

5.5. Особенности компоновки автоматических цехов и участков, оснащенных станками с программным управлением и многоинструментальными станками с чпу
Участки и цехи, оснащенные станками с ЧПУ, появились сравнительно недавно. Первый автоматический участок обрабатывал относительно простые детали типа тел вращения. В настоящее время на заводах и заводах серийного производства существуют участки и цехи, оснащенные станками с программным управлением и многоинструменальными станками с ЧПУ. Имеется несколько способов размещения станков на участках. При расположении станков в последовательности, отвечающей технологическому процессу обработки, необходимо синхронизировать штучное время обработки, чтобы обеспечить равномерную работу всех станков. Обработка деталей ведется в присоблениях-спутниках. Чтобы не зависеть от синхронности операций, при



обработке некоторых деталей используют несколько однотипных станков. В этом случае программу выполнения операций составляют таким образом, чтобы на освободившийся станок поступала необработанная деталь. И тем не менее, чтобы станки не простаивали, требуется хотя бы приближенная синхронизация. При работе станков с ЧПУ в мелкосерийном и серийном производствах в цехах организуют автоматические участки, состоящие из нескольких подразделений (рис.5.4.):
1) обработка базовых поверхностей деталей для одноразовой и однозначной установки на спутник;
2) установка деталей на спутник и автоматизированная кладовая;
3) автоматическая обработка деталей на станках с ЧПУ;
4) доделочные операции и подготовка инструмента.

Рис.5.4. Схема автоматизированного участка из станков с ЧПУ
Обработка деталей производится следующим образом. На участке 1 обрабатываются базовые поверхности деталей, после чего детали передаются в кладовую, где с помощью крана-штабелера устанавливаются и закрепляются на спутнике 7. Установленная на спутнике деталь поступает на каретку-оператор входной ветви 11. По заданной программе каретка перемещает деталь со спутником к приемной станции необходимого многоинструментального станка 1 – 6, где поперечный транспорт передает их на станок. По завершении операции транспортер 8 перемещает деталь со спутником на каретку 9 выходной ветви. Пройдя через моечный пункт 10, привозит деталь со спутником в отправную погрузочно-разгрузочную точку. Далее деталь снимается или направляется по программе на другие станки или после контроля на доделочные операции участка IV, а потом возвращается вновь по выходной ветви. Поперечные транспортеры от входной ветви делаются длиннее, чем к выходной, чтобы иметь на них запас деталей для бесперебойной работы многоинструментальных станков. Использование универсальных спутников позволяет обрабатывать на автоматизированном участке детали несколько типов, а установка однотипных станков параллельно, а не последовательно (при обслуживании станков двумя каретками – по одной на каждой ветви) дает возможность обрабатывать детали с различным штучным временем.
5.6. Проектирование цехов и участков электрохимической обработки
Электрохимическая обработка (ЭХО) получила широкое применение благодаря целому ряду преимуществ. ЭХО допускает снятие большого припуска без деформации и позволяет выдерживать точность по размеру до 0,1 мм при шероховатости до 0,63 мкм и менее. Процесс ЭХО основан на анодном растворении металла. Деталь при обработке устанавливается с зазором относительно электрода - инструмента, через который прокачивается электролит (обычно раствор NaCl). Деталь является анодом, а инструмент – катодом. Наличие растворов поваренной соли и выделение водорода в процессе обработки требует при проектировании и эксплуатации соблюдения специальных мер предосторожности. Необходимо производить постоянную вентиляцию рабочих мест с отводом водорода, а приготовление электролитов должно быть изолированно от основного цеха.
В связи с этим организационная структура и состав цеха ЭХО отличаются от обычных механических цехов. Отдельные участки ЭХО могут включаться в состав механического цеха.
В отличие от других цехов, в цехе ЭХО проектируются: отделение станков ЭХО, участок промывок деталей с помощью ультразвука, отделение централизованного снабжения электролитом, участок холодильной установки. Кроме того в цехе ЭХО должны предусматриваться: помещение для приготовления электролита, мастерская профилактического ремонта насосов и фильтров, помещение для сбора и отправки шлама, кладовые химикатов, помещение для нейтрализации сточных вод. Исходные данные для проектирования цеха ЭХО аналогичны данным для проектирования механического цеха, но, кроме того, в ведомости указывают объем снимаемого металла с каждой детали.
