

Ахметов и др. Технология и оборудование процессов переработки нефти и газа (2006)
.pdfтивность такого взаимодействия в пределах отдельного контактного элемента обычно невысока и ограничена условиями достижения равновесия на выходе из области контактной зоны, где осуществляется прямоток фаз. Для повышения общей эффективности взаимодействия контактирующих фаз прибегают к различным способам локализации (компенсации) прямотока.
Рис. 2.8. Схемы барботажных тарелок со стесненным (а) и свободным (б) зеркалом барботажа
В зависимости от конструкции устройств для ввода пара в жидкость различают ситчатые (дырчатые), колпачковые, клапанные, язычковые (чешуйчатые) и другие типы тарелок.
Направление ввода газа (пара) в жидкость и характер взаимодействия фаз в зоне контакта оказывают существенное влияние на производительность и эффективность работы тарелки, а также на зависимость эффективности тарелки от нагрузки по пару.
Для повышения производительности тарелки используют для контактирования фаз прямоток, а для повышения эффективности взаимодействия фаз предпочитают перекрестный ток или противоток. Оптимальное сочетание указанных характеристик обеспечивает реализацию наиболее высоких эксплуатационных показателей тарельчатых контактных устройств.
Внутренние устройства колонных аппаратов, к которым относятся массообменные элементы, устройства ввода сырья и продуктов, переточные устройства, распределители и перераспределители потоков, каплеотбойники и т.д. имеют широкое разнообразие конструкций. Их размещение внутри аппарата имеет как специфические особенности, так и общие принципы. Способы их устройства в аппаратах, как правило, регламентируются нормативными документами. При этом для проведения их обслуживания должны быть предусмотрены условия для ремонтных и монтажных работ.
Некоторые способы установки внутренних устройств показаны ниже.
91

Барботажные участки тарелок занимают только часть живого сечения колонны (рис. 2.9). Например, для желобчатой тарелки эта величина составляет 0,6…0,8, что является очень низким значением. В остальном сечении расположены переливные устройства. Во избежание проникновения паров через переливное устройство устанавливается гидравлический затвор (рис. 2.10).
Рис. 2.9. Расположение желобчатых тарелок
Рис. 2.10. Гидравлический затвор в переливных устройствах
Широко распространены тарелки провального типа. Характерным представителем этого класса являются решетчатые тарелки (рис. 2.11). Для улучшения контакта между паром и жидкостью применяются ситчатые (рис. 2.12) и струйно-напрвленные (рис. 2.13) тарелки.
92

Рис. 2.11. Размещение решетчатой тарелки
Рис. 2.12. Ситчатая тарелка с отбойными элементами:
1 — просечно-вытяжной лист S = 1,8 мм; 2 — полосы; 3 — отбойник
93

Рис. 2.13. Струйно-направленная тарелка
Рис. 2.14. Каскадная тарелка
94
Каскадные тарелки (рис. 2.14) эффективно работают в аппаратах большого диаметра. Жидкая фаза движется по тарелке либо от края к центру, либо от центра к краю.
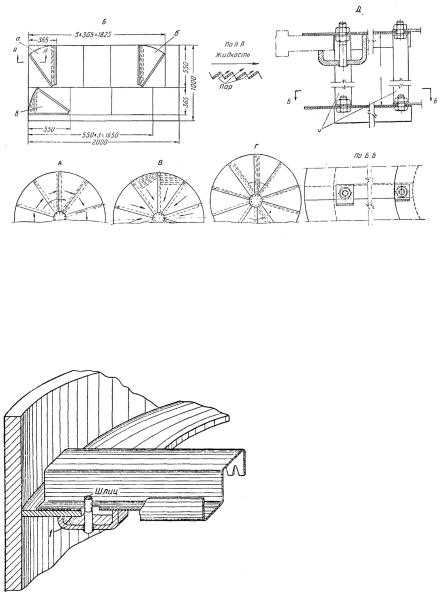
Применяются также тарелки с радиально круговыми потоками жидкости (рис. 2.15). Пары, направляясь вверх, движутся через прорези тарелок и отклоняются от вертикали.
Рис. 2.15. Ситчатая тарелка с радиально-круговой организацией потока жидкости:
Б – раскрой листов; А – схема направления потоков на нечетных тарелках; В – схема направления потоков на четных тарелках; Г – схема направления потоков на отбойниках; Д – узел крепления тарелок и отбойника
Благодаря своей простоте широко применяются тарелки из S-об- разных элементов. Их устройство и крепление показано на рисунках
2.16…2.18.
Рис. 2.16. Узел крепления S-образного элемента к корпусу аппарата
95

