

2.8. Расчет припуска на обработку
Минимальный припуск на обработку:
zmin y1+,
где у1 – съем металла на участке с минимальным зазором;
- допуск на размер
![]() ,
,
где - время обработки, находится из отношения глубины обработки к скорости подачи электрода-инструмента.
Для электрохимического протягивания
у1=-(R-r)+
![]() ,
,
где r- радиус электрода-инструмента;
R – внутренний радиус заготовки.
2.9 Последовательность расчета технологических параметров электрохимического протягивания
Выбирают движения инструмента и заготовки при обработке. Для круглых труб кроме поступательного перемещения электрода-инструмента может быть предусмотрено вращение заготовки.
Расчет режимов обработки выполняют в такой последовательности:
Находят состав, концентрацию, температуру и удельную проводимость электролита, потери напряжения. Определяют размер межэлектродного зазора(см. п. 2.7.1)
Рассчитывают скорость анодного растворения материала заготовки:
V=![]() ,
,
Для электрохимического протягивания при обработке с вращением заготовки рассчитывают ее частоту вращения или выбирают, исходя из возможностей оборудования (см. п. 2.7.1).
Рассчитывают электрод инструмент
Рассчитывают припуск на обработку
Разрабатывают техническую документацию.
3. Технология ультразвуковой обработки
3.1.Общие сведения
3.1.1. Схема ультразвуковой размерной обработки (УЗО)
Размерная обработка предназначена для формообразования углублений в заготовках твердых хрупких материалов абразивными зернами, движущимися за счет действия ультразвукового инструмента. К таким материалам относятся: стекло, керамика, ситаллы, кремний, германий, обработка которых другими методами затруднена. На рис.3.1 показана схема УЗО.
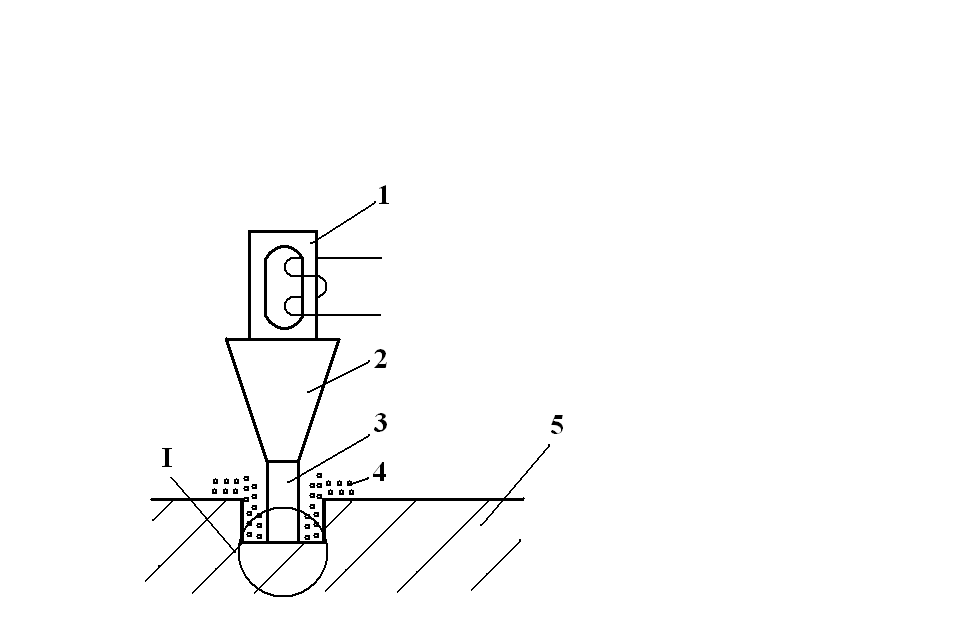
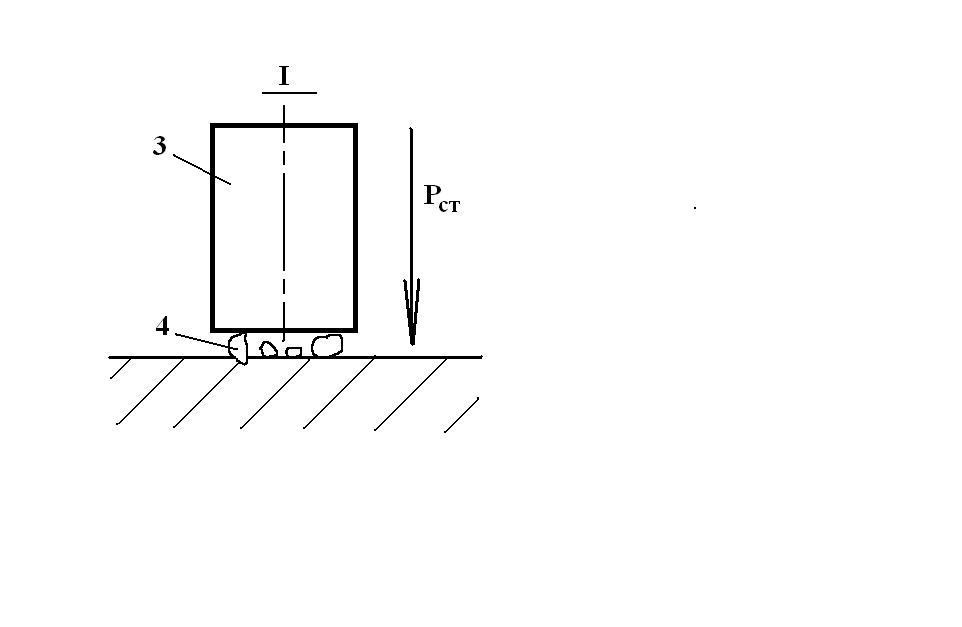
Рис 3.1 Схема УЗО
На рис. 3.1 инструмент 3 соединен с концентратором 2, припаянным к ультразвуковому преобразователю 1. Инструмент периодически ударяет по зернам абразивной суспензии 4, заполняющей зазор между инструментом и обрабатываемой заготовкой 5. Зерна выкалывают небольшие частицы материала обрабатываемой заготовки. Инструмент имеет продольную подачу и прижимается к заготовке с силой рст. Продукты обработки выводятся из-под торца инструмента вместе с суспензией.
3.1.2. Область использования
УЗО применяют для формообразования полостей при изготовлении и ремонте пресс-форм, высадочных матриц, твердосплавных фильер и т. д.
Использование ультразвуковой обработки позволяет снизить трудоемкость в 5...20 раз по сравнению со слесарной обработкой
3.1.3. Применяемые технологические режимы
Ультразвуковую обработку нужно вести с максимальной производительностью при амплитуде колебаний инструмента m = 40 ... 60 мкм. При черновой обработке целесообразно применять карбид бора зернистостью № 10 и № 6, а при чистовых ходах — № 3 и мельче. На практике обычно амплитуда за счет концентраторов увеличивается в 2...2,5 раза (коэффициент М), а в инструментах— в 2.5...3 раза.
3.1.4. Технологические требования к процессу
Заготовка должна быть жестко закреплена в станке. Под пластины хорошо ставить закаленные стальные подкладки. При этом исключается скалывание выходных кромок. На этапе черновой обработки инструментом проходят всю толщину заготовки и углубляются в материал подкладки на 1...2 мм.
Обработку штампов надо проводить за 2...3 хода: один черновой и один или два чистовых. Необходимо использовать активные способы подвода абразивной суспензии в рабочую зону — вакуумный отсос и прокачку под давлением.