

Пособие по источникам питания
.pdfшестифазными схемами выпрямления она обеспечивает наиболее эффективное использование вентилей (наименьшие потери, наибольшая нагрузочная способность, минимальные Iв.m. и kф). Эта схема представлена на рисунке 28, а.
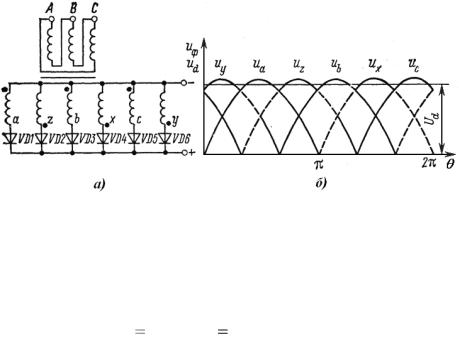
Рис. 28. Двойная трехфазная схема с уравнительным реактором:
а) принципиальная электрическая схема; б) напряжение на выходе блока; в) напряжение на уравнительном реакторе
Трансформатор в таком выпрямителе имеет шесть вторичных обмоток, образующих две трехфазные группы, каждая из которых соединена в звезду; ЭДС соответствующих фаз сдвинуты на 180 °. Обе группы соединены между собой уравнительным реактором, обеспечивающим их параллельную работу в результате выравнивания напряжения между ними. Уравнительный реактор представляет собой дроссель с замкнутым ферромагнитным магнитопроводом, имеющим две одинаковые обмотки.
Действие реактора видно из рисунка 28, б. Сплошными линиями показаны фазные напряжения одной звезды, а штриховыми - другой. Разницу мгновенных значений фазных напряжений в процессе их чередования характеризуют ординаты заштрихованных площадок. Эта разница напряжений наводится в секциях уравнительного реактора Lур., если хотя бы по одной из них проходит небольшой намагничивающий ток. В секциях реактора наводятся напряжения Uу1 = Uу2 = 1/2Uу, имеющие разные знаки по отношению к общему выводу; в связи с этим анодные напряжения одной звезды уменьшаются на Uу1, а другой - возрастают на U2y. Фазные напряжения выравниваются, что и приводит к параллельной работе трехфазных групп.
Длительность анодных токов (без учета коммутационных участков) равна 120 °, а амплитуда токов в вентилях - половине амплитудного значения выпрямленного тока. Выпрямитель имеет две коммути-
81

рующие группы вентилей. Коммутация осуществляется только между вентилями одной трехфазной группы. В выпрямителях с жесткими внешними характеристиками вентили работают попарно.
Таким образом, при малых токах нагрузки выпрямитель будет работать в режимах соответствующих простой шестифазной схеме с нулевой точкой; при токах больше критического (0,01Iв) наступает работа двух параллельных групп или двойной трехфазный режим. Первичная обмотка трансформатора может быть включена звездой или треугольником. Пульсация выпрямленного напряжения имеет частоту 300 Гц.
Обратное напряжение на вентиле
Uобр.m. 6U2ф 2.09Uх.х. |
(52) |
|
. |
Действующие значения вторичного тока, в зависимости от вида внешней характеристики, могут быть приняты
I2 0.29Id для Ж, I2 0.26Id для П. |
(53) |
Среднее значение тока через вентиль, учитывая, что схема выпрямления трехфазная, а работает как шестифазная
Iв.ср. Id 6 0.48Id |
. |
(54) |
|
|
Схема имеет повышенную чувствительность к асимметрии фазовых сдвигов управляющих импульсов. Нарушение симметрии импульсов приводит к перераспределению нагрузки между параллельно работающими трехфазными выпрямительными группами. Разбаланс токов повышается при использовании трансформаторов с малым индуктивным сопротивлением рассеяния и глубоким фазовым регулированием. При напряжении короткого замыкания Uк.з. силового трансформатора 7-10 % допустимая несимметрия отдельных импульсов может достигать 3 °.
