

3.2. Оборудование для производства жировой продукции
При производстве сливочного масла и других подобных жировых продуктов используются маслоизготовители и маслообразователи.
В маслоизготовителях производятся механическое сбивание сливок до образования структуры масляного зерна и обработка полученного зерна для придания ему консистенции сливочного масла требуемого состава и структуры.
В маслообразователях выполняется термомеханическая обработка высокожирных сливок до получения требуемой структуры и консистенции сливочного масла.
Для промышленного производства сливочного масла применяются маслоизготовители непрерывного и периодического действия.
Маслоизготовители непрерывного действия имеют более высокие технико-экономические параметры сбивания и обработки. Они предназначены для выработки сладко-сливочного соленого и несоленого масла, кис-ло-сливочного масла из сквашенных сливок.
В молочной промышленности России используются отечественные и импортные маслоизготовители непрерывного действия производительностью от 500 до 5000 кг масла в час.
Маслоизготовители широко применяются для производства жировых продуктов таких наименований, как сладко-сливочное и кисло-сливочное масло жирностью 81,5–82,5 %, а также любительское (77–78 % жирности), крестьянское (71,5–72,5 % жирности), бутербродное (61,5 % жирности). Метод сбивания, кроме того, используется для производства сливочного кулинарного масла (несоленого и соленого) жирностью соответственно 80,1 и 79,3 % [11, 12].
Одновременно с получением требуемой структуры масла регу-лируется его состав по содержанию влаги (воды) в продукте.
Физико-химические, органолептические и микробиологические пока-затели сырья и сливочного масла, процессовые параметры и выбор оборудования должны соответствовать нормативным требованиям стандартов и сертификатов производства сливочного масла.
Принципиальная схема маслоизготовителя непрерывного действия показана на рис. 3.1.
Р ис.
3.1. Маслоизготовитель непрерывного
действия:
ис.
3.1. Маслоизготовитель непрерывного
действия:
1 – станина; 2 – электродвигатель сбивателя; 3 – вариатор скоростей; 4 – сбиватель;
5 – охлаждающая рубашка сбивателя; 6 – мешалка сбивателя; 7 – текстуратор; 8 – камера промывки масляного зерна; 9 – камера обработки масла под вакуумом; 10 – перфорированные пластины-решетки; 11 – коническая насадка; 12 – пульт управления; 13 – насос-дозатор; 14 – отстойник промывочной воды; 15 – отстойник пахты;
16 – привод текстуратора
В маслоизготовителе для выполнения механических операций в станине 1 установлен электродвигатель 2 с вариатором скоростей 3 для сливкосбивателя 4 и электропривод 16 для текстуратора 7.
Сливки с температурой 8–14 °С через входной трубопровод поступа-ют с торца или по касательной к стенке в сливкосбиватель 4 с охлажда-ющей рубашкой 5. Сбивание сливок производится лопастной мешалкой 6. Поток сливок стекает к лопастям мешалки тангенциально. Сливки постепенно приобретают скорость вращения, равную частоте вращения лопастей мешалки, что предотвращает дробление жировых шариков и интенсифицирует процесс сбивания.
Лопасти мешалки сбивателя обычно делают съемными, что позволяет регулировать зазор между ними и стенкой цилиндра. Сбиватель имеет двойное охлаждение – наружное и внутреннее.
Процесс сбивания сливок осуществляется в условиях интенсивного перемешивания. Скорости движения лопастей мешалки и жидкости вполне достаточны для создания режима кавитационного течения обрабатываемо-го сырья с последующим образованием в результате интенсивного сбивания масляных зерен и пахты, которые далее поступают из сбивателя в текстуратор 7, состоящий из трех шнековых секций, вращающихся от привода текстуратора 16.
Масляное зерно поступает в первую шнековую секцию с камерой промывки зерна 8 и с отстойником промывочной воды 14, а пахта сливает-ся в отстойную камеру для пахты 15. Пахта и промывочная вода удаляются через специальные сифоны. Если не требуется проводить промывку зерна, то устройство для промывки можно снять или отключить от технологичес-кого цикла производства. Во второй шнековой секции завершается промы-вка и осуществляется дальнейшая обработка с образованием пласта мас- ла. В третьей шнековой секции масло подвергается процессу вакуумиро-вания с использованием камеры для обработки масла под вакуумом 9 (см. рис. 3.1, рис. 3.2), что обеспечивает возможность регулирования снижения газовой фазы в готовом продукте.

Рис. 3.2. Камера отвода воздуха из жирового продукта:
1 – вакуумметр; 2 – шнек; 3 – камера
Завершается процесс обработки пласта масла его продавливанием через перфорированные пластины-решетки 10 (см. рис. 3.1), между которыми установлены ножи-мешалки для перемешивания и пластифицирования про-дукта.
Механическую обработку масляного зерна осуществляют в целях спрессовывания его в монолит, усреднения состава, равномерного диспергирования всех компонентов и пластификации. Обработку выполняют в основном методом экструзии путем продавливания масла через перфорированные пластины, различающиеся формой и расположением отверстий, их количеством и геометрическими формами (рис. 3.3). В пластинах имеются отверстия диаметром от 2,5 до 10,0 мм (количество отверстий от 400 до 1000 шт.). Площадь перфорированной части составляет 15–30 % общей площади пластины. Длина канала в перфорированных пластинах находится в диапазоне от 3,5 до 19,0 мм, а продолжительность обработки – от 0,13 до 1,43 с [13].
