

Глава 4: методы изготовления заготовок деталей и выбор материалов
4.1 Методы изготовления заготовок
Формо- и размерообразование деталей может осуществляться различными технологическими средствами. Есть детали, все элементы и поверхности которых образуются путем механической обработки (токарной, фрезерной, строганием, сверлением, шлифованием и т. д.). Такие детали изготовляют из горячекатаного круглого, листового и полосового металла, а также литых и кованых заготовок. Установление форм и размеров заготовок в этом случае не входит в задачи конструирования, так как всецело является функцией технологической службы.
Деталей, получаемых полностью путем механической обработки («обработанных кругом»), сравнительно мало. Значительная часть элементов и поверхностей у многих деталей получает свою окончательную форму литьем, ковкой, горячей и холодной штамповкой и т. д. Кроме того, детали могут изготовляться из круглых, шестигранных и квадратных прутков и сортового металла различных профилей (угольников, швеллеров и т.д.), с частичной механической обработкой. Необрабатываемые поверхности деталей принято называть «черными».
Вопрос о том, каким методом должна изготовляться заготовка той или иной детали (сваркой из отдельных элементов, литьем, штамповкой или иначе), решается при конструировании в зависимости от назначения, формы, размеров и материала детали, масштабов выпуска и конкретных производственных условий.
Влияние метода изготовления заготовки детали на ее конструктивное оформление показано на рис. 28, где изображено одно и то же зубчатое колесо в сварном (рис. 28, а), литом (рис. 28, б) и штампованном (рис. 28, в) исполнениях.
Из приведенного примера очевидно, что при конструировании, кроме придания деталям форм и размеров, отвечающих их функциональному назначению и требованиям прочности, жесткости, долговечности и т. д., конструктивное построение каждой детали должно соответствовать выбранному методу получения заготовок.
Для решения, в процессе конструирования, вопроса о методе получения заготовки необходимо знание технологии заготовительных цехов, умение выбирать материал для ее изготовления, умение оценивать производственные возможности и технико-экономическую целе-
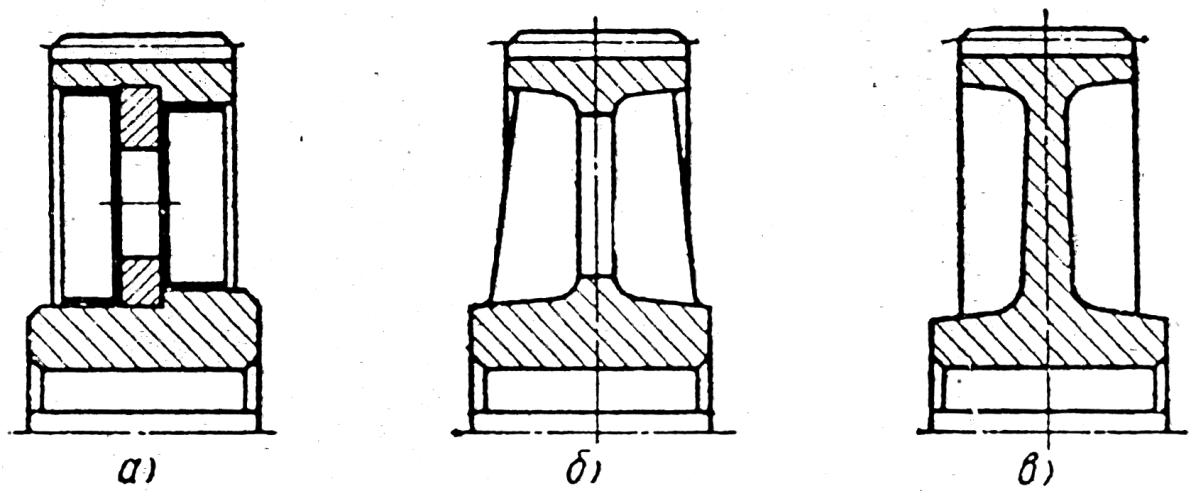
Рис. 28
сообразность применения выбранного метода изготовления заготовки в конкретных производственных условиях.