В рассматриваемой схеме выпрямления катоды всех тиристоров объединены в общую точку, поэтому подача отпирающих импульсов на управляющие электроды тиристоров возможна без разделительных трансформаторов. Для нормальной параллельной работы тиристоров разных трехфазных групп ширина импульсов управления должна быть не менее 60 °. В противном случае, наблюдаются срывы в работе вы-
82
прямителя и переход к трехфазному режиму при холостом ходе и малых нагрузках.
4.1.2.3. Простая шестифазная схема с нулевой точкой
Эта схема выпрямления сравнительно редко встречается в сварочной технике. По сравнению с шестифазной схемой с уравнительным реактором она обеспечивает худшее использование силового трансформатора и вентилей. Без учета коммутационных участков продолжительность тока, протекающего через вентили, и тока в фазе вторичной обмотки трансформатора составляет 60 °. В связи с этим увеличиваются потери в вентилях, максимальное значение 1в.т. и kф, и вследствие этого снижается нагрузочная способность выпрямительного блока.
Трансформатор имеет всего шесть вторичных обмоток, соединенных в шестифазную звезду (рис. 29, а). Первичная обмотка трансформатора может соединяться только треугольником.
При соединении первичной обмотки в звезду появляется пульсирующий поток вынужденного намагничивания, приводящий к насыщению магнитопровода трансформатора, сильному увеличению его индуктивных сопротивлений, уменьшению среднего значения выпрямленного напряжения и увеличению крутизны спада внешней характеристики.
Рис. 29. Шестифазная схема с нулевой точкой: а) принципиальная электрическая схема; б) напряжение на выходе блока
Пульсация выпрямленного |
напряжения |
имеет частоту 300 Гц |
|
(рис. 29, б). Обратное напряжение на вентиле |
|
||
Uобр.m. 2.09U x.x. |
1.55U2ф |
. |
(55) |
|
|
|
|
Действующие значения вторичного тока, в зависимости от вида внешней характеристики, могут быть приняты
83
I2 0.407Id для Ж, I2 0.26Id для П. |
(56) |
Среднее значение тока через вентиль, учитывая, что схема выпрямления шестифазная:
Iв.ср. Id 6 0.54Id |
. |
(57) |
|
|
Коэффициент формы тока в вентилях kф = 2,45. Нормальная работа выпрямителя обеспечивается при ширине импульса управления 5 °.
4.1.2.4. Кольцевая схема выпрямления
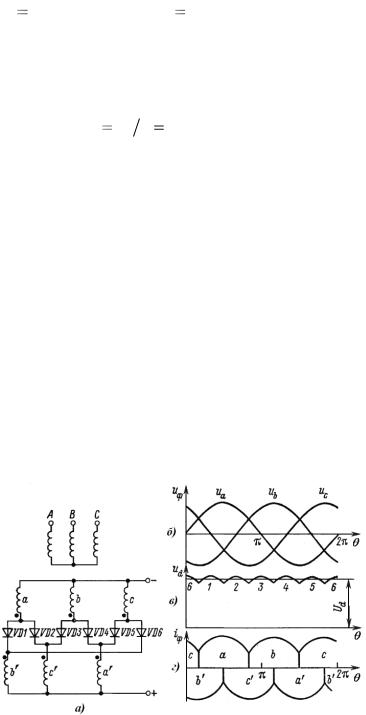
Это одна из наиболее распространенных схем выпрямления в однопостовых и многопостовых сварочных выпрямителях на большие токи. Не имея уравнительного реактора, схема обеспечивает аналогично двойной трехфазной схеме с уравнительным реактором хорошее использование сварочного трансформатора при несколько худшем использовании вентилей по току. Трансформатор выпрямителя имеет шесть вторичных обмоток, а блок вентилей замкнут в кольцо (рис. 30, а). Продолжительность работы вентилей без учета коммутации составляет 60 °. В то же время каждая из вторичных обмоток работает на протяжении 120 ° (рис. 30, б, в, г).