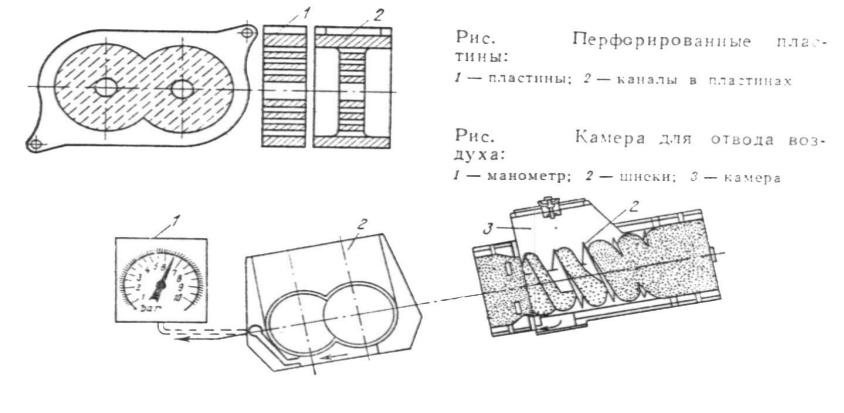
Рис. 3.3. Перфорированные пластины:
1 – пластина; 2 – каналы в пластине
При необходимости в масло на стадии пластификации добавляют насосом-дозатором 13 (см. рис. 3.1) недостающее количество влаги. Готовое масло из маслоизготовителя выходит через коническую насадку 11, в которой масло подпрессовывается и формуется в виде непрерывного бруска или цилиндра.
Для контроля и регулирования технологического процесса маслоизго-товители укомплектованы амперметром, счетчиком оборотов мешалки и шнеков, вакуумметром, манометром, термометром и другими приборами, которые вынесены на пульт управления 12 (см. рис. 3.1).
Наиболее широко в России используется маслоизготовитель непре-рывного действия А1-ОЛО/1 (см. рис.1.1 и 3.1). Его основные технические показатели:
-
Производительность, кг/ч:
масло сладко-сливочное …………………………………... масло крестьянское…………………………………………
1000 800
Жирность сливок, % ...………………………………………..
30–45
Кислотность, Т ...…………………………………………….
14–40
Потребление воды, м3/ч:
ледяной ………………………………………. …………….
промывочной ……………………………………………….
3,5
1,5
Вакуум в камере обработки, мм рт. ст. ……………………..
До 500
Частота вращения, с–1:
сбивателя ……………………………………………………
текстуратора …...…………………………………………...
9–50
0,33–1,0
Потребление электроэнергии, кВт…..………………………
31,2
Масса, кг……………………………………………………….
2468
Занимаемая площадь, м2……………………………………...
3,56
Габариты, мм:
длина ………………………….……………………………..
ширина………………………………………………………
высота…………………………………………. ……………
4000
870
1800
Маслоизготовители непрерывного действия производятся во многих зарубежных странах. Некоторые их модификации используются на отечест-венных предприятиях. Основные технико-экономические показатели этих маслоизготовителей приведены в табл. 3.1.
Фирма «Simon Freres» выпускает целый ряд модификаций таких маслоизготовителей, как «Contimab Senior» и «Major» модели МС производительностью от 600 до 4500 кг, «Contimab» модели МВ и «Major» производительностью от 400 до 3000 кг/ч. Общий вид оборудования такого рода показан на рис. 1.2 (поточная линия фирмы «Simon Freres»).
Отличительной особенностью маслоизготовителей моделей МD120, MD130, MD140 серии СС1 французской фирмы «Simon Freres» произво-дительностью соответственно 4, 5 и 6 т/ч является применение в сбивателе вместо рамной мешалки вытеснительного барабана с небольшими лопас-тями. Сливки сбиваются в зазоре между цилиндром и вытеснительным барабаном.
Фирма «Pasilac» выпускает маслоизготовители НСТ-1 и НСТ-2 производительностью 2–5 т/ч.
Предприятие «Chotebor» выпускает современные маслоизготовители КМ-1000, КМ-1500 и КМ-3000 производительностью 1–3 т/ч.
Предприятие «Impulsa» выпускает оборудование марок FBFB и FBFC производительностью 0,8–2,5 т/ч.
Сливки 36–42 %-й жирности используются в качестве сырья для маслоизготовителей непрерывного действия марки А1-ОЛО/1 (см. рис.1.1, А), а также марок МБ-5, КМ-1500, КМ-2000, КМ-3000 и некоторых других.
Для маслоизготовителей непрерывного действия марок ФБФЦ/1 и ФБФБ/12 рекомендуется использовать сливки с массовой долей жира 42–50 % .
Режим сбивания сливок определяется типом маслоизготовителя, температурой сбивания, массовой долей жира в сливках, а также массовой долей влаги в масле [11–13].
Сбивание сливок в масляное зерно производится при частоте вращения сбивателя 13,3–30,0 с–1. Скорость движения рабочего органа составляет 21–24 м/с.
Средняя продолжительность сбивания – 5–7 с. Обработка масляного зерна в текстураторе производится с частотой вращения рабочего органа 0,50–0,66 с–1.
Температура сбивания сливок зависит от времени года и колеблется: в осенне-зимний период – 12–14 °С, а в весенне-летний период – 8–10 °С.
