

Лабораторная работа №7
Электрическая дуговая сварка металлов
Цель работы: ознакомление с исходными материалами, оборудованием, выбором режима сварки и методикой проведения электросварочных работ.
Общие сведения
Электродуговая сварка ‑ процесс получения неразъемного соединения за счет расплавления и совместной кристаллизации двух свариваемых материалов.
При сварке плавлением расплавленный металл свариваемых деталей и присадочного металла образует общую сварочную ванну. В процессе охлаждения происходит общая кристаллизация сварочной ванны; металл шва приобретает литую структуру.
Электрическая дуга ‑ источник тепла при сварке
При дуговой сварке источником нагрева служит электрическая дуга, представляющая собой стационарный разряд в газах. Сварочная дуга характеризуется высокой температурой и большим током в зоне разряда.
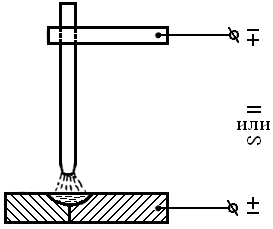
При дуговой сварке разряд возникает между свариваемым (основным) металлом и специальным стержнем (электродом) или между двумя электродами (рис. 1.).
В том случае, когда дуга горит между металлом и электродом, для нагрева и плавления используется теплота, выделяемая в столбе дуги, а также на катодном и анодном пятнах. Этот способ называется сваркой дугой прямого действия, или зависимой дугой (рис. 1, а). Сварку дугой прямого действия производят как без присадочного металла, так и с присадочным металлом, вводим в дугу или укладываем в разделку между кромками.
В том случае, когда дуга горит между двумя электродами, для расплавления основного металла используется теплота, выделяемая в столбе дуги, соприкасающемся с поверхностью свариваемого изделия (рис. 1, б). Этот способ называется сваркой косвенной, или зависимой дугой, применяется относительно редко.
В зависимости от рода тока, характера воздействия дуги на свариваемый металл, материала электрода, способа и вида защиты дуги и зоны сварки от взаимодействия с воздухом, степени механизации процесса дуговая сварка разделяется на несколько разновидностей.
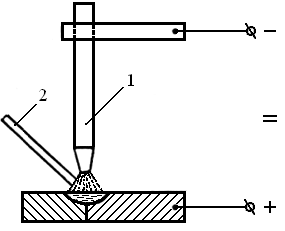
При использовании дуги прямого действия различают сварку неплавящимся (угольным, графитовым, вольфрамовым) электродом (способ Бенардоса) и плавящимся металлическим электродом, по составу близким свариваемому металлу (способ Славянова). При сварке плавящимся электродом (рис. 2, а) шов образуется за счет расплавления основного металла и металла плавящегося электрода. В качестве электродов применяют сварочные проволоки, ленты или свернутую в трубку ленту, внутри которой находится минеральный заполнитель, служащий для защиты и легирования металла шва. При сварке неплавящимся электродом (рис. 2, б) шов образуется за счет плавления только основного или основного и присадочного металла, вводимого в зону сварки.


а б
Рис.1. Схемы электрической дуговой сварки: а ‑ сварка дугой прямого действия, или зависимой дугой; б ‑ сварка косвенной, или независимой дугой.
а б
Рис.2. Способы сварки дугой прямого действия:
а – по Славянову; б – по Бенардосу.
Сварку неплавящимся вольфрамовым электродом производят в защитных инертных газах (аргон, гелий), предохраняющих зону сварки от взаимодействия с воздухом. Для питания дуги применяют постоянный и переменный ток. Сварку угольным электродом производят только на постоянном токе.