

Министерство образования РФ
Архангельский государственный технический университет
Факультет промышленной энергетики, III-3
Кафедра автоматизации технологических процессов и производств
ЗАВОРОХИН ДМИТРИЙ ПАВЛОВИЧ
Отчет по учебной практике
ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ
016.8.04.ОП01.05.ПЗ
Руководитель практики А.А. Шумилов
Архангельск
2004
РЕФЕРАТ
Отчёт содержит 10 страниц, 10 рисунков и 2 таблицы, состоит из трёх разделов. В первом рассмотрены виды и пайка монтажных соединений проводников. Во втором разработаны две монтажные схемы для объёмного монтажа; первая управляет реверсивным электроприводом при закрытом ограждении, а вторая управляет электродвигателем насоса, закачивающего воду в расходный бак. Приведены принципиальные схемы с монтажными обозначениями, таблицы соединений и описание работы схем. В третьем разделе приведён пример трассировки платы для печатного монтажа по имеющейся принципиальной схеме.
Содержание
1 Пайка монтажных соединений 3
2 Разработка монтажных схем для объёмного монтажа 5
3 Трассировка печатной платы 10
1 Пайка монтажных соединений
Пайка - это процесс соединения металлов, находящихся в твёрдом состоянии, посредством расплавленного присадочного металла или сплава, называемого припоем. Температура плавления припоя ниже, чем у соединяемых металлов, а соединение происходит за счёт диффузии припоя в основной металл. Температура пайки ниже температуры сварки, поэтому при пайке почти не происходит коробления и деформации деталей, а также сильного окисления металлов с образованием окалины. Хотя паяное соединение неразъёмное, его легко разобрать, распаяв. Для обеспечения нормального протекания процесса диффузии необходимо, чтобы с поверхности металла была удалена окисная плёнка, а температура паяльника была на 50... 100 градусов выше температуры плавления припоя.
В качестве припоев применяются некоторые цветные металлы и сплавы. В зависимости от требований к прочности соединений различают твёрдые и мягкие припои.
Для качественного монтажа необходим специальный инструмент, удобный и привычный в обращении. Поэтому профессиональные монтажники обзаводятся своим инструментом, содержат его в исправности. В качестве инструмента используется: паяльник, пинцет, бокорезы, нож.
Для обеспечения пайки хорошего качества необходима предварительная подготовка поверхностей под пайку, которая производится в следующей последовательности:
- механическая зачистка поверхностей;
- горячее лужение, т.е. покрытие тонким слоем олова.
Поверхности, подлежащие пайке, не следует зачищать шлифовальной или наждачной бумагой, так как зёрна абразива, остающиеся в бороздках на металле будут препятствовать диффузии припоя и пайка будет некачественной. Лучше всего пользоваться ножом, однако при снятии изоляции с проводов надо быть осторожным, чтобы не подрезать жилки провода.
Для облуживания проводов следует нагретый паяльник поочерёдно обмакнуть в припой, затем в канифоль и, вращая провод, прогреть зачищенное место паяльником. При этом произойдёт облуживание, т.е. зачищенное место покроется тонким слоем припоя.
Поверхность паяного соединения должна быть гладкой, глянцевой или светло-матовой без тёмных пятен, раковин, пор, наплывов, брызг и сосулек припоя. Качество предварительной подготовки и облуживания определяют и окончательное качество пайки.
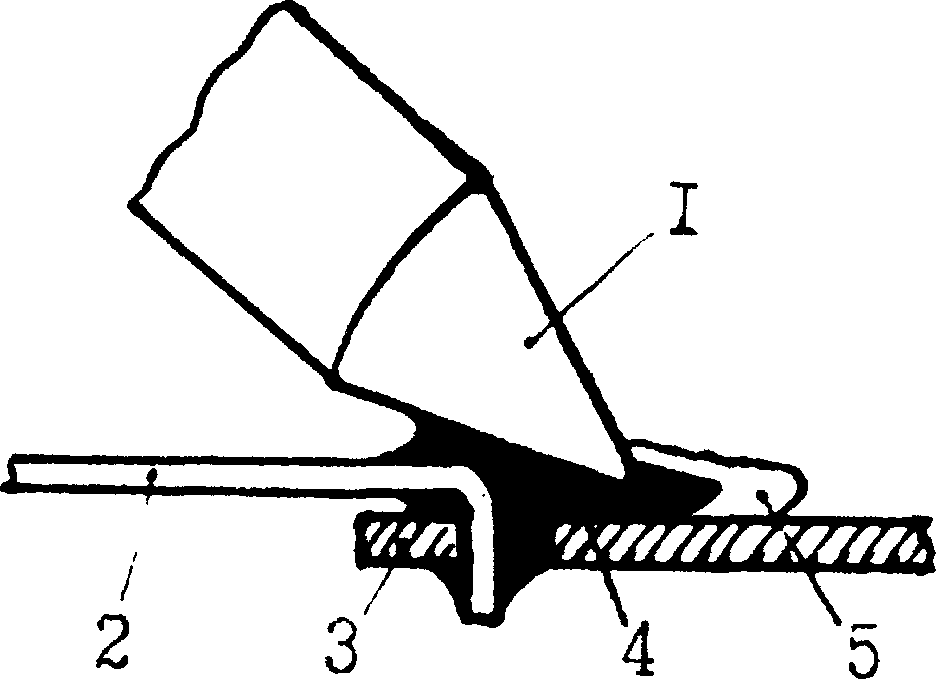
Рисунок 1 - Схема процесса пайки.
1 - паяльник; 2 - провод; 3 - контактный лепесток; 4 - расплавленный припой; 5 - замещение флюса припоем.
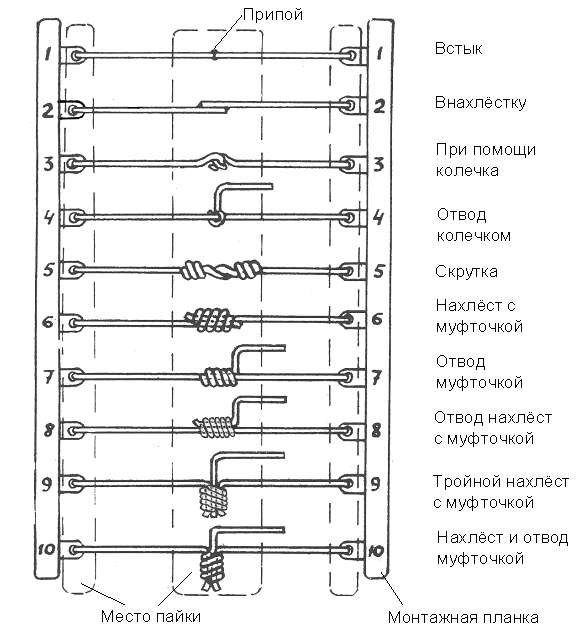
Рисунок 2 – Различные виды монтажных соединений.