

11. Дуговая сварка в защитных газах
Применение защитных газов началось вместе с изобретением дуговой сварки, но при ручной сварке плавящимися сменяемыми электродами удовлетворительные результаты получить не удавалось, поэтому защитные газы используют лишь при механизированной автоматической и полуавтоматической сварках или при ручной электродуговой сварке неплавящимся электродом, о чем написано ниже.
11.1. Автоматическая сварка в защитных газах
В процессе дуговой сварки происходит энергичное взаимодействие расплавленного металла с кислородом и азотом атмосферного воздуха. При отсутствии специальных защитных мер химический состав и механические свойства наплавленного металла резко ухудшаются. Способы защиты расплавленного металла можно разделить на две большие группы:
Рис.
11.1. Схема дуговой сварки в защитном
газе:
а)
– внешняя подача газа; б) – подача газа
из горелки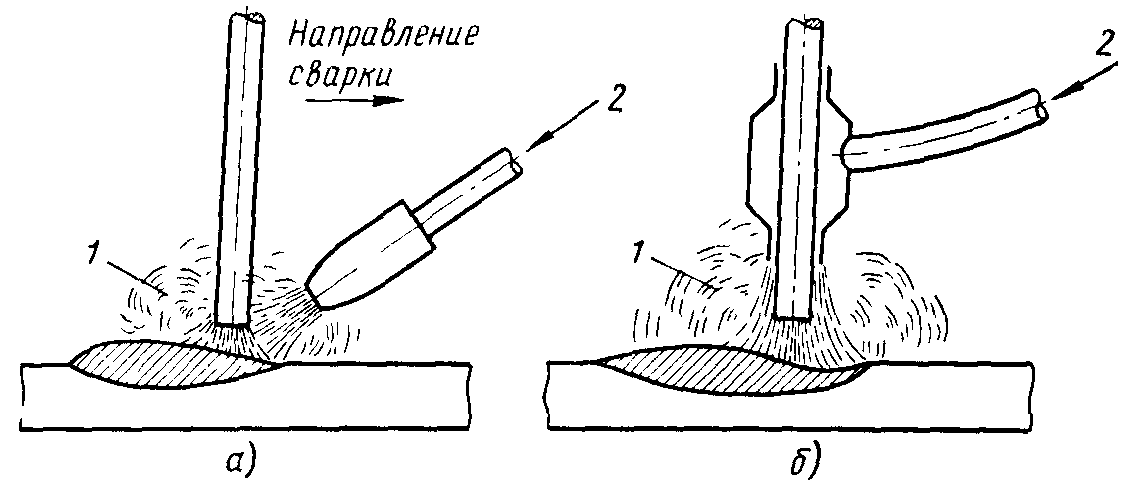
- создание газовой за-щиты дуги и сварочной ванны.
Способ газовой защиты заключается в том, что в зону дуги 1 непрерывно подается струя защитного газа 2. Такой способ получил название «дуговая сварка в защитном газе». Для устранения вредного влияния атмосферного воздуха, вызывающего хрупкость наплавленного металла, с начала 20-х годов вели опыты по вдуванию защитного газа в дугу. В качестве защитных газов применяли азот, водород, всевозможные углеводородные газы, пары жидких углеводородов и спиртов, двуокись и окись углерода, ацетилен, ацетилено - кислородную смесь, аммиак и т.д. Наиболее удовлетворительные результаты дали водород и газовые смеси, богатые водородом и окисью углерода.
По современным представлениям водород относится к числу газов, вредных при сварке большинства металлов, в том числе стали. Малые размеры атома водорода делают его хорошо растворимым во многих металлах. Резкие изменения растворимости водорода в металлах с изменением температуры, переход из двухатомной в одноатомную форму и наоборот, а также образование водяного пара в массе металла при встрече водорода с кислородом, имеющимся в металле, приводят к образованию пор и трещин.
Исключение водорода, водородосодержащих газов и азота из числа защитных газов затруднило подбор газовой защиты при дуговой сварке. И тут было обращено внимание на инертные одноатомные газы. Весьма перспективной оказалась сварка в инертных газах неплавящимся вольфрамовым электродом, а при высоких плотностях тока удовлетворительные результаты дает сварка плавящимся стальным электродом в углекислом газе.
11.2. Сварка в инертных газах
Инертные, или благородные газы - это гелий, неон, аргон, криптон и ксенон. Они имеют целиком заполненные замкнутые наружные электронные оболочки, а потому не способны ни к каким химическим реакциям и не соединяются ни с какими веществами. Все эти элементы представляют собой одноатомные трудносжигаемые газы, имеющие атомы довольно значительных размеров и практически нерастворимы в металлах.
Сопоставление гелия и аргона показывает в большинстве случаев значительные преимущества аргона, который и является сейчас основным защитным газом для дуговой сварки.
Особенностями гелия, ценными для некоторых случаев сварки, являются его высокая теплопроводность и потенциал ионизации, увеличивающие температуру и теплосложение газа столба дуги, т.е. гелий делает газ дуги как бы «более горячим». Помимо чистых аргона и гелия иногда применяется смесь этих газов, а также аргон с добавкой небольшого количества кислорода.