

Санкт-Петербургский государственный
политехнический университет
Кафедра
Технология конструкционных материалов и материаловедение
ОТЧЕТ
по лабораторной работе № 5
Литейное производство
Студент Поздеев А.А
Группа № 1021/2
Преподаватель Павлова А.В.
Санкт-Петербург
2011
Оглавление
|
Общие сведения.………………………………………………………………………………………3
Изготовление стержней……………………………………………...………..7 Изготовление литейных форм………………………………………….……..8 Заливка металла и выбивка форм, контроль качества отливок……….…9
Литьё в оболочковые формы………………………………………………….10 Литьё по выплавляемым моделям………………………………………..….11 Литьё в металлические формы…………………….………………………...12 Литьё под давлением…………………………….…………………………….13 Центробежное литьё…………………………………………………………13 Литература……………………………………………………………………………..14
|
|
Цель работы: знание основ литейного производства и особенностей изготовления отливок; формирование представления о технологических возможностях различных способов литья; умение выбирать по чертежу детали рациональный способ изготовления отливки.
Общие сведения
Литейным производством называют процессы получения фасонных изделий (отливок) путем заливки расплавленного металла в полую форму, воспроизводящую конфигурацию и размеры будущей детали. Применение литейного производства дает возможность изготовления изделий различной формы, размеров и массы из любых металлических сплавов, которые можно перевести в жидкое состояние, с разной степенью точности и шероховатости, как в единичном, так и в массовом производстве.
В настоящее время доля литых деталей в большинстве изготовляемых машин составляет от 30 до 80 % (примерно 60 % от массы сельскохозяйственных машин, до 85 % от массы металлорежущих станков и полиграфических машин). Производство отливок может осуществляться различными способами. Среди них наиболее распространенным является литьё в разовые песчано-глинистые формы.
1. Литьё в песчано-глинистые формы
Производство отливок в разовых песчано-глинистых формах характеризуется универсальностью, доступностью формовочных материалов и относительно невысокой стоимостью. К недостаткам этого способа следует отнести: невысокую точность и качество отливок, большой объем используемых в производстве исходных материалов и значительные отходы, загрязняющие окружающую среду.
Технологический процесс производства отливок (рис. 34) состоит из ряда основных и вспомогательных операций, осуществляемых как параллельно, так и последовательно на различных участках литейного цеха.
Вначале производится разработка технологичной конструкции отливки, проектирование и изготовление модельной оснастки (модели отливки и элементов литниковой системы, стержневые ящики, опоки и модельные плиты).
|
|
|
Рис. 34. Структурная схема получения отливок |

Модель – приспособление, с помощью которого в литейной форме получают полость, которая по размерам и внешним очертаниям соответствует будущей отливке. Для получения отливок с отверстиями или углублениями на модели предусматривают специальные выступы – стержневые знаки, которые образуют в форме углубления для установки стержней. В зависимости от сложности конфигурации, модели могут иметь один или несколько разъемов, отъемные части. На поверхностях модели, перпендикулярных плоскости разъема, предусматриваются уклоны для облегчения выема модели из формы. В зависимости от условий производства и требований, предъявляемых к отливке по точности размеров и чистоте поверхности, модели изготовляют из пиломатериалов, пластмассы или металла.
Стержневой ящик – приспособление для изготовления стержней, служащих для получения отверстия или углубления в отливках. Конфигурация стержня соответствует внутренней полости отливки с учетом знаковых частей. Стержневые ящики (цельные или разъемные) делают из пиломатериалов, в массовом производстве применяют металлические ящики.
Охлаждение отливки в форме сопровождается усадкой, т.е. уменьшением ее объема и линейных размеров, поэтому модели и стержни имеют размеры с учетом припуска на усадку.
|
|
|
Рис. 35. Литниковая система: 1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатели |

