|
44 |
|
59 |
|
15 |
|
30 |
|
45 |
|
60 |
|
Интервалы
2. Распределение диаметров деталей-колец
- |
x |
m |
|
|
|
|
|
|
|
|
|
|
|
ин |
|
|
|
|
|
|
|||||||
|
i |
i |
|
|
|
|
|
|
|||||
Середина |
тервала, |
Частота, |
|
|
|
|
|
|
|||||
|
|
|
ximi |
x |
xi– |
x |
(xi– |
x |
)2 |
(xi– |
x |
)2mi |
σ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Оценка точности исследуемой операции
= |
; 1 |
Вывод:
4. Определение погрешности настройки станка:
н = |
; ндоп = |
н ндоп
Вывод:
5. Оценка погрешности настройки станка:
e= |
; eдоп = |
e |
eдоп |
Вывод: |
|
6. Гистограмма, полигон и теоретическая кривая распределения случайной величины
7. Определение процента годных деталей, исправимого и неисправимого брака
Wгодн = |
; Wиспр = |
; Wнеисп = |
Выводы:
Вопросы
1.Виды погрешностей обработки и основные причины их возникновения.
2.Для оценки каких погрешностей используется метод кривых распределения?
3.Как определяют размах и величину интервала?
4.Как строят гистограмму распределения и полигон?
5.Для чего устанавливают теоретический закон распределения размеров по данным измерений выборки деталей?
6.Как строится кривая Гаусса?
7.Какими свойствами характеризуется кривая Гаусса?
8.Как рассчитывают процент годных и бракованных деталей? Показать на графике зоны исправимого и неисправимого брака.
9.Как определить погрешность настройки станка? Показать на графике.
10.Как определить допустимую величину погрешности настройки станка?
11.Каким коэффициентом оценивается точность процесса обработки?
Дата |
ФИО студента |
Подпись преподавателя |
Формулы к лабораторной работе № 1
1. Размах случайной величины
' xmax xmin , |
(1.1) |
где xmax и xmin — наибольшее и наименьшее значения случайной величины.
2.Средний размер деталей в партии
k
ximi
x |
|
i 1 |
|
, |
|
|
|||
|
|
|
n |
(1.2) |
|
|
|
|
где xi — середина i-го интервала, равная полусумме его граничных значений; mi
—количество деталей в i-ом интервале (частота); n— число деталей в выборке.
3.Среднее квадратическое отклонение от среднего значения
k
(xi x)2 mi
|
i 1 |
. |
|
n |
(1.3) |
||
|
4.Уравнение кривой Гаусса
|
|
1 |
|
|
x |
x |
2 |
||
|
|
|
|
2 |
|
|
|||
(x) |
|
|
|
|
e |
2 |
|
, |
|
|
|
|
|
|
|||||
|
|
|
|||||||
|
|
2 |
|
|
|
|
(1.4), |
||
|
|
|
|
|
|
|
|||
где x— переменная случайная величина; (x)— плотность вероятности; e=2,71828 — основание натуральных логарифмов.
5.Количество интервалов.
Для данных с настроенных станков количество интервалов — 10.
6.Ординаты теоретической кривой (с учетом масштабного коэффициента):
Y |
0,4 x n |
, Y |
|
0,24 x n |
,Y |
0, |
|
|
|||||
max |
|
|
|
|
3 |
|
|
|
|
|
|
где x— величина интервала.
7.Коэффициент точности процесса обработки
6 ,
T
где T — допуск на диаметр по чертежу.
8.Погрешность настройки станка
í x D0 ,
(1.5)
(1.6)
(1.7)

где н — погрешность настройки или величина смещения центра распределения x от координаты середины поля допуска D0 .
9.Координата середины поля допуска
D0 |
|
Dmin Dmax |
, |
(1.8) |
|
||||
|
2 |
|
|
|
где Dmin и Dmax — минимальный и максимальный размеры по чертежу детали. 10. Допустимое значение погрешности настройки станка
|
|
|
|
|
T 6 |
. |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
íäîï |
2 |
|
|
|
|
|
|
|
|
(1.9) |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
11. |
Коэффициент смещения настройки станка |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
e |
í |
. |
|
|
|
|
|
|
|
|
|
|
(1.10) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
T |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
12. |
Допускаемая величина коэффициента смещения настройки станка |
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
eäîï |
|
|
. |
|
|
|
|
|
|
|
|
(1.11) |
|||||
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
||||
13. |
Процент исправимого и неисправимого брака |
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
T /2 |
í |
|
|
|
|
|
|
||||||||||
|
W |
|
|
3 |
|
|
|
|
|
|
|
|
|
|
100% , |
(1.12) |
|||||
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
èñïð |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
T /2 |
í |
|
|
|
|
||||||||||||
|
Wнеисп |
3 |
|
|
|
|
|
|
|
|
|
|
100%. |
(1.13) |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
14. |
Возможный процент годных деталей |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
W |
|
|
T /2 |
í |
|
T /2 |
í |
|
100% |
|||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|||||||||
ãîäí |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||||||
.