Рис. 2.17. Тарелка с S-образными элементами:
1 — S-образный элемент; 2 — планка; 3 — сливная перегородка; 4 — карман сегментный
Рис. 2.18. Размещение S-образных элементов тарелки
96
2.3.Теплообменное оборудование
Вбольшинстве процессов нефтегазопереработки используется нагрев исходного сырья, а также применяемых при его переработке растворителей, реагентов, катализаторов и др. Полученные в результате тогоилииноготехнологическогопроцессацелевыепродуктыилиполуфабрикаты обычно требуется охлаждать до температуры, при которой возможны их хранение и транспорт.
На современном нефтеперерабатывающем заводе, где осуществляется глубокая переработка нефти, на изготовление аппаратов, предназначенных для нагрева и охлаждения, затрачивается до 30% общего расхода металла на все технологические установки.Высокая эффективность работы подобных аппаратов позволяет сократить расход топлива иэлектроэнергии,затрачиваемойнатотилиинойтехнологическийпроцесс, и оказывает существенное влияние на его технико-экономические показатели. Поэтому изучению устройства и работы этих аппаратов, а также освоению, методов их расчета необходимо уделять особое внимание.
2.3.1. Классификация теплообменных аппаратов
ипредъявляемые к ним требования
Ваппаратах, где идет нагрев или охлаждение, происходит теплообмен между двумя потоками, при этом один из них нагревается, другой охлаждается. Поэтому их называют теплообменными аппаратами вне зависимости от того, что является целевым назначением аппарата – нагрев или охлаждение, какие потоки обмениваются теплом, происходит ли при этом только нагрев и охлаждение или же теплообмен сопровождается испарением или конденсацией.
Применительно к нефтеперерабатывающей промышленности, теплообменные аппараты классифицируются по таким основным признакам, как способ передачи тепла и назначение.
1.В зависимости от способа передачи тепла аппараты делятся на следующие группы:
—поверхностные теплообменные аппараты, в которых передача тепла между теплообменивающимися средами осуществляется через поверхность, разделяющую эти среды;
—аппараты смешения, в которых передача тепла между теплообменивающимися средами происходит путем их соприкосновения. Для изготовления теплообменных аппаратов смешения требуется, как правило, меньше металла; кроме того, во многих случаях они обес-
97
печивают более эффективный теплообмен. Однако, несмотря на эти преимущества, аппараты смешения часто нельзя использовать вследствие недопустимости прямого соприкосновения потоков.
2. Взависимостиотназначенияаппаратыделятсянаследующиегруппы:
—теплообменники, в которых один поток нагревается за счет использования тепла другого, получаемого в процессе и подлежащего охлаждению. В таких теплообменниках нагрев одного и охлаждение другого потока позволяет сократить расход подводимого извне тепла (сократить расход топлива, греющего водяного пара и т.д.)
иохлаждающего агента. К этой группе аппаратов относятся теплообменникидлянагреванефтинаустановке,осуществляемогозасчет использования тепла отходящих с установки дистиллятов, остатка, а также промежуточного циркуляционного орошения. Сюда относятся также котлы-утилизаторы, где получают водяной пар за счет использования тепла нефтепродуктов, дымовых газов или катализатора на установках каталитического крекинга. К этой группе относятся и регенераторы холода;
—нагреватели, испарители, кипятильники, в которых нагрев или нагрев и частичное испарение осуществляются за счет использования высокотемпературных потоков нефтепродуктов и специальных теплоносителей (водяной пар, пары углеводородов, специальные высококипящие жидкости и др.). В таких аппаратах нагрев или испарениеоднойсредыявляетсяцелевымпроцессом,тогдакакохлаждение горячего потока является побочным и обусловливается необходимостью нагрева исходного холодного потока. Примером аппаратов этойгруппымогутслужитьнагревателисырья,использующиетепло водяного пара, кипятильники, при помощи которых в низ ректификационной колонны подводится тепло, необходимое для ректификации, и т.д.;
