

6.9. Обточка бандажей и ободьев цельнокатаных колес по профилю
6.9.1. Для получения требуемого профиля следует обточить внутреннюю торцовую грань, гребень и поверхность катания бандажа и обода цельнокатаного колеса. Применяемые профили ободьев колес ТПС приведены на рис. 15 — 23.
Локомотивостроительные и локомотиворемонтные заводы производят обточку бандажа по рисунку 15. Локомотивные депо имеют право обтачивать бандажи по любому приведенному в инструкции профилю.
Обточка с выкаткой или без выкатки колесных пар из-под ТПС производится па специальных станках.
В целях уменьшения шероховатости поверхности бандажей разрешается применять накатку роликом обработанной поверхности бандажей по кругу катания.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
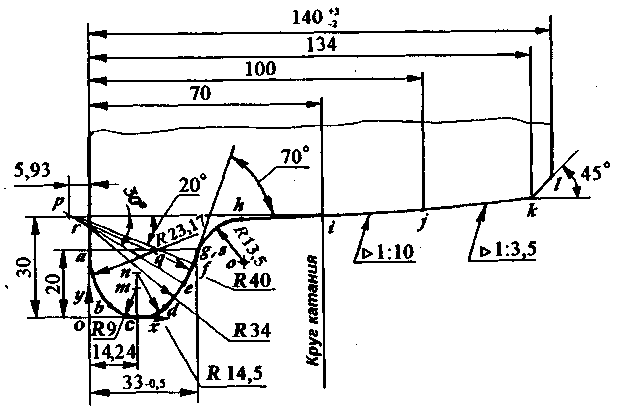
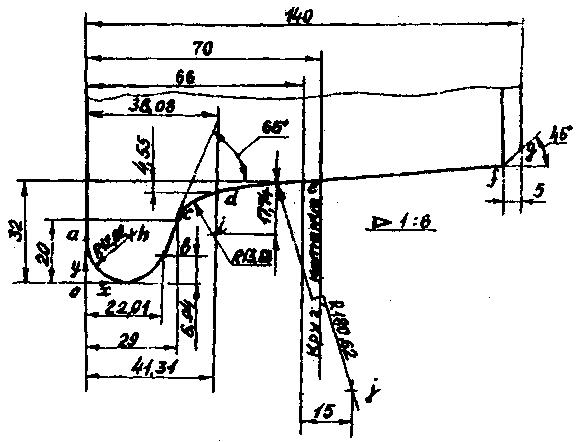
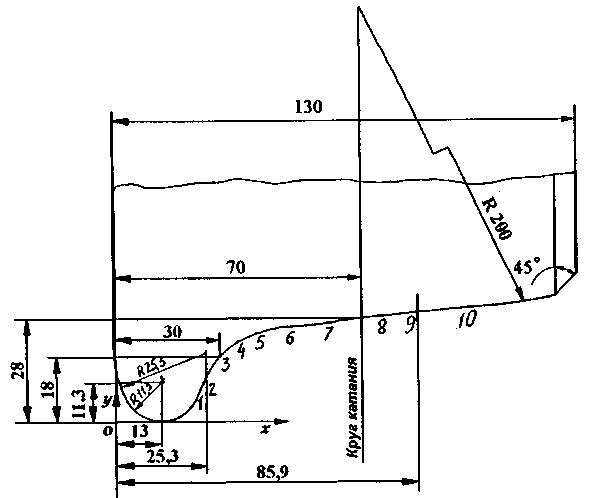
Размеры профиля бандажа контролируют шаблоном типа И477 |
|||||||||||
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
k |
х, мм |
0 |
8,55 |
14,23 |
25,35 |
28,71 |
31,66 |
32,95 |
44,97 |
70 |
100 |
134 |
у, мм |
20,0 |
2,02 |
0 |
5,19 |
10,00 |
16,32 |
19,86 |
28,73 |
30 |
31,5 |
36,36 |
Точка |
l |
m |
n |
о |
p |
q |
r |
s |
x, MM |
140 |
14,23 |
14,23 |
45,64 |
-5,93 |
23,18 |
-0,73 |
33,0 |
y, mm |
42,36 |
9,00 |
14,5 |
15,25 |
30 |
20 |
27 |
20 |
Рис. 15. Профиль бандажа локомотива по рис. 3 ГОСТ 11018-87 с гребнем толщиной 33 мм.