Таблица 3.1
|
Показатель |
Маслоизготовители |
|||||||||||
|
Линии предприятия «Chotebor» (Чехия) |
Линии фирмы «Simon Freres» (Франция) |
Линии фирмы «Pasilac» (Дания) |
Линии фирмы «Impulsa» (Германия) |
|||||||||
|
КМ |
КМ |
КМ |
МС 2 |
МС 7 |
МD120 |
MD130 |
MD140 |
НСТ-1 |
НСТ-2 |
FBFB |
FBFC |
|
|
Произво- дитель- ность, т/ч |
1,0 |
1,5 |
3,0 |
1,0 |
2,0 |
4,0 |
6,0 |
10,0 |
0,5 |
2,0 |
0,8 |
2,5 |
|
Площадь, м2 |
18,0 |
18,3 |
12,0 |
7,6 |
3,9 |
3,0 |
2,0 |
1,9 |
5,5 |
3,8 |
– |
– |
|
Масса ме- талла, т |
– |
– |
– |
3,1 |
1,6 |
1,5 |
1,0 |
0,7 |
1,75 |
1,4 |
1,5 |
1,2 |
|
Расход: электро- энергии кВт пара, кг ледяной воды, л |
448 180 30 |
443,8 187 25 |
333,7 166 20 |
111 – – |
112 – – |
111 – – |
99,8 – – |
99,7 – – |
117,5 – – |
119,6 – – |
220 – – |
112,3 – – |
Маслоизготовители периодического действия используются на технологических линиях промышленных молокоперерабатывающих пред-приятий, а также получили широкое распространение для производства жировых продуктов в цехах малой производительности и на мини-заводах. По своей конструкции эти маслоизготовители бывают вальцовые и безвальцовые с рабочими емкостями различных форм: цилиндрической, конической, кубической, усеченной конической и грушевидной.
К наиболее применяемым отечественным маркам маслоизготовителей периодическогого действия относятся такие, как Р3-ОБЭ, ММ-1000, Л5-ОМФ, Л5-ОМП и др. [11–13]. Технические показатели ММ-1000 и Р3-ОБЭ приведены в табл. 3.2.
Режим сбивания сливок также определяется типом маслоизготовителя, температурой сбивания, массовой долей жира в сливках и массовой долей влаги в масле.
При выработке сливочного масла методом сбивания сливок в маслоизготовителях периодического действия в качестве сырья рекомендуется использовать сливки с массовой долей жира 28–37 %.
Таблица 3.2
|
Показатель |
Маслоизготовитель |
|
|
ММ-1000 |
Р3-ОБЭ |
|
|
Вместимость, л: геометрическая рабочая |
1100 440 |
2000 900–1000 |
|
Частота вращения емкости, с–1 Количество скоростей |
0,48 – |
0,402–0,63 8 |
|
Установленная мощность, кВт |
3,0 |
4,2/6,3 |
|
Масса, кг |
880 |
2317 |
|
Габариты, мм: длина ширина высота |
2056 1650 1628 |
3466 2500 2546 |
Загрузка рабочих емкостей маслоизготовителей составляет 30–50 %.
Температура сбивания сливок зависит от времени года и составляет: в осенне-зимний период – 8–14 °С, а в весенне-летний период – 7–12 °С.
Сбивание сливок в масляное зерно производится при частоте вращения рабочей емкости 0,50–0,66 с–1. Продолжительность сбивания сливок –от 30 до 60 мин.
Обработка масляного зерна осуществляется при частоте вращения рабочего органа от 0,05 до 0,25 с–1.
В молочной, маргариновой, мясной и некоторых других пищевых отраслях производства широкое распространение получили цилиндрические охладители непрерывного действия.
Цилиндрические теплообменники с очищаемой поверхностью имеют широкий спектр применения, включая переработку и производство таких продуктов, как масло сливочное и кулинарное, жиры животного и растительного происхождения и их смеси, концентраты сливок, мясные жидкости (соки и соусы), смеси мороженого, маргарины и др. Также известно успешное применение этого вида оборудования для производства рубленой говядины и свинины, куриного и птичьего мяса, шоколада, фармацевтических кремов, воска.
На технологических линиях промышленного типа при переработке высокожирных сливок в сливочное масло используются в основном маслообразователи цилиндрического, шнекового и пластинчатого типов.
При производстве сливочного масла такое оборудование называется цилиндрическим маслообразователем ТОМ (рис. 3.4).
Р ис.
3.4. Цилиндрический маслообразователь:
ис.
3.4. Цилиндрический маслообразователь:
1 – патрубок с вентилем для выхода масла; 2 – торцевая крышка корпуса продуктового цилиндра; 3 – продуктовый цилиндр; 4 – рубашка охлаждения продуктового цилиндра; 5 – рабочие цилиндры с кожухом; 6 – вытеснительный барабан; 7 – электропривод; 8 – скребковые ножи барабана
Маслообразователь состоит из рабочих цилиндров 5 с индивидуаль-ными электроприводами 7. В каждом рабочем цилиндре находится продук-товый цилиндр 3, в котором имеется вытеснительный барабан 6 со скребковыми ножами 8 и рубашка охлаждения 4.
Высокожирные сливки подаются в рабочие цилиндры 5 маслообразова-теля насосом и, проходя по кольцевому пространству между стенками продуктового цилиндра 3 и вращающегося от электропривода 7 вытеснительного барабана 6 со скребками 8, охлаждаются.
В маслообразователях цилиндрического типа предусматривается быстрое охлаждение высокожирных сливок с одновременным интенсивным механическим перемешиванием кристаллизующейся массы продукта.