—холодильники и конденсаторы, предназначенные для охлаждения жидкого потока или конденсации и охлаждения паров с использованием специального охлаждающего агента (вода, воздух, испаряющийся аммиак, пропан и др.). Охлаждение и конденсация в этих аппаратах являются целевыми процессами, а нагрев охлаждающего агента — побочным. К таким аппаратам относятся холодильники
иконденсаторы любой нефтеперерабатывающей установки, предназначенные для охлаждения и конденсации получаемых продуктов.
При регенерации тепла того или иного продукта его окончательное охлаждение до температуры, требуемой для безопасного транспорта и хранения, обычно завершается в холодильниках.
98
В зависимости от конкретных условий применения, к промышленным теплообменным аппаратам выдвигаются различные требования:
—обеспечение наиболее высокого коэффициента теплопередачи при возможно меньшем гидравлическом сопротивлении;
—компактность и наименьший расход материала;
—надежность и герметичность в сочетании с разборностью и доступностью поверхности теплообмена для механической очистки от загрязнения;
—унификация узлов и деталей;
—технологичность механизированного изготовления широких рядов поверхностей теплообмена для различного диапазона рабочих температур, давлений и т.д.
2.3.2.Кожухотрубчатые теплообменные аппараты, их типы и конструктивное исполнение
Кожухотрубчатые теплообменники — наиболее распространенная конструкция теплообменной аппаратуры. По ГОСТ 9929 стальные кожухотрубчатые теплообменные аппараты изготовляют следующих типов: ТН — с неподвижными трубными решетками; ТК — с температурным компенсатором на кожухе; ТП — с плавающей головкой; ТУ —
сU-образными трубами; ТПК — с плавающей головкой и компенсатором на ней (рис. 2.19).
Взависимостиотназначениякожухотрубчатыеаппаратымогутбыть теплообменниками,холодильниками,конденсаторамиииспарителями; их изготовляют одно- и многоходовыми.
Кожухотрубчатый аппарат с неподвижной трубной решеткой (типа ТН) представлен на рис. 2.20. Такие аппараты имеют цилиндрический кожух 1, в котором расположен трубный пучок 2; трубные решетки 3
сразвальцованными трубками крепятся к корпусу аппарата. С обоих концов теплообменный аппарат закрыт крышками 4. Аппарат оборудован штуцерами 5 для теплообменивающихся сред; одна среда идет по трубкам, другая проходит через межтрубное пространство.
Теплообменники этой группы изготовляют на условное давление 0,6…4,0 МПа, диаметром 159…1200 мм, с поверхностью теплообмена до 960 м2; длина их до 10 м, масса до 20 т. Теплообменники этого типа применяют до температуры 350°С.
Предусмотрены различные варианты материального исполнения конструктивных элементов теплообменных аппаратов. Корпус аппарата изготовляют из сталей ВСтЗсп, 16ГС или биметаллическим с защитным слоем из сталей 08X13, 12Х18Н10Т, 10Х17Н13М2Т. Для труб-
99

ного пучка применяют трубы из сталей 10, 20 и Х8 с размерами 25×2, 25×2,5 и 20×2 мм, из высоколегированных сталей 08X13, 08Х22Н6Т, 08Х18Н10Т, 08Х17Н13М2Т с размерами 25×1,8 и 20×1,6 мм, а также трубы из алюминиевых сплавов и латуни. Трубные решетки изготовляют из сталей 16ГС, 15Х5М, 12Х18Н10Т, а также биметаллическими с наплавкой высоколегированного хромоникелевого сплава или слоя латуни толщиной до 10 мм.
Рисунок 2.19. Основные типы кожухотрубчатых теплообменных аппаратов:
а) – с неподвижными решетками (ТН) или с компенсатором на кожухе (ТК); б) – с плавающей головкой; в) – с U-образными трубками
100