Количество металла V, снимаемого с одной заготовки (в мм3/мин), можно определить по формуле:
![]() ,
(5.1)
,
(5.1)
где
![]() -
коэффициент, характеризующий выход
металла по току (
-
коэффициент, характеризующий выход
металла по току (![]() зависит от многих факторов и определяется
экспериментально, если необходимы более
точные расчеты);
зависит от многих факторов и определяется
экспериментально, если необходимы более
точные расчеты);
Сv - объемный электрохимический эквивалент, мм3/А ч (табл.21);
I – сила тока, протекающего через раствор, А.
Таблица 21
Значения объемного электрохимического эквивалента
Сплавы и металлы |
Марка |
Электрохимический эквивалент, мм3/А ч |
Жаропрочные сплавы |
ЭИ437Б ЭИ598 ЖС6КП |
1,032 1,102 1,038 |
Титановые сплавы |
ВТ-3 ВТ-9 ОТ4-1 |
0,6034 0,6130 0,5994 |
Алюминиевые сплавы |
Д16-Т АМц АК4 |
0,353 0,333 0,349 |
Железо Никель Титан Вольфрам |
- - - - |
1,042 1,095 0,596 1,144 |
Количество потребного оборудования определяют по формуле:
![]() ,
(5.2)
,
(5.2)
где П – программа выпуска деталей;
Р – максимальная производительность станка, мм3/мин.
Дополнительное оборудование принимают без расчета, а вспомогательное устанавливают в РЕМПРИ в том случае, если в цехе ЭХО оборудование для электрохимической обработки составляет более 30% от основного.
При проектировании цеха или участка ЭХО предусматривают насосы для прокачки электролита. Их выбирают исходя из производительности, а также из расчета гидравлических и прочих потерь в трактах перекачки. Минимальный расход электролита в общем случае можно определить по формуле:
![]() л/мин,
(5.3)
л/мин,
(5.3)
где q – минимальный съем металла в граммах;
Vн – объем электролита (в литрах), необходимый для удаления одного грамма сплава в минуту.
Зная Q, определяют объем баков для электролита, причем емкость их зависит от метода очистки и других требований. При очистке электролита центрифугированием объем бака определяют по формуле:
![]() ,
(5.4)
,
(5.4)
где I – сила тока, протекающего через зазор, А;
m1 – коэффициент, показывающий отношение машинного времени работы центрифуги ко времени полного цикла;
m2 = (0,8 – 0,9)m1.
При очистке электролита коагулированием объем бака в 4 - 5 раз больше, чем при очистке центрифугированием.
Весовое количество соли (щелочи и т.п.) для приготовления необходимого раствора электролита определяют таким образом:
![]() ,
(5.5)
,
(5.5)
где
![]() - плотность электролита г/см3;
- плотность электролита г/см3;
р – процентная концентрация электролита.
В процессе ЭХО используется сжатый воздух для перемешивания электролита при приготовлении, а также при транспортировке электролита, чтобы шлам не выпадал в осадок в емкостях. Расход воздуха определяют по формуле:
![]() ,
(5.6)
,
(5.6)
где q – удельный расход воздуха (зависит от диаметра сопла), м3/мин;
Км – коэффициент использования воздухоприемников (для расчетов принимают Км = 0,15 – 0,30).
Площади и штат цеха ЭХО рассчитываются согласно общим принципам расчета, изложенным в работе [3, гл. III ]. В связи с вышеизложенными возможностями цеха ЭХО его компоновка и размещение оборудования в нем имеют определенные отличия. Выделение водорода при ЭХО требует размещения емкостей с электролитом в отдельном (желательно углубленном в землю) помещении, где можно было бы организовать также его приготовление и хранение (там же должен храниться и шлам).
Пример компоновки цеха ЭХО показан на рис.5.5. Стены помещения цеха ЭХО облицовываются керамической плиткой до уровня 2 м, полы выполняются влагостойкими, износостойкими и стойкими к кислотам, щелочам и солям. Стены и полы должны хорошо мыться и быть безискровыми. Предусматривается обязательный уклон полов для отвода сточных вод. По пожаробезопасности цехи ЭХО относятся к категории А.