Параметры термомеханической обработки устанавливаются с учетом состава жира и сезона года. Продолжительность обработки (при паспортной производительности маслообразователя Т1-ОМ-2Т) колеблется в диапазоне 140–160 с – в весенне-летний период и 180–200 с – в осенне-зимний период. Интенсивность процесса охлаждения регулируется изменением количества или температуры хладагента. Температура рассола, используемого при эксплуатации серийных маслообразователей, составляет от –2 до –3 С – в весенне-летний период и от –3 до –5 С в осенне-зимний. Разность между температурой на входе в аппарат и выходе из него не должна превышать 1–3 С.
В соответствии с технологией производства продукта температура жирового сырья – высокожирных сливок на входе в маслообразователь равна 60–70 С, а температура готового масла на выходе составляет: в осенне-зимний период – 13–15 С, в весенне-летний – 16–17 С.
Продолжительность механической обработки в агрегате должна быть достаточной для образования центров кристаллизации триглицеридов и формирования структуры, обеспечивающей получение масла с упруго-пластичными свойствами.
Качественными показателями при выборе режима работы маслообра-зователя являются консистенция и термоустойчивость масла. В свежевы-работанном масле (на выходе его из агрегата) эти показатели ориентировочно можно прогнозировать по скорости затвердевания и повышению температуры. Быстрое затвердевание (менее 30 с) и повышение температуры продукта в ящике более чем на 3–5 С за первые 10–15 с указывают на то, что масло имеет кристаллизационную структуру. Консистенция при этом будет грубая, крошливая. Если масло продолжительное время (более 100 с) не затвердевает, а температура его в ящике почти не повышается (менее 1,5–1,0 С), значит, произведена излишняя обработка продукта. Масло при этом имеет коагуляционную структуру; консистенция его мягкая, менее термоустойчивая.
Для нормальной работы маслообразователя необходимо обеспечить: быстрое, равномерное и достаточное охлаждение высокожирных сливок; постоянную температуру подаваемых в аппарат высокожирных сливок и равномерную их подачу; безостановочную работу и постоянную производительность аппарата в течение всей выработки; исправное техническое состояние всего оборудования линии (отсутствие подсосов воздуха, хорошее прилегание ножей к охлаждающей поверхности цилиндров, постоянное число оборотов вытеснительных барабанов, хорошая циркуляция хладагента в рубашках аппарата и пр.).
Технические показатели маслообразователей ТОМ приведены в табл. 3.3.
На линиях АВЖ производят вытопку жира из мягкого жирового сырья и его охлаждение с помощью трехцилиндрового охладителя жира марки ФОЖ. Находят применение охладители жира марки ФОЖ-Нева.
Таблица 3.3
|
Показатель
|
Маслообразователь |
||
|
ТОМ-Л |
ТОМ-2М |
Т1-ОМ-2Т |
|
|
Производительность, м³/ч |
0,5–0,6 |
0,6–0,7 |
0,7–0,8 |
|
Число цилиндров, шт. |
3 |
3 |
3 |
|
Поверхность охлаждения, м² |
2,1 |
2,1 |
2,1 |
|
Внутренний диаметр про- дуктового цилиндра, мм |
315 |
315 |
315 |
|
Рабочая длина продуктового цилиндра, мм |
715 |
690 |
686 |
|
Частота вращения барабана, об/мин |
150 |
160 |
158 |
|
Установленная мощность, кВт |
4,5 |
5,1 |
6,2 |
|
Габариты, мм: длина ширина высота |
1460 1035 1825 |
1740 1050 1775 |
1470 1050 1800 |
|
Масса, кг |
612 |
730 |
750 |
Охладитель жиров ФОЖ по конструкции аналогичен трехцилиндровому маслообразователю марки ТОМ (ТОМ-Л, ТОМ-2М, Т1-ОМ-2Т). При охлаждении говяжьего жира от 65 до 42 °С и расходе холодной воды 1,1 м3/ч его производительность составляет 1,9 м3/ч. При охлаждении свиного жира от 65 до 35 ºС и расходе воды до 1,5 м3/ч производительность охладителя 1,7 м3/ч. Мешалки вытеснительных барабанов получают вращение от электродвигателя через редуктор и систему цепных передач. Габариты охладителя составляют 13905601350 мм; масса – 326 кг.
В современных охладителях процессы перемешивания, термообра-ботки и гомогенизации совмещаются в одном аппарате – вытеснительном цилиндрическом охладителе SSHE (Scraped-surface heat exchanger).
Процесс охлаждения и переохлаждения жировых смесей и эмульсий проходит в теплообменниках типа «труба в трубе» со скребковыми мешалками, устройство и процесс работы которых широко известны из литературных источников и опубликованных результатов практического опыта эксплуатации их на предприятиях мясной и молочно-маргариновой отраслей [13, 14, 30–32, 34, 41–45].
За зарубежом этот теплообменник имеет названия, принятые фирмами: «Votator» («Вотатор»), «Chemetator» («Кемитатор») – Англия; «Perfektor» («Перфектор»), «Kombinator» («Комбинатор») – Германия; «Rota-Pro» («Рота-Про»), «Thermutator» («Термутатор») – США; «Consistator» («Консистатор») – Дания; «Contherm» («Контерм») – Швеция; «Rototherm» («Рототерм») – Италия и др.
Наибольшее применение в нашей стране получили теплообменники-ох-ладители фирмы «A.Johnson & Co Ltd» под названием «Votator» («Вотатор»).