(1.14)
ЮУрГУ
Определение погрешностей формы
детали в продольном сечении, Кафедра технологии Работа №2
машиностроения
возникающих при обработке
на токарном станке
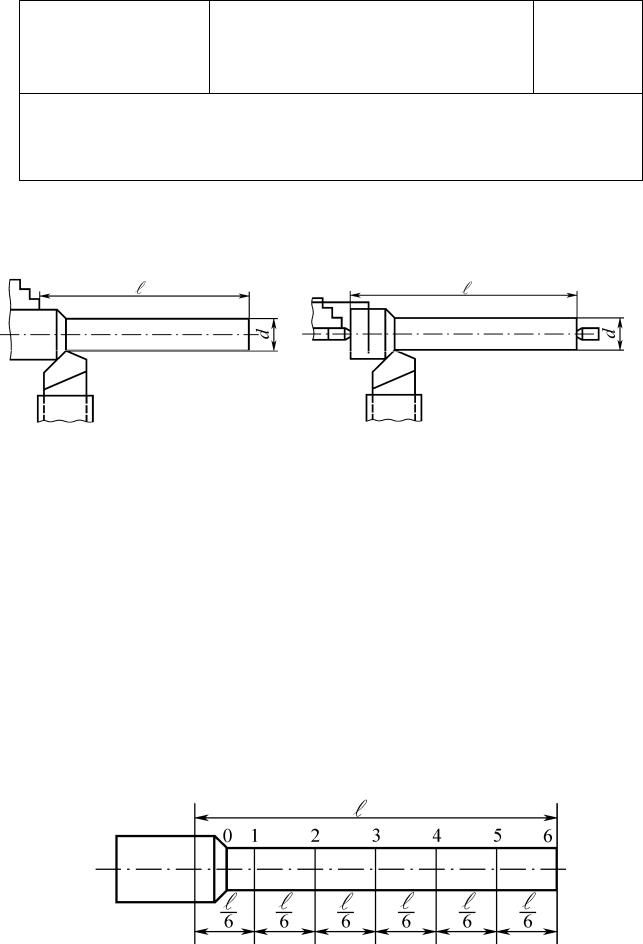
Задание: определить аналитически и экспериментально погрешности формы деталей в продольном сечении, возникающие при обработке на токарном станке при закреплении заготовки в центрах и трехкулачковом патроне.
Схемы установки деталей
Схема 1 |
Схема 2 |
t= |
|
|
мм. |
|
|
|
|
|
||
S= |
|
|
мм/об. |
|
Sкор = |
мм/об. |
||||
V |
|
|
CV |
|
|
|
KV |
м/мин. |
|
|
T |
m |
t |
xV |
|
S |
yV |
|
|||
|
|
|
|
|
|
|
||||
nкор = |
|
|
|
|
|
об/мин. |
|
|
||
Аналитический расчет погрешности формы детали в продольном сечении при различных схемах установки
Измеряемые сечения детали
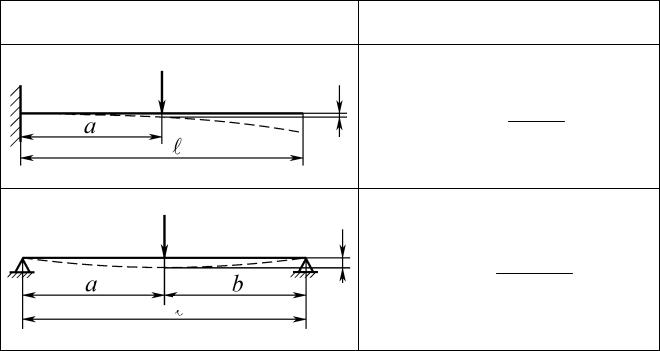
Расчетные схемы и формулы величин прогиба балок
Расчетная схема
Р
 l
l
Р
l
f
f
Формула величины прогиба в точке приложения силы
f Pa3
3EJ
f Pa2b2
3EJl
Здесь E = 2,1·105 H/мм2 — модуль упругости стали; J = 0,05d4 — момент инерции круглого сечения.
Расчет сил резания
Pz CPztôXPz SêîðYPz KPz |
Н, |
P 0,4P |
Н. |
||||||||||
|
|
|
|
|
|
|
|
y |
|
|
z |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Схема 1 |
|
|
|
|
|
Схема 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
P l |
3 |
|
|
|
|
P a2b2 |
|
|||
|
f1 |
y |
i |
|
|
f1 |
y i |
i |
|
|
|
||
|
3EJ |
|
3EJl |
|
|
|
|||||||
|
f2 = |
|
|
|
|
f2 = |
|
|
|
|
|
||
|
f3 |
= |
|
|
|
|
f3 |
= |
|
|
|
|
|
|
f4 |
= |
|
|
|
|
f4 |
= |
|
|
|
|
|
|
f5 |
= |
|
|
|
|
f5 |
= |
|
|
|
|
|
|
f6 |
= |
|
|
|
|
f6 |
= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Результаты фактических измерений диаметров деталей после обработки их на токарном станке
|
|
|
Схема 1 |
|
|
|
|
|
|
Схема 2 |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сечения |
|
|
|
|
|
|
Сечения |
|
|
|
||||
0 |
1 |
2 |
|
3 |
|
4 |
5 |
6 |
0 |
1 |
2 |
|
3 |
|
4 |
5 |
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Диаметры детали, мм |
|
|
Диаметры детали, мм |
|
||||||||||||
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Приращение радиуса, мм |
|
|
Приращение радиуса, мм |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Конусность: |
расч. = |
; |
факт. = |
Бочкообразность: |
расч. = |
; |
факт. = |
Выводы по работе: |
|
|
|