Рис. 30. Кольцевая схема выпрямления: а) принципиальная электрическая схема; б) диаграмма напряжений на вторичной обмотке; в) напряжение на выходе выпрямителя; г) диаграмма фазных токов
Первичная обмотка трансформатора может быть соединена треугольником или звездой.
Обратное значение напряжения на вентиле
84

Uобр.m. 4.9U2ф 11.4U x.x. |
. |
(58) |
|
|
Действующие значения вторичного тока, в зависимости от вида внешней характеристики, могут быть приняты
I2 0.578Id для Ж, I2 0.52Id для П. |
(59) |
Среднее значение тока через вентиль, учитывая, что схема выпрямления шестифазная:
Iв.ср. Id 6 0.54Id |
. |
(60) |
|
|
Минимальная ширина управляющих импульсов в случае тиристорного регулирования должна составлять 5 °. Для управления тиристорами требуются три гальванически изолированных источника питания.
Внешние характеристики трехфазной мостовой, двойной трехфазной с уравнительным реактором и кольцевой схемы одинаковы при равных значениях напряжения короткого замыкания трансформаторов.
4.1.3.Сварочный дроссель
Воднопостовых сварочных выпрямителях для сварки в среде защитных газов большое распространение получил способ ограничения тока короткого замыкания в результате включения в сварочную цепь дросселя с воздушным зазором, имеющего, как правило, две ступени индуктивности (рис. 31).
Рис. 31. Сварочный дроссель с двумя ступенями регулирования
Необходимая индуктивность в сварочной цепи и соответственно скорость нарастания тока короткого замыкания зависят от диаметра применяемой проволоки и режима сварки. При сварке проволокой малых диаметров для устойчивого протекания процесса необходима зна-
85
чительно большая скорость нарастания тока и соответственно меньшая индуктивность в сварочной цепи, чем при сварке толстыми электродными проволоками. Для выпрямителей могут быть рекомендованы следующие значения индуктивности: 150-200 мкГн при сварке проволокой диаметром 0,8-1,2 мм на токах до 200 А во всех пространственных положениях и 400-500 мкГн при сварке проволокой диаметром 1,6 и 2,0 мм на токах до 700 А, а также диаметром 1,2 мм в нижнем положении на токах 200 А и выше. При сварке на токах свыше 700 А индуктивность может быть уменьшена до 150-200 мкГн.
Возможно ограничение тока короткого замыкания в результате увеличения наклона внешних характеристик выпрямителя с помощью балластного реостата, которое хотя и обеспечивает некоторое снижение разбрызгивания, может привести к неустойчивому процессу сварки короткой дугой с использованием тонких проволок на малых токах при общепринятых напряжениях дуги, характерных для режимов с минимальным разбрызгиванием и небольшой шириной шва.
При сварке в среде углекислого газа целесообразен наклон внешних характеристик 0,01-0,02 В/А.
Значительно повысить стабильность горения дуги при сварке с короткими замыканиями дугового промежутка проволоками диаметром 1,0-1,6 мм, а также снизить минимальный сварочный ток при заданном диаметре электродной проволоки введением в сварочную цепь дроссельного устройства, обеспечивающего бесступенчатое регулирование индуктивности в сварочной цепи и получение кратковременных ограниченных пиков тока при коротких замыканиях дугового промежутка каплей расплавленного металла.
Вэтом случае увеличивается (до 30 % ) частота коротких замыканий, облегчается сварка вертикальных и потолочных швов. Сам процесс горения дуги идет при общепринятых наклонах внешних характеристик. При сварке проволокой диаметром 1,2 мм нижний предел сварочного тока, обеспечивающего стабильный сварочный процесс, снижается до 50 А. При сварке без коротких замыканий дугового промежутка устройство не влияет на процесс сварки. В выпрямителях со ступенчатым изменением индуктивности на токах 315, 500 и 630 А первая ступень (малая индуктивность) предназначена для сварки тонкой электродной проволокой во всех пространственных положениях, вторая ступень (большая индуктивность) - для сварки толстой электродной проволокой, а также для работы на падающих внешних характеристиках в универсальных выпрямителях.