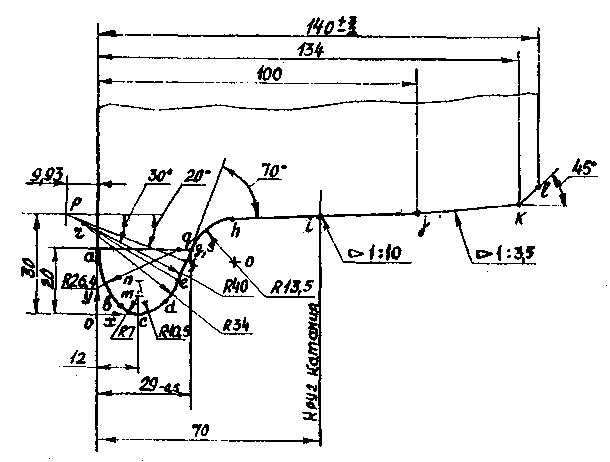
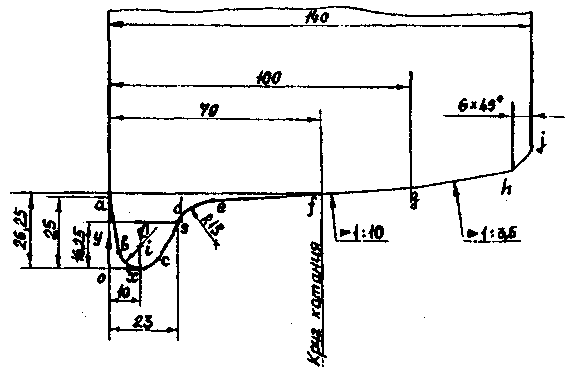
Размеры профиля бандажа контролируют шаблоном типа И718
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
k |
х, мм |
0 |
6,80 |
12,0 |
19,48 |
24,71 |
27,66 |
28,95 |
40,97 |
70 |
100 |
134 |
у, мм |
20,0 |
2,30 |
0 |
3,13 |
10,00 |
16,32 |
19,86 |
28,73 |
30,2 |
3.1,7 |
36,36 |
Точка |
l |
m |
n |
о |
p |
q |
r |
s |
x, MM |
140 |
12.0 |
12.0 |
41.64 |
-9.93 |
26.4 |
-4.73 |
29 |
y, mm |
42,56 |
7.0 |
10.5 |
15.25 |
30 |
20 |
27 |
20 |
Рис. 16. Профиль бандажа локомотива с гребнем толщиной 29 мм
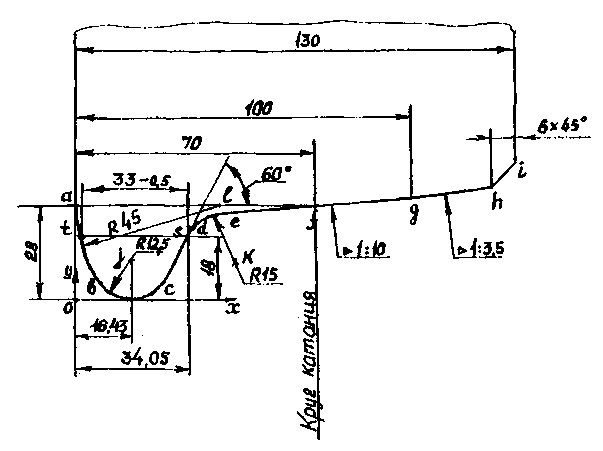
Размеры профиля бандажа контролируют шаблоном типа И720
Точка |
а |
b |
с |
d |
е |
f |
g |
х, мм |
0 |
5,45 |
27,26 |
34,84 |
47,08 |
70 |
100 |
у, мм |
28,0 |
6,54 |
6,25 |
19,37 |
26,86 |
28 |
29,5 |
Точка |
h |
i |
j |
k |
l |
s |
t |
х, мм |
124 |
130 |
16,43 |
47,83 |
45 |
34,05 |
1,13 |
у, мм |
32,93 |
38,93 |
12,5 |
11,87 |
28 |
18 |
18 |
Рис. 17. Профиль бандажа моторвагонного подвижного состава с гребнем толщиной 33 мм

Размеры профиля бандажа контролируют шаблоном типа И719
Точка |
а |
b |
с |
d |
е |
f |
g |
х, мм |
0 |
6,74 |
22,35 |
30,92 |
43,17 |
70 |
100 |
у, мм |
28,0 |
4,31 |
4,55 |
19,37 |
26,86 |
28,2 |
29,7 |
Точка |
h |
i |
j |
k |
l |
s |
t |
х, мм |
124 |