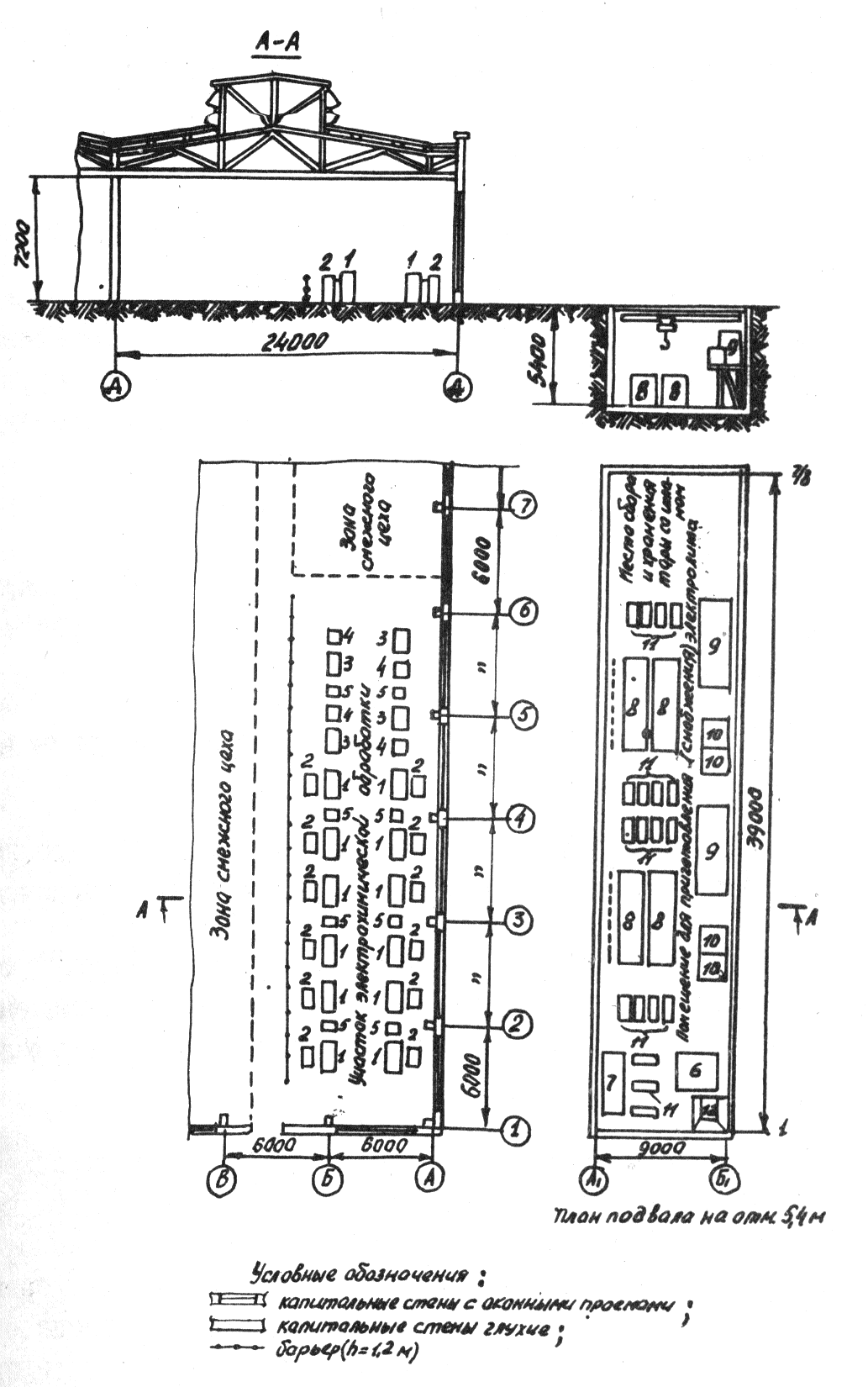
Рис.5.5. Схема компоновки помещений и планировки
оборудования цеха электрохимической обработки:
1 и 3 – станки ЭХО; 2 и 4 – источники питания; 5 – место для контролирующих приборов; 6 – установка для растворения соли; 7 – бак с концентрированным раствором электролита; 8 – бак с электролитом; 9 – бак-отстойник; 10 – центрифуга; 11 – насос; 12- теплообменник.