Охладитель (рис. 3.5) для термообработки жировых продуктов состоит из одного или блока горизонтально расположенных рабочих цилиндров 2. Внутри цилиндра имеется вал со скребковой мешалкой 5, который вращается от узла привода с коробкой передач 6. Цилиндр также имеет рубашку охлаждения хладагентом (жидким аммиаком или хладоном), который поступает через патрубок подачи 8. Отработавший хладагент из рубашки охлаждения цилиндра выходит в поплавковую камеру 4, а затем выходит через патрубок выхода газообразного хладагента 1. Для установления режима процесса охлаждения используется контрольно-регулирующая система 3. Все основные узлы охладителя крепятся на станине 7.

Рис. 3.5. Цилиндрический охладитель:
1 – патрубок выхода газообразного хладагента; 2 – цилиндр; 3 – контрольно- регулирующая система для хладагента; 4 – поплавковая камера хладагента; 5 – вал со скребковой мешалкой; 6 – узел привода с коробкой передач; 7 – станина; 8 – патрубок подачи жидкого хладагента
Рабочий цилиндр охладителя представляет собой теплообменное устройство типа «труба в трубе» (рис. 3.6). Внутри каждого цилиндра размещен продуктовый цилиндр 4 с валом 5, на котором крепятся скребки-ножи 7. Вал изнутри, как правило, обогревается циркуляционной водой, что предотвращает прилипание к нему жирового компонента. Ножи крепятся жестко или шарнирно к валу шпильками, а также другими приспособлениями и обеспечивают плотное прилегание к стенке цилиндра при вращении вала. Количество ножей, их заточка, форма вала (рис 3.7) и размеры продуктового пространства могут меняться в зависимости от вида перерабатываемого сырья и режима его обработки.
Продуктовый цилиндр 4 расположен внутри цилиндра охлаждения 8 и образует кольцевое пространство для хладагента в целях охлаждения продукта через стенку продуктового цилиндра 4.
Цилиндр охлаждения имеет кольцевую изоляцию 2, которая защищена цилиндрическим кожухом 1.

Рис. 3.6. Рабочий цилиндр охладителя (в разрезе):
1 – кожух цилиндра; 2 – изоляция; 3 – кольцевое пространство для продукта; 4 – продуктовый цилиндр; 5 – вал; 6 – кольцевое пространство для хладагента; 7 – скребки-ножи; 8 – цилиндр охлаждения
Охлаждение каждого рабочего цилиндра осуществляется в системе охлаждения (рис. 3.8). В кольцевое пространство каждого цилиндра 10 через фильтр 8 и устройство Вентури 9 подается жидкий аммиак. Пары и часть жидкого аммиака из рубашек охлаждения поступают в поплавковую камеру 11, откуда пары аммиака удаляются через патрубки отвода паров хладагента в компрессорную.
Р ис.
3.7. Валы теплообменников:
ис.
3.7. Валы теплообменников:
а – усеченный круглый с двумя рядами скребков;
б – круглый с четырьмя рядами скребков
Жидкий аммиак может подаваться одновременно в одну и три другие рубашки охлаждения рабочего цилиндра охладителя через запорный вентиль, сетчатый фильтр, соленоидный клапан и клапан впуска аммиака.
Рециркуляция аммиака в системе охлаждения производится с по-мощью устройства «Вентури» 9.
Охладитель «Вотатор» используется для охлаждения и пластификации свиного и говяжьего жиров. Технические показатели используемых охладителей приведены в табл. 3.4 [14, 42].
Охладитель «Вотатор» L91А используется для охлаждения шквары и состоит из охладительного цилиндра и аммиачной системы охлаждения.
Охладительный цилиндр изготовлен из нержавеющей стали и состоит из наружного цилиндра, покрытого термоизоляцией и кожухом, внутреннего цилиндра и вращающегося вала с укрепленными на нем ножами. Наружный и внутренний цилиндры образуют охладительный кольцевой зазор, в который поступает хладагент – аммиак. Шквара поступает в про-дуктовый кольцевой зазор, образованный внутренним цилиндром вала. Соприкасающиеся с продуктом поверхности хромированы.
Р ис.
3.8. Система аммиачного охлаждения
цилиндров охладителя «Вотатора»:
ис.
3.8. Система аммиачного охлаждения
цилиндров охладителя «Вотатора»:
1 – компрессор аммиачный; 2 – маслоотделитель; 3 – конденсатор; 4 – приемник;
5 – сбросовый бак; 6 – отделитель паров и жидкости; 7 – бачок для сброса масла; 8 – фильтр аммиачный; 9 – устройство Вентури; 10 – цилиндры;
11 – поплавковая камера
Аммиачная система охлаждения снабжена манометром, соленоидны-ми управляющими и запорными вентилями. Уровень жидкого аммиака в ак-кумуляторе поддерживается автоматическим поплавковым регулятором и контролируется визуально через смотровое стекло. Жидкий аммиак из магистрали поступает через аккумулятор в охладительный цилиндр. За счет испарения аммиака в кольцевом пространстве охлаждается шквара. Пар аммиака по трубопроводам направляется в верхнее пространство аккумулятора и далее к компрессору.
Скорость испарения аммиака регулируют путем изменения давления его паров запорным вентилем, установленным на трубопроводе подачи паров аммиака из аккумулятора к компрессору. От скорости испарения аммиака зависит скорость охлаждения шквары.
Техническая характеристика охладителя «Вотатор» L91А производительностью 2250 кг/ч приведена в табл. 3.4.