Втиристорных сварочных выпрямителях дроссель в цепи выпрямленного тока необходим не только для ограничения пиков тока
86
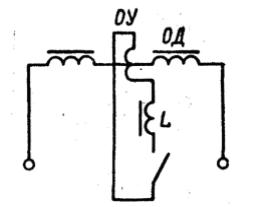
короткого замыкания при сварке в среде углекислого газа, но и при ручной дуговой сварке или сварке под флюсом, для сглаживания пульсаций выпрямленного тока, величина которых зависит от пределов регулирования. В отдельных случаях в тиристорных сварочных выпрямителях переключение ступеней индуктивности может производиться дистанционно в зависимости от режима сварки (рис. 32).
Для этого в основной дроссель с воздушным зазором введена дополнительная обмотка управления ОУ, магнитно-связанная с силовой обмоткой дросселя ОД. Для уменьшения индуктивности обмотка управления замыкается на маломощный вспомогательный дроссель. При работе выпрямителя под нагрузкой в обмотке управления ОУ наводится ЭДС, частота которой зависит от схемы выпрямления (300 Гц в выпрямителях, собранных по трехфазной мостовой и шестифазным схемам выпрямления). Значение ЭДС возрастает при сварке в режимах малых токов, для которых характерна более глубокая пульсация тока. При подключении дросселя обмотка управления создает магнитный поток, направленный встречно основному, и индуктивность основного дросселя, особенно при сварке в режимах малых токов, снижается. Число витков обмотки управления выбирается исходя из диапазона регулирования индуктивности. Дроссель обеспечивает две ступени индуктивности 200 и 550 мкГн.
Рис. 32. Двухступенчатый дроссель с дистанционным управлением
Кроме дросселей со ступенчатым регулированием индуктивности существует дроссель, обеспечивающий повышение стабильности сварочного процесса и бесступенчатое регулирование индуктивности в зависимости от режима сварки (рис. 33).
87
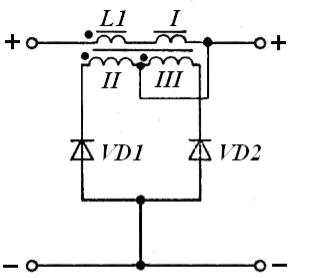
Рис. 33. Сварочный дроссель с плавно изменяемой индуктивностью
Применяются дроссели с двумя обмотками управления и диодами, обеспечивающие автоматическое изменение индуктивности при сварке. Дроссель броневого типа с воздушным зазором имеет основную рабочую обмотку I, включенную последовательно в сварочную цепь, и две вспомогательные обмотки управления II и III, подключенные через диоды VD1 и VD2 к минусовому зажиму выпрямителя. Общая точка обмоток II и III подключена к плюсовому зажиму.
При работе выпрямителя (во время горения дуги) на рабочей обмотке дросселя выделяется переменная составляющая выпрямленного напряжения с частотой f = 50m, где m - число фаз выпрямителя. В данном случае f = 300 Гц. Указанное напряжение индуктируется в обеих обмотках управления и выпрямляется однофазной двухполупериодной схемой, образованной обмотками и диодами. Выпрямленный ток протекает по обмоткам управления, замыкается через дугу и изменяет при этом индуктивность дросселя при сварке. Значение индуктивности зависит от режима работы выпрямителя. При сварке в режимах малых токов встречное напряжение дуги невелико, ток, непрерывно протекающий в обмотках II и III, при горении дуги становится больше, дроссель L1 имеет малую индуктивность. На больших режимах увеличивается запирающее рабочее напряжение дуги, ток во вспомогательных обмотках уменьшается, индуктивность дросселя увеличивается. Таким образом, осуществляется автоматическое изменение индуктивности при изменении режима сварки. Полная индуктивность дросселя составляет 500 мкГн.