130 |
14.48 |
43.91 |
45.00 |
30.12 |
1.13 |
у, мм |
33.13 |
39.13 |
9.10 |
11.87 |
28 |
18 |
18 |
Рис. 18 Профиль бандажа моторвагонного подвижного состава с гребнем толщиной 29 мм
Точка
|
1
|
m
|
11
|
0
|
Р
|
q
|
г
|
s
|
х, мм
|
140
|
12,0
|
12,0
|
41,64
|
-9,93
|
26,4
|
-4,73
|
29
|
у, мм
|
42,56
|
7,0
|
10.5
|
15,25
|
30
|
20
|
27
|
20
|
Точка
|
а
|
b
|
с
|
d
|
е
|
f
|
g
|
х, мм
|
0
|
6,74
|
22,35
|
30,92
|
43,17
|
70
|
100
|
у, мм
|
28,0
|
4,31
|
4,55
|
19,37
|
26,86
|
28,2
|
29,7
|
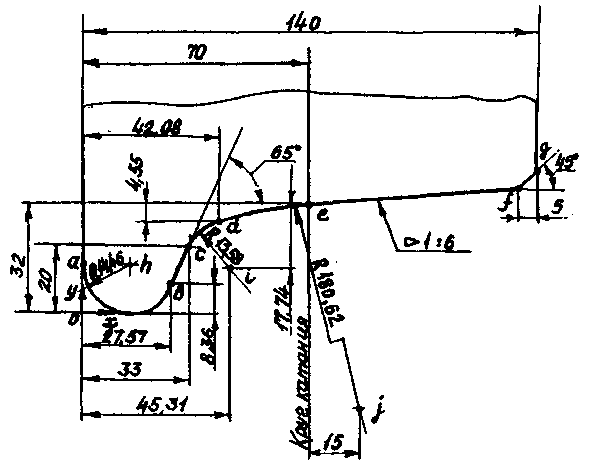
Размеры профиля бандажа контролируют шаблоном типа И705 |
||||||||||
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
х, мм |
0 |
27,57 |
33,0 |
42,08 |
70,0 |
135,0 |
140,0 |
14,46 |
45,31 |
85,0 |
у, мм |
14,46 |
8,36 |
20,0 |
27,45 |
32,0 |
37,42 |
42,42 |
14,46 |
14,26 |
148,0 |
Рис. 19 Профиль бандажа по предложению Зинюка-Никитского с гребнем толщиной 33 мм
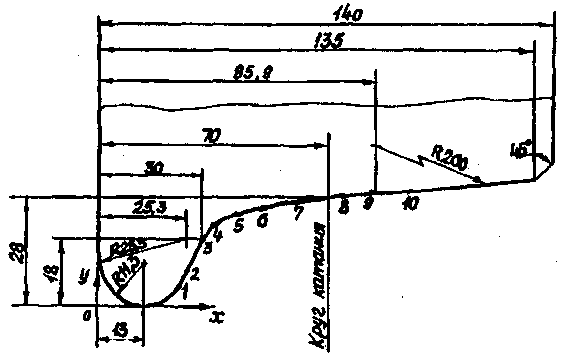
Размеры профиля бандажа контролируют шаблоном типа И718 |
||||||||||
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
х, мм |
0 |
22,91 |
29,0 |
38,08 |
66,0 |
135,0 |
140,0 |
12,02 |
41,31 |
81,0 |
у, мм |
12,02 |
6,94 |
20,0 |
27,45 |
32,0 |
37,75 |
42,75 |
12,02 |
14,26 |
148,0 |
Рис. 20 Профиль бандажа по предложению Зинюка-Никитского с гребнем толщиной 29 мм.