Таблица 3.4
|
Показатель |
Охладитель «Вотатор» производительностью, кг/ч |
|||
|
400 |
1350 |
2250 |
4500 |
|
|
Предварительный охладитель: длина змеевика, мм диаметр змеевика, мм |
– 25 |
46000 25 |
46000 25 |
52000 32 |
|
Охлаждающая секция: количество цилиндров диаметр, мм длина, мм |
1 100 610 |
1 150 1016 |
1 254 1070 |
2 254 1070 |
|
Мощность электропривода вала, кВт |
2,2 |
7,4 |
7,4 |
14,8 |
|
Рабочая секция: |
|
|
|
|
|
размер цилиндра окончатель- ного охлаждения и перемеши- вания жира (диаметр длина), мм |
– |
– |
2541160 |
3401160 |
|
количество стационарных штырей в цилиндре |
– |
36 |
36 |
36 |
|
количество штырей, располо- женных по спирали на валу |
– |
74 |
74 |
74 |
|
Мощность электродвигателя насоса, кВт: |
|
|
|
|
|
нагнетающего |
– |
– |
7,4 |
11,0 |
|
вспомогательного |
– |
– |
3,7 |
7,4 |
|
Расход аммиака на охлаждение, (ккал/ч) / кВт |
9100 |
30300 |
45500 |
91000 |
|
Избыточное давление аммиака, кгс/см2 |
1,75 |
1,05 |
1,75 |
1,75 |
|
Габариты (длина ширина высота), мм |
16501220 2135 |
9651776 2030 |
22402700 2820 |
27002900 2820 |
|
Масса, кг |
500 |
817 |
2500 |
3400 |
Охладители «Вотатор» L61А и L182А [14] предназначены для охлаждения животного жира до температуры фасовки и состоят соответственно из одного и двух охладительных цилиндров, аммиачной системы охлаждения и привода охладительных цилиндров.
Охладители работают следующим образом. Жир из предварительного охладителя по трубопроводу поступает в охладитель «Вотатор», где охлаждается в одном или последовательно в первом и втором рабочих цилиндрах. Температуру охлаждения жира регулируют как изменением скорости испарения аммиака, так и скорости прохождения жира. Технические показатели этих охладителей приведены в табл. 3.4 ( для производительности соответственно 1350 и 4500 кг/ч).
Для охлаждения животных жиров в мясной промышленности применяют оборудование аналогичных конструкций, различающихся размерами цилиндров и формой перемешивающих устройств [42]. Охладитель жира ОЖ (рис. 3.9) состоит из четырех последовательно расположенных горизонтальных рабочих цилиндров 7, внутри каждого из которых вращается полый барабан 6 со спирально расположенными по боковой поверхности прерывистыми витками лопастей 5. Между внутренней поверхностью цилиндров и внешними кромками лопастей имеется зазор величиной около 1 мм. Для вращения вытеснителей и рабочих органов насоса 1 установка оснащена электродвигателем 2 и системой цепных передач. Жир насосом 1 по трубе 9 подается в первый рабочий цилиндр, последовательно проходит через все цилиндры 7 и отводится из охладителя по трубе 3. Противотоком, навстречу жиру, через охлаждающие рубашки рабочих цилиндров подается холодная вода, которая входит в охладитель по трубе 4 и выходит из него по трубе 8.

Аналогичным образом устроен охладитель жира «Титан», состоящий из четырех рабочих цилиндров, расположенных по вершинам квадрата в двух плоскостях (рис. 3.10). В каждом цилиндре 2 находятся вращающийся от электропривода шнековый вал 1 и охлаждающая рубашка 3. В рубашку каждого цилиндра подается холодная вода или рассол.
Жир под давлением 0,1 МПа, создаваемым насосом, проталкивается шнеком и, соприкасаясь с холодными стенками рубашки, охлаждается. Охлажденный жир снимается шнеками со стенок цилиндров и выходит из охладителя с последующей расфасовкой в тару.

Технические показатели охладителей жира приведены в табл. 3.5.
Таблица 3.5
|
Показатель |
ОЖ |
«Титан» |
|
Производительность, кг/ч |
1000 |
1000 |
|
Количество цилиндров |
4 |
4 |
|
Поверхность теплообмена, м² |
4,0 |
2,8 |
|
Масса, кг |
757 |
– |
|
Занимаемая площадь, м2 |
3,74 |
– |
|
Габариты, мм: длина ширина высота |
2310 546 1255 |
– – – |
Применяются также цилиндрические шнековые охладители «Astra» («Астра»).
Охладитель «Astra» DSB-3 предназначен для охлаждения и пластификации животных жиров. Он состоит из трех охладительных цилиндров, питательного бака для жира, насоса, аммиачной системы охлаждения, трубопроводов для жира, хладагента, привода охладительных цилиндров.
Охладительный цилиндр представляет собой рабочий цилиндр, изготовленный из нержавеющей стали, с охладительной рубашкой, внутри которого вращается полый вал с четырьмя винтовыми прерывистыми лопастями. Снаружи рабочий цилиндр покрыт изоляцией и защищен кожухом. Привод валов трех охладительных цилиндров осуществляется от индивидуальных электродвигателей через редукторы.
Охладительная система состоит из аккумулятора, трубопроводов подачи жидкого аммиака и отвода его паров, манометров, регулирующей и запорной аппаратуры. Уровень жидкого аммиака в аккумуляторе поддерживают постоянным с помощью регулятора уровня. Жидкий аммиак из магистрали поступает в аккумулятор, откуда его подают в рубашки охладительных цилиндров, где за счет непосредственного испарения аммиака жир охлаждается. Пары аммиака по трубопроводу поступают в верхнюю часть аккумулятора и далее к компрессору. Скорость испарения аммиака регулируют запорным вентилем, установленным на трубопроводе подачи паров из аккумулятора к компрессору, изменяя давление его паров.