88
Изменение индуктивности дросселя особенно значительно в выпрямителях с тиристорным регулированием. В этом случае напряжение, наводимое в обмотках управления, и протекающий по ним ток зависят от угла открытия тиристоров и возрастают при сварке в режимах малых токов с ростом пульсации сварочного тока. В режимах больших токов угол открытия тиристоров увеличивается, пульсация и наводимая ЭДС падают, ток в обмотках управления значительно уменьшается. При коротком замыкании дугового промежутка каплей расплавленного металла в основной рабочей обмотке резко возрастает сварочный ток, в обмотках II и III наводится значительная ЭДС, диод VD1 закрывается, диод VD2 открывается. Обмотка III обеспечивает резкое снижение индуктивности дросселя и импульс сварочного тока в момент начала короткого замыкания. При обрыве капли начинается спад сварочного тока. ЭДС в обмотках II и III меняет знак, диод VD2 закрывается, диод VD1 открывается. Ток, текущий по вспомогательной обмотке II и диоду VD1, обеспечивает быстрый перенос энергии, накопленной в дросселе, в сварочную дугу, ликвидируя резкий провал тока после короткого замыкания и обеспечивая дополнительно стабилизацию горения дуги, особенно на малых токах.
В выпрямителях с универсальными характеристиками вместо диодов устанавливаются тиристоры, которые при работе на падающих характеристиках запираются, и таким образом дроссель работает в неуправляемом режиме.
4.1.4.Блоки подпитки
Срасширением пределов регулирования пульсация выпрямленного тока значительно возрастает, что может привести, особенно при сварке в вертикальном положении, к ухудшению сварочных качеств и нарушению устойчивости процесса. Для уменьшения пульсации выпрямленного напряжения источники питания для сварки в среде углекислого газа могут выполняться с двумя диапазонами регулирования в результате переключения первичной обмотки силового трансформатора и соединения звездой на треугольник. Наличие двух диапазонов регулирования несколько повышает и коэффициент мощности выпрямителя в результате улучшения в этом случае коэффициента искажений. Однако в большинстве случаев, особенно в источниках питания с программируемым режимом работы, как при жестких, так и падающих характеристиках, целесообразно иметь один широкий диапазон регулирования. При этом для снижения глубины пульсации и обеспечения непрерывности сварочного тока параллельно блоку тиристоров (до
89

дросселя) может включаться дополнительное выпрямительное устройство, выполняющее функции блока подпитки (БП). Дополнительный блок собирается на диодах с использованием схем выпрямления, обеспечивающих шестифазную пульсацию, и имеет падающие внешние характеристики (рис. 34).
Рис. 34. Внешняя вольтамперная характеристика блока подпитки
В настоящее время применяются две системы подпитки. В первом случае блок питания выпрямителя состоит из трехфазного трансформатора с падающими характеристиками (разнесенные первичные и вторичные обмотки) и выпрямительного блока, собранного по трехфазной мостовой схеме (рис. 35, а). Сглаживание пульсаций происходит не только благодаря работе собственного блока подпитки, но и в результате использования выпрямительного моста в качестве обратного диода в сочетании с силовым дросселем в сварочной цепи.
На рисунке 35, б приведена внешняя характеристика блока подпитки сварочного выпрямителя, имеющего только жесткие внешние характеристики. К преимуществу схемы следует отнести возможность использования блока с ограниченным по значению напряжением холостого хода, близким к таковому при сварочных режимах на минимальных токах.
В схеме блока подпитки выпрямителей типа ВДУ (рис. 35, б) падающие характеристики получаются в результате применения трехфазного дросселя с воздушным зазором L2.
В схеме использована простая шестифазная схема выпрямления VD. При этом уравнительный реактор Lyp двойной трехфазной схемы выпрямления, по которой собран тиристорный блок, следует включать не в анодные, а в катодные цепи тиристоров. В противном случае, нормальная работа схемы искажается, внешние жесткие характеристики выпрямителя имеют повышенный наклон, что отрицательно
90