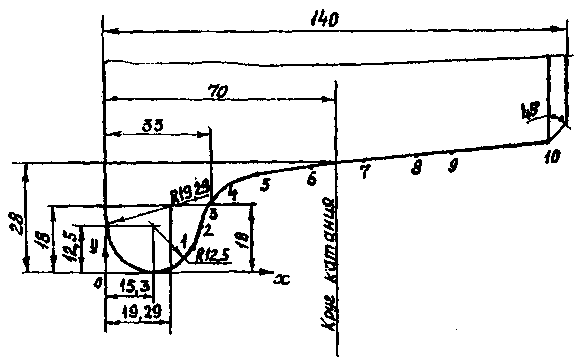
Размеры профиля бандажа контролируют шаблоном типа И433.02 |
||||||||||
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
х, мм |
27 |
30 |
33 |
37 |
45 |
60 |
80 |
100 |
110 |
135 |
у, мм |
8,06 |
14,06 |
18 |
21,35 |
24,94 |
27,02 |
28,85 |
30,27 |
31,00 |
35,36 |
Рис. 21 Профиль бандажа ДМеТИ ЛБ с гребнем толщиной 33 мм.
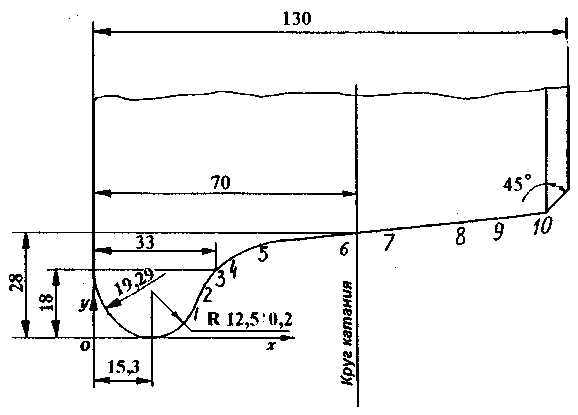
Размеры профиля бандажа контролируют шаблоном тина И433.02
|
||||||||||
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
х, мм |
23 |
25 |
30 |
35 |
40 |
50 |
60 |
75 |
85 |
100 |
у, мм |
5,95 |
10,36 |
18 |
21,93 |
24,14 |
25,86 |
27,05 |
28,41 |
29,13 |
30,05 |
Рис. 22 Профиль бандажа ДМеТИ ЛР с гребнем толщиной 30 мм.
Размеры профиля бандажа контролируются шаблоном типа И433.02
|
||||||||||
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
х, мм |
36 |
30 |
33 |
37 |
45 |
70 |
80 |
100 |
110 |
124 |
у, мм |
6,02 |
14,06 |
18,00 |
21,35 |
24,94 |
28,00 |
28.85 |
30,27 |
31.08 |
33,07 |
Рис. 22а Профиль бандажа ДМеТИ ВБ для электро- и дизельпоездов с гребнем толщиной 33 мм
Размеры профиля бандажа контролируются шаблоном типа И433.02 |
||||||||||
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
х, мм |
23 |
25 |
30 |
35 |
40 |
50 |
60 |
75 |
85 |
100 |
у, мм |
5,95 |
10,36 |
18 |
21,93 |
24,14 |
25,86 |
27,05 |
28,41 |
29,13 |
30,05 |
Рис. 22б Профиль бандажа ДМеТИ ВБ для электро- и дизельпоездов с гребнем толщиной 30 мм
Размеры профиля бандажа контролируют шаблоном типа И478
-
Точка
а
b
с
d
e
f
х, мм
0
3,09
16,15
23,26
35,70
70.00
у, мм
25,00
5,88
3,66
16,73
24,54
26,25
Точка
g
h
j
i
k
s
х, мм
100.00
134,00
140,00
10,00
36,44
23.00
у, мм
27,75
32,61
38,61
7,0
9,56
16,25
Рис. 23. Профиль бандажа средней колесной пары электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т до № 263 с подрезанным гребнем толщиной 23 мм
6.9.2. Обточку бандажей по профилю после насадки необходимо производить только после полного их естественного остывания.