Охладитель работает следующим образом. Жир из питательного бака насосом подают в охладитель, где, проходя через охладительные цилиндры, он охлаждается до температуры 35–37 ºС. Температуру охлаждения жира регулируют изменением скорости испарения аммиака и скорости пода- чи жира в охладитель. В качестве хладагента можно также использовать рассолы.
В табл. 3.6 приведены основные параметры промышленных и лабораторных теплообменников-охладителей SSHE, многие из которых в насто-ящее время нашли практическое применение на предприятиях масло-жировой и маргариновой отраслей. К параметрам, влияющим на процессы термообработки в теплообменниках данного типа, следует отнести геометрические размеры (диаметр и длину) вала и цилиндра, а также время обработки в теплообменнике.
Таблица 3.6
|
Теплообменник-охладитель (производительность) |
Параметры |
||||
|
L, мм |
D, мм |
dв, мм |
Vт, дм3 |
ср, с |
|
|
А1-МЛМ/6 трехцилинд- ровый – Россия (2,0 – 2,5 т/ч) |
1130 |
101,6 |
81,1 |
9,95 |
16,1 (14,3) |
|
А1-ЖМН/6 четырхцилинд- ровый – Россия (4,0–5,0 т/ч) |
1840 |
158,0 |
125,0 |
54,0 |
36,5 (30,4) |
|
«Votator» М631 четырех- цилиндровый – фирма «А.Johnson & Co Ltd» (Англия) (5,0–6,0 т/ч) |
1722 |
170,0 |
141,7 |
47,6 |
34,2 (28,1) |
|
«Chemetator» CPU 364A четырехцилиндровый – фирма «TMCI Chemtech Ltd» (5,0–6,0 т/ч) |
1820 |
154,0 |
122,0 |
50,3 |
36,4 (30,3) |
|
«Votator» («Jonior»): |
|
|
|
|
|
|
одноцилиндровый (0,65–1,0 т/ч) |
1162 |
102,0 |
84,0 |
3,1 |
16,9 (10,9) |
|
одноцилиндровый (0,3 т/ч) |
610 |
102,0 |
84,0 |
1,62 |
19,2 |
|
«Votator» трехцилиндро- вый – фирма «А.Johnson & Co Ltd» (2,0–3,0 т/ч) |
1168 |
102,0 |
84,0 |
3,1 |
16,6 (11,1) |
|
«Сombinator» – фирма «Sсhröder & Co»: |
|
|
|
|
|
|
трехцилиндровый (2,0–3,0 т/ч) |
1200 |
120,0 |
110,0 |
6,5 |
15,6 (10,4) |
|
двухцилиндровый (3,3–4,2 т/ч) |
1400 |
250,0 |
230,0 |
21,1 |
20,3 |
|
трехцилиндровый (4,2–6,3 т/ч) |
– |
– |
– |
31,6 |
21,7 |
|
одноцилиндровый (25 кг/ч) |
320 |
60,0 |
50,0 |
0,276 |
40,4 |
________________________
L – длина цилиндра; D – диаметр цилиндра; dв – диаметр вала; Vт – объем кольцевого пространства цилиндра теплообменника; τср – среднее время пребывания в цилиндрах теплообменника.
Время пребывания продукта в охладителе определяется как среднее относительно времени его пребывания в режиме идеального вытеснения и может считаться постоянным для стационарного режима работы оборудования.
Некоторые основные технические показатели охладителей приведены в табл. 3.7.
Таблица 3.7
|
Показатель
|
Охладитель |
|||
|
А1-ЖЛУ/6 |
«Votator» М631 |
«Сombinator» |
||
|
Производительность, т/ч |
2,5–2,8 |
5,0–6,0 |
6,0 |
|
|
Хладагент |
Аммиак |
Аммиак |
Аммиак |
|
|
Холодопроизводительность (кДж/ч) при температуре испарения аммиака: |
|
|
|
|
|
–11 С (–10 ÷ –18 С) |
277 000 |
– |
– |
|
|
–18 С (–5 ÷ –20 С) |
– |
831 600 |
– |
|
|
–10 С (–10 ÷ –20 С) |
– |
– |
1 050 000 |
|
|
Температура маргариновой эмульсии, °С: |
|
|
|
|
|
на входе |
38–42 |
38–43 |
39–43 |
|
|
на выходе |
12–14 |
10–13 |
10–13 |
|
|
Давление подачи маргари- новой эмульсии, МПа: |
|
|
|
|
|
на входе |
0,98–2,15 |
0,98–3,43 |
3,0–3,5 |
|
|
на выходе |
0,78–1,96 |
0,78–2,94 |
– |
|
|
Расход воды для обогрева вала, л/мин: |
|
|
|
|
|
при температуре 35–40 °С |
5 |
– |
– |
|
|
при температуре 50 °С |
– |
80 |
– |
|
|
Частота вращения вала с ножами, об/мин |
500 |
700 |
248–265 |
|
|
Мощность электродвигателя привода валов, кВт |
17 |
93 |
76 |
|
|
Габариты, мм: |
|
|
|
|
|
длина |
1915 |
1590 |
4100 |
|
|
ширина |
1570 |
2920 |
1710 |
|
|
высота |
2285 |
2380 |
2150 |
|
|
Масса, кг |
2140 |
– |
6300 |
|
Теплообменник аналогичной конструкции, но с вертикальной осью вращения скребкового вала был разработан фирмой «Аlfa-Laval» и получил название «Konthern» SSHE (рис. 3.11). Он предназначен для нагревания и охлаждения таких продуктов, как мясные компоненты, маргарины-шортенинги, пищевые масла и жиры, смеси для мороженого, обезжиренные животные ткани, измельченное мясо цыплят, бутербродные жировые пасты, яичные желтки, омлетные смеси.