Опоки – деревянные или металлические рамки, служащие для удерживания песчано-глинистой смеси.
Модельные плиты служат для размещения на них моделей и установки опоки при изготовлении литейной формы.
Общий вид литейной формы и технологической оснастки для ее изготовления представлены на рис 36. Литейная форма состоит из верхней 1 и нижней полуформы 2. Полуформы изготавливают из формовочной смеси путем уплотнения ее в опоках. Полость в форме получают с помощью модели 3. Стержень 4 изготовляют в стержневом ящике 5 из стержневой смеси. В полуформах с помощью моделей элементов литниковой системы выполняется воронка и система каналов, по которым расплавленный металл поступает в полость формы. После остывания форму разрушают и извлекают отливку 6.
|
|
|
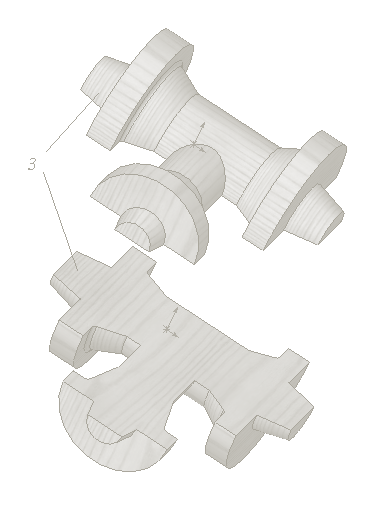
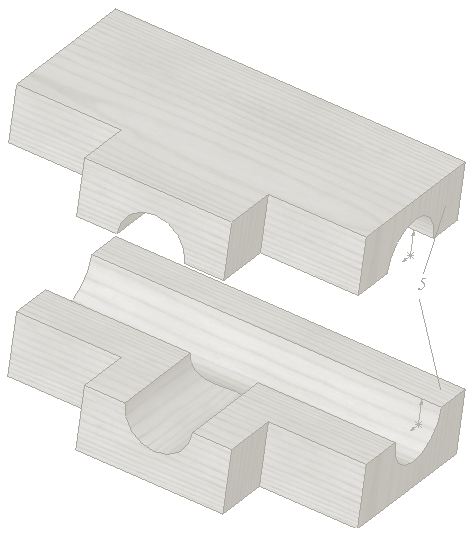

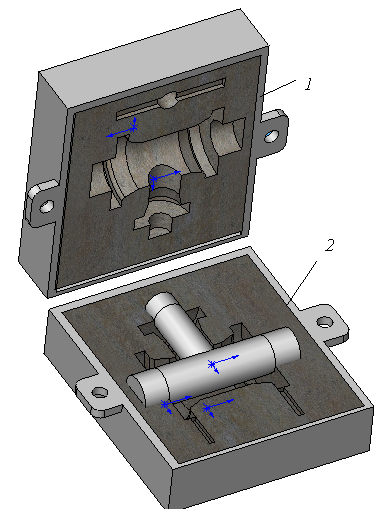
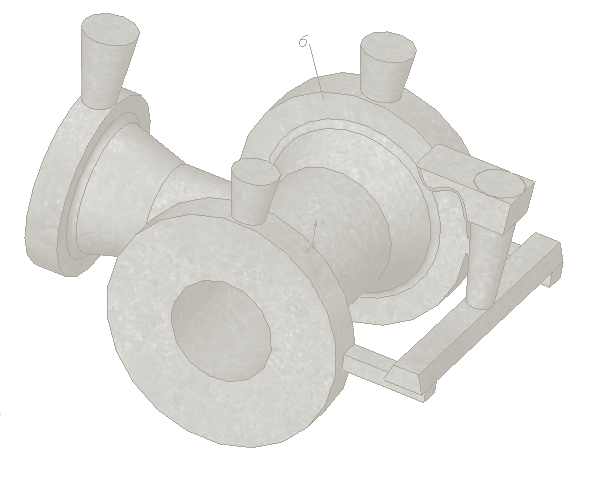
Рис. 36. Литейная форма и технологическая оснастка для ее изготовления:
1, 2 – верхняя и нижняя полуформы; 3 – модель, 4 – стержень;
5 – стержневой ящик; 6 – отливка
Формовочные смеси состоят из кварцевого песка (примерно 85 %) и связующего вещества (огнеупорная глина 10 % с добавкой воды 5 %). Стержневые смеси состоят из кварцевого песка (90 %), глины и крепителей (3 – 5 %): олифа, декстрин, канифоль, жидкое стекло и другие. Смеси должны обладать пластичностью и газопроницаемостью, а формы и стержни, изготовленные из них, – достаточной прочностью. Для увеличения газопроницаемости и податливости в формовочную смесь добавляют деревянные опилки или торфяную крошку, которые, выгорая после заливки металла в форму, образуют дополнительные поры. Песчано-глинистые смеси используют повторно с добавкой свежих материалов.
Свойства смесей зависят от их состава, качества приготовления и степени уплотнения. Уплотнение смеси производится вручную (ручными и пневматическими трамбовками) или машинным способом на прессовых, встряхивающих или пескометных машинах.