В качестве примера рассмотрим выбор метода получения заготовки ступицы, имеющей фланец довольно большого диаметра (рис. 29). Обработке подлежат отверстия и торцы ступицы, плоскость фланца, прилегающей к нему поясок, служащий для центрирования диска, а также сверлятся отверстия под заклепки.
Заготовкой для ступицы может служить стальной сортовой прокат. Однако при значительном количестве изготовляемых деталей применять такие заготовки нерационально (большой расход металла, большая трудоемкость изготовления, значительные затраты машинного времени на обработку и расход режущего инструмента).
Простейшим
решением была бы отливка заготовок
ступиц с их последующей обработкой
только в указанных выше местах. Однако
отливка из серого чугуна здесь непригодна,
так как вследствие хрупкости его
применение при заклепочных соединениях
неприемлемо. Обычные стальные отливки
получаются очень грубыми, имеют большие
прибыли и требуют обработки в местах,
не предусмотренных конструкцией детали.
Кроме 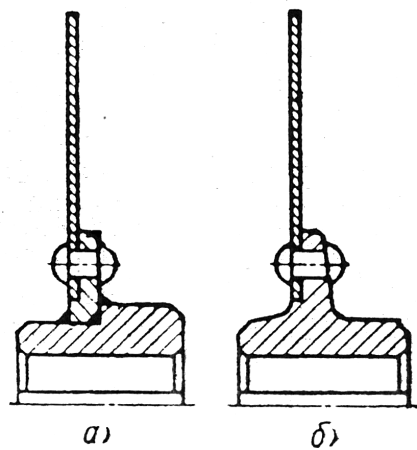 этого,
не на всяком машиностроительном
предприятии возможно получение стальных
отливок.
этого,
не на всяком машиностроительном
предприятии возможно получение стальных
отливок.
Поэтому для индивидуального и даже мелкосерийного производства можно рекомендовать изготовление ступицы с приваренным фланцем (рис. 11, а). В этом случае добавляется операция сварки, но зато резко уменьшается объем механической обработки. Часть наружной поверхности ступицы остается «черной». Фланец, в зависимости от вели Рис. 29 чины наружного диаметра, может быть выполнен из горячекатаного круглого металла либо из листовой стали.
Для крупносерийного и массового изготовления заготовка ступицы может быть получена отливкой из ковкого чугуна либо горячей штамповкой из стали (рис. 11, б).
Конструктивное устройство типовых деталей машин как общего назначения, так и специальных, описывается в технической литературе применительно к определенным методам получения заготовок этих деталей. Что же касается оригинальных деталей, то бывают случаи, когда комплекс конструктивных и эксплуатационных показателей (конфигурация, размеры, сложность, условия работы, требования к материалу и т, п.) определяет приемлемость для изготовления детали лишь единственного метода получения заготовок в заданных и даже в различных производственных условиях. Например, корпусная деталь, имеющая сложные очертания, значительное количество выступающих элементов, внутренние полости, разделенные перегородками, и криволинейные каналы, в любом случае может быть изготовлена только способом литья в одноразовую стержневую форму.
В подавляющем же большинстве случаев оригинальные детали машин могут быть выполнены из заготовок, получаемых несколькими методами. Тогда для правильного выбора наиболее подходящего из них следует пользоваться способом исключения. При этом оценку различных методов рекомендуется производить в следующем порядке, исходя из таких основных критериев: способности данного метода обеспечить необходимое конструктивное формообразование детали; соответствия материалов, из которых возможно изготовление заготовок при данном методе, требованиям, предъявляемым к материалу детали условиями ее работы и дальнейшей обработки; возможности применения рассматриваемого метода в конкретных производственных условиях данного предприятия.
Если в результате окажется, что для какой-либо детали будут приемлемы несколько методов, то в таком случае окончательный выбор наиболее оптимального варианта должен быть сделан исходя из технологической целесообразности, с учетом количества выпускаемых деталей.