Следует отметить, что горизонтальное расположение рабочего цилиндра (или нескольких цилиндров) позволяет значительно сократить рабочее пространство помещения (цеха).
Обрабатываемый продукт подается насосом к входному патрубку 1 теплообменного цилиндра. Вращающиеся лопатки-скребки 3 непрерывно перемешивают продукт и предотвращают его прилипание к стенкам цилиндра (цилиндров). Ротор вращается от установленного наверху привода 7, который может быть электрическим или гидравлическим. Привод позволяет вращать ротор с заданной частотой с учетом свойств перерабатываемого продукта и режимов процесса охлаждения или нагрева. По окончании процесса термомеханической обработки продукт выходит через выходной патрубок 6.
Нагревающая или охлаждающая среда движется в кольцевом пространстве между цилиндром и наружной трубой. Спиральная трубка, имеющаяся в этом кольцевом пространстве, увеличивает скорость рабочих сред для обеспечения более эффективного теплообмена.
Роторы используются четырех размеров: 51, 76, 102, 114 мм.
Горизонтальное размещение цилиндров позволяет более равномерно заполнять их продуктом (осуществлять полную заливку) и, как следствие, более равномерно очищать стенки цилиндра, что также способствует процессу более эффективной теплопередачи.
Принципиальных различий в процессах маслообразования при эксплуатации пластинчатых и цилиндрических маслообразователей нет.
Установка Р3-ОУА предназначена для переработки высокожирных сливок при производстве преимущественно сладко-сливочного, любитель-ского и крестьянского масла.
Маслообразователь Р3-ОУА1 (рис. 3.12) применяется для переработ-ки высокожирных сливок в масло и входит в состав установки Р3-ОУА поточных линий производств сладко-сливочного, любительского и крестьянского масла с годовым объемом выпуска 2000–2500 т. Он состоит из станины с электроприводом 6, редуктором 5 и двухступенчатой клиноременной передачей 4, обработника 2, пластинчатого охладителя 1 и системы трубопроводов.
Р ис.
3.11. Теплообменник «Контерм»:
ис.
3.11. Теплообменник «Контерм»:
1 – входной патрубок; 2 – плавающее кольцевое уплотнение; 3– лопатки-скребки, 4 – теплопередающая стенка; 5 – вал ротора; 6 – выходной патрубок; 7 – привод; 8 – крепежное присоединение; 9, 13 – теплоноситель или хладагет; 10 – изоляция; 11 – канал для теплоносителя или хладагента; 12 – гидравлическое приспособление

Рис. 3.12. Маслообразователь Р3-ОУА1:
1 – пластинчатый охладитель; 2 – обработник; 3 – кран для спуска воздуха; 4 – двухступенчатая клиноременная передача; 5 – редуктор; 6 – станина с электроприводом
Пластинчатый охладитель представляет собой сжатый пакет пластин в комплекте с ножами, одетыми на приводной вал редуктора (рис. 3.13). Уплотнение пластин между собой осуществляется резиновыми кольцами. Сжатие пакета пластины производится с помощью нажимной плиты специальными гайками.
Электродвигатель через клиноременную передачу и редуктор приводит во вращение вал охладителя. Привод вала маслообработника приводится в движение двухступенчатой клиноременной передачей от того же электродвигателя. Ведомый шкив первой ступени клиноременной передачи является сменным.

Рис. 3.13. Пластинчатый охладитель:
1 – нажимная плита; 2 – крестовина; 3 – продуктовая пластина;
4, 9 – рассольные и продуктовые прокладки; 5 – рассольная пластина; 6 – вал четырехгранный; 7 – скребки; 8 – опорная плита
В пластинчатых маслообразователях ввиду особенностей их конструкции (наличие двух обособленных агрегатов – пластинчатого охладителя и цилиндрического обработника) предусматривается условное разделение процесса маслообразования на охлаждение высокожирных сливок и механическую обработку фаз. Процесс характеризуется затратами удельной
мощности на механическую обработку при требуемой температуре охлаждения продукта. Затраты удельной мощности на первой стадии составляют: 60–70 Вт/кг в осенне-зимний период и 30–40 Вт/кг в весенне-летний при температуре высокожирных сливок 13–15 С [46]. Затраты удельной мощности на механическую обработку продукта на второй стадии составляют 20–60 Вт/кг. Температура масла на выходе из маслообразователя в зависимости от периода года колеблется в диапазоне 16,5–18,0 С.
В качестве хладагента используется рассол с температурой не ниже минус 10 С. Допустимое рабочее давление продукта в аппарате составляет 0,4 МПа, температура подаваемых в аппарат высокожирных сливок +70 С.
Хладоноситель поступает по каналам, образованным втулками продуктовых пластин, во внутреннюю полость охлаждающих пластин, омывает торцевые стенки этих пластин изнутри и через такие же каналы выводится из них. Двигается хладоноситель параллельным потоком по группам пластин (рис. 3.14). Движение продукта в охладителе показано на рис. 3.15.

Рис. 3.14. Движение хладоносителя

Рис. 3.15. Движение продукта в охладителе: