

8. Расчет потребного количества оборудования основной системы.Коэф.Загрузки.(метода)
Для детали по теме дипломного проекта расчетное количество металло-режущих станков - Сpi определяют по каждой операции техпроцесса:
Сpi = (Тшт. кi. * D)/(60Фд.о)
где – Тшт.кi – станкоемкость i-той операции, найденная по формуле (2.1); Тшт.к=t0+tвсп.+tдоп.+(tп.з/р), мин (2.1) где t0 - основное время на операцию; tвсп.. - вспомогательное время на операцию; tдоп. - дополнительное время, которое состоит из трех элементов
D – годовой объем выпуска детали, шт./год;
Фд.о – действительный годовой фонд времени работы оборудования, час.
Если на одном типе оборудования выполняется несколько операций при обработке одной и той же детали, штучно-калькуляционное время их суммируют.
Расчетное число станков округляют до целого большего, которое являет-ся числом единицу принятого оборудования Спpi для выполнения каждой опе-рации или ряда операций на одной модели станка.
Отношение Сpi / Спpi = Кз называют коэффициентом загрузки, рекомен-дуемые значения которых приведены в табл. 2.1.
Таблица 2.1. Допустимые значения коэффициентов загрузки оборудования
Группа об-ния |
Коэф.загрузки Кз |
|
max |
Ср |
|
Универсальные |
0,95-1 |
0,8 |
автоматы и полуавтоматы |
0,95-1 |
0,85 |
Специальные и агрегатные |
0,9 |
0,9 |
С ЧПУ |
0,95 |
0,8 |
Необходимое число станков для обработки всех остальных деталей цеха - Спр определяют по формуле: Спр=Тпр/(Фдо*Кз ср) (2.3)
где
Тпр – станкоемкость найденная из
выражения (2.2)
 ;
;
Кз.ср – средний по цеху коэффициент загрузки оборудования (см. табл. 2.2).
Таблица 2.2. Средний коэффициент загрузки станков:
Ед. и МС производство:0,8-0,9;Серийное пр-во:0,8-,85;КС и М: 0,65-0,8
9. Планировка об-ния основной с-мы цеха. Способы размещения об-ния, нормы расстояний между об-ем, проездом, частями здания, цеха. Производственная площадь цеха.
Размещение всего об-ния в соотв.с принятом принципом размещения. (По технологическому принципу, предметному, линейному)
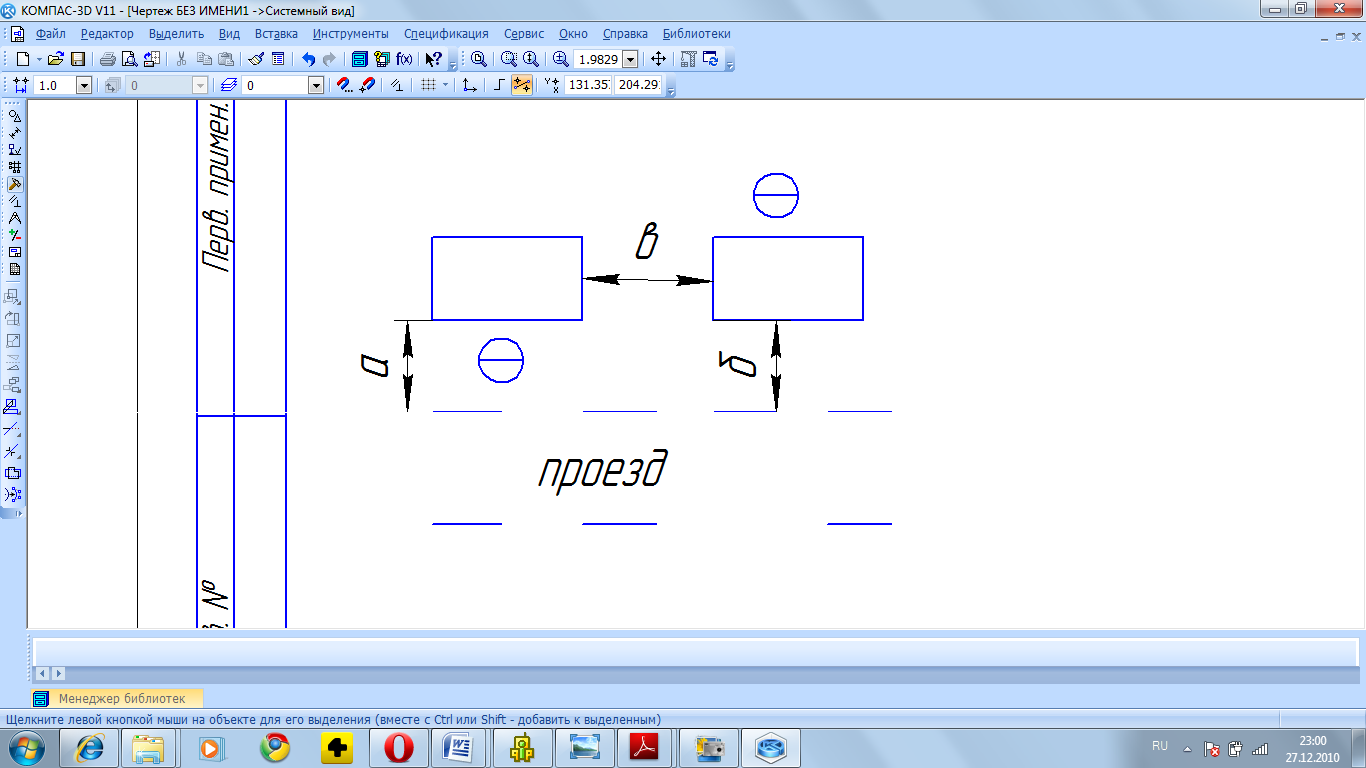
Для планировки выбирают сетку колонн. H-ширина пролета 18,24м; t-шаг колонн 6м-крайнего ряда и 12м среднего. Расстояния а=1600мм, б=500мм и в=500мм.
Расчет производственной площади цеха (метода)
Для детали, указанной в задании на дипломный проект, если возможно создание специализированного участка по обработке этой или группы технологически подобных деталей, производится планировка оборудования участка с использованием темплетов станков в масштабе 1:100 с учетом норм технологи-ческого проектирования [2].
В том случае, если для обработки детали по теме дипломного проекта проектирование участка не целесообразно (низкий коэффициент загрузки обо-рудования участка) производственную площадь цеха Sпр находим укрупнено по показателю удельной площади Sуд.пр, приходящийся на один основной станок
Sпр = Sуд.пр *Спр, м2 (2.4.)
где Sпр – число единиц основного оборудования.
Показатели удельных производственных площадей определяют по таблице. При проектировании уч-ка полная производственная площадь цеха складывается из площади участка и площади, найденной по формуле (2.4.).