6.9.3. Проверка обточенных бандажей и ободьев цельнокатаных колес производится профильным шаблоном. Отклонения (просветы) от нормальных профилей, обточенных по чертежным размерам с толщинами гребней, указанных в Инструкции (рисунки 15 — 23) допускаются не более 0,5 мм по поверхности катания и толщине гребня, 1 мм — по высоте гребня. При этом шаблон должен быть плотно прижат к внутренней грани бандажа или обода. Разрешается зазор 0,5 мм между концом шаблона и внутренней гранью бандажа в случае отсутствия просвета между шаблоном и поверхностью катания. Для промежуточных профилей, у которых толщина гребней отличается от значений, приведенных на рисунках 15 — 23, отклонения (просветы) от нормального профиля контролируются только по поверхности катания и высоте гребня.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.9.4. Бандажи движущих колесных пар тепловозов с гидравлической и механической передачей обтачиваются у всего комплекта под один диаметр независимо от того, что колесные пары не имеют одинакового проката. На этих тепловозах комплектом считаются колесные пары, приводимые в движение от одного дизеля.
6.9.5. Шероховатость поверхностей катания и рабочих граней гребней бандажей и ободьев цельнокатаных колес проверяют прибором или методом сравнения с эталоном. На внутренней боковой грани обработанного бандажа не допускаются черновины глубиной более 1,0 мм с суммарной площадью, превышающей 50 см2. Наружная боковая грань бандажа и обода цельнокатаного колеса не обтачивается.
6.9.6. Для устранения поверхностных дефектов и неровностей прокатки разрешается обточка наружной грани бандажа или обода цельнокатаного колеса с условием, что при обточке не будут срезаны клейма, поставленные в горячем состоянии на заводе-изготовителе, и ширина бандажа (обода) будет не менее допустимой.
6.9.7. Перед и после обточки бандажей выкаченной колесной пары должны быть измерены расстояния от внутренних граней бандажей до середины оси при подшипниках скольжения и до галтелей буксовых шеек осей при подшипниках качения. Разница этих расстояний допускается не более 2,0 мм при новых бандажах и не более 3,0 мм при старых.
6.9.8. В целях экономии старогодних бандажей и цельнокатаных колес за счет сохранения уплотненной их части разрешается оставлять на обточенном гребне черновику глубиной не более 2,0 мм, расположенную от вершины гребня в пределах от 10 до 18 мм, а на поверхности катания равномерно расположенную черновику глубиной до 2,0 мм.
Толщина новых бандажей ТПС допускается более, чем на чертеже, где это возможно по конструкции экипажа.
6.9.9. Запрещается выпускать из ремонта и нового формирования колесные пары с бандажом или ободом цельнокатаного колеса с отклонениями от допустимых размеров, указанных в приложении 5.
6.9.10. При формировании новых колесных пар у наружных граней бандажей должны быть фаски 6x45 ° с отклонением в большую или меньшую сторону 1,0 мм.
Отступление в размерах фаски при обточке бандажей колесных пар как в целом на бандаже, так и на отдельных его местах допускаются в сторону увеличения на 4,0 мм и в сторону уменьшения на 1,0 мм.
6.9.11. Острые глубокие следы насечек в упорных буртах бандажей и цельнокатаных колес (полученных от закрепления на станке зубчатыми секторами) подлежат зачистке с плавным переходом.
6.9.12. При обточке бандажей колесных пар ТПС без выкатки допускаются:
просвет между профильным шаблоном, прижатым к внутренней грани, и бандажом до 1,0 мм по всему профилю бандажа, кроме зазора по толщине гребня, которую разрешается оставлять после обточки до 27,0 мм для пассажирских и 26,0 мм для грузовых локомотивов (при измерении серийными «абсолютными» шаблонами) и 26,0 мм — для пассажирских и 25,0 мм для грузовых (при измерении шаблонами УТ-1). При этом разница толщин гребней левой и правой сторон на одной колесной паре после обточки должна быть не более 2 мм;
разница диаметра бандажей по кругу катания одной колесной пары не более 1,0 мм;
шероховатость поверхности катания Ra не более 20 мкм.
(В редакции указания МПС России от 23.08.2000 